电池的制造方法与流程
1.本技术涉及电池领域,具体涉及一种电池的制造方法。
背景技术:
2.为了迎合各种用电设备的轻薄化发展趋势,控制电池体积已成为业界的一种主流。为了尽可能降低电池的尺寸,当前厂商一般力求于对电池的头部空间进行最大程度的利用,采用的技术手段之一是减薄电路板。但是,如果电路板的厚度变小,则结构强度会降低,容易发生形变,从而导致电子元器件脱落、电路板开裂等风险较高,产品良率也会较低。
技术实现要素:
3.本技术实施例提供一种电池的制造方法,用于改善电池头部厚度减薄所导致电子元器件脱落、电路板开裂等影响产品良率的问题。
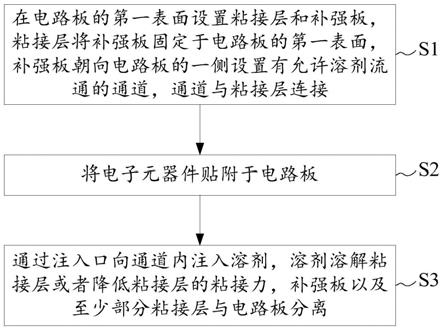
4.第一方面,本技术实施例提供一种电池的制造方法,包括步骤s1至s3。s1、在电路板的第一表面设置粘接层和补强板,粘接层将补强板固定于电路板的第一表面,补强板朝向电路板的一侧设置有允许溶剂流通的通道,通道与粘接层连接;s2、将电子元器件贴附于电路板;s3、向通道内注入溶剂,溶剂溶解粘接层或者降低粘接层的粘接力,补强板以及至少部分粘接层与电路板分离。通过补强板加固电路板,有利于固定电路板的形态,在例如贴附电子元器件等制程中不易发生形变,降低例如电子元器件脱落、电路板开裂等风险,改善产品良率;通过溶剂溶解粘接层或降低粘接层的粘接力,将补强板与电路板分离,电路板的厚度不变,满足电池头部厚度减薄需求。
5.在一些实施例中,通道还包括注入口和排出口,由注入口注入的溶剂朝向排出口流动,可以有利于溶剂在通道内的流动,使得溶剂与粘接层充分接触,及时溶解粘接层或降低粘接层的粘接力,有利于补强板与电路板的分离。
6.在一些实施例中,通道沿电路板的长度方向延伸设置,通道的注入口和排出口分别设置于电路板沿长度方向的相对两端,或者均设置于电路板的同一端,可以增大通道的长度,延长溶剂在通道内的流动时长,使得溶剂与粘接层充分接触,有利于补强板与电路板的分离。
7.在一些实施例中,补强板设置有至少两条通道,且至少两条通道之间相互连通,可以增大通道的总长度,延长溶剂在通道内的流动时长,使得溶剂与粘接层充分接触,有利于补强板与电路板的分离。
8.在一些实施例中,通道的延伸方向为直线、曲线、折线中的至少一种。直线的通道有利于溶剂在通道内的流动,及时带走溶解后的粘接层,改善溶剂的浓度。曲线或折线的通道可以增大通道的长度,延长溶剂在通道内的流动时长,使得溶剂与粘接层充分接触,有利于补强板与电路板的分离。
9.在一些实施例中,通道包括第一部分和第二部分,第二部分连通于第一部分的至少一侧,可以增大通道的长度,延长溶剂在通道内的流动时长,使得溶剂与粘接层充分接
触,有利于补强板与电路板的分离。
10.在一些实施例中,第二部分的一端与第一部分连通,第二部分的另一端与补强板的边缘相对设置、或者在补强板的边缘暴露并作为通道的一排出口。
11.在一些实施例中,第一部分与第二部分的延伸方向之间的夹角为α,且0<α≤160
°
,可以增大溶剂由第一部分进入第二部分时的冲击力,溶剂对与第二部分接触的粘接层的冲击力大,有利于溶解粘接层。
12.在一些实施例中,在注入溶剂之前,粘接层的粘附力大于或等于1600gf/in2,在与溶剂接触后,粘接层的粘附力小于或等于100gf/in2。
13.在一些实施例中,通道设置有与粘接层连接的开口,沿电路板的宽度方向,开口的宽度小于或等于通道的最大宽度,可以增大溶剂对粘接层的冲击力,改善粘接层与粘接层的接触,有利于补强板与电路板的分离。
14.在一些实施例中,溶剂包括:乙醇、异丙醇、乙醚、甲苯、二甲苯、戊烷、己烷、辛烷中的至少一种。
15.在一些实施例中,粘接层的材料包括羧甲基纤维素、丁苯橡胶、聚偏氟乙烯、聚四氟乙烯、氟化橡胶、聚氨酯、聚丙烯醇、聚丙烯酸钠、聚醚酰胺亚或丙烯酸酯中的至少一种。采用这些材料制得的粘接层在固化后具有较高的结构强度,不易变形,可以与补强板相配合以固定电路板的形态。
16.在一些实施例中,粘接层的厚度为d,且0mm<d≤10mm,使得粘接层自身具有一定的抗形变能力,可以与补强板相配合以固定电路板的形态。
17.在一些实施例中,在s2步骤之后、s3步骤之前,该电池的制造方法包括步骤s21。s21、将电路板电连接于电芯。
18.在一些实施例中,在s3步骤之后,该电池的制造方法包括步骤s4。s4、在电芯的设有电路板的端部形成注塑体,电路板的一端设于注塑体内、电路板的另一端延伸出注塑体。通过注塑体包覆电路板及其上的电子元器件,不仅能够固定电路板的形态,使其不易发生形变,而且可以对位于注塑体内的电路板及电子元器件进行保护,从而进一步改善产品良率。
附图说明
19.图1是本技术一实施例的电池的制造方法的流程示意图;
20.图2是本技术在电路板的第一表面粘接补强板的结构示意图;
21.图3是本技术一实施例电路板的结构示意图;
22.图4是本技术实施例提供的第一种补强板的结构示意图;
23.图5是本技术实施例提供的第二种补强板的结构示意图;
24.图6是本技术实施例提供的第三种补强板的结构俯视图;
25.图7是本技术实施例提供的第四种补强板的结构俯视图;
26.图8是本技术实施例提供的第五种补强板的结构俯视图;
27.图9是本技术实施例提供的第六种补强板的结构俯视图;
28.图10是图6所示的补强板沿a
‑
a方向的截面示意图;
29.图11和图12是本技术一实施例的电池的局部结构示意图;
30.图13是本技术另一实施例的电池的结构示意图;
31.图14是本技术另一实施例的电池的制造方法的流程示意图。
具体实施方式
32.在本技术实施例的中,采用粘接层将补强板固定于电路板上,通过补强板加固电路板,有利于固定电路板的形态,电路板在例如贴附电子元器件等制程中不易发生形变,以此降低例如电子元器件脱落、电路板开裂等风险,改善产品良率;通过溶剂溶解粘接层或降低粘接层的粘接力,将补强板与电路板分离,在不改变电路板的厚度前提下,可满足电池头部厚度减薄需求。
33.电路板的功用应当根据实际所需适应性设定。例如,电路板可以用于实现电池的过流保护、过压保护、充电保护、电量检测、输出短路保护、温度检测等。电路板的具体表现形式可以为印刷电路板(printed circuit board,pcb)或者柔性电路板(flexible printed circuit,fpc)。
34.为使本技术的目的、技术方案和优点更加清楚,下面将结合具体实施例及相应的附图,对本技术的技术方案进行清楚地描述。显然,下文所描述实施例仅是本技术的一部分实施例,而非全部的实施例。在不冲突的情况下,下述各个实施例及其技术特征可相互组合,且亦属于本技术的技术方案。
35.应理解,在本技术实施例的描述中,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术相应实施例的技术方案和简化描述,而非指示或暗示装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
36.图1是本技术一实施例的电池的制造方法的流程示意图。请参阅图1,该电池的制造方法可以包括如下步骤s1至s3。
37.s1、在电路板的第一表面设置粘接层和补强板,粘接层将补强板固定于电路板的第一表面,补强板朝向电路板的一侧设置有允许溶剂流通的通道,通道与粘接层连接。
38.请一并参阅图2和图3,补强板21的结构强度大于电路板10的结构强度,包括但不限于fr4补强板、塑料板、金属板等。通过补强板21加固电路板10,固定电路板10的形态,在后续制程(例如步骤s2设置电子元器件11、或者电路板10与电芯30电连接)中,电路板10不易发生形变。
39.补强板21与电路板10相粘接的面,曲率可以相同,例如两者相粘接的面均为平面。电路板10可以为长条形的电路板,适应地,补强板21为长条形。沿第二方向y,电路板10包括背向设置的第一表面101和第二表面102,第二表面102可用于设置电子元器件11,补强板21粘接于第一表面101。第二方向y为电路板10的厚度方向,可选地,电路板10的长度方向为第一方向x,电路板10的宽度方向为第三方向z。应当理解的是,在其他实施例中,电路板10的第一表面101也可以设置电子元器件11。
40.补强板21与电路板10相粘接的面,曲率也可以不相同,粘接层22将补强板21粘接于电路板10,通过粘接层22填满补强板21与电路板10之间的重叠区域,例如,结合图2所示,粘接层22可以填满于补强板21与电路板10的第一表面101之间,实现补强板21与电路板10
的稳定粘接。
41.请一并参阅图4至图10,补强板21朝向电路板10的一侧设置有通道211,通道211允许流体流通,并且,通道211在补强板21朝向电路板10的侧面设置有开口211a,换言之,通道211可视为补强板21所开设的凹槽。在补强板21与电路板10粘接的状态下,通道211与粘接层22连接。
42.在一些实施例中,如图10所示,沿电路板10的宽度方向(即第三方向z),开口211a的宽度w1小于或等于通道211的最大宽度w0,当溶剂注入通道211内时,溶剂被通道211的侧壁挤压,可以增大溶剂对粘接层22的冲击力,改善溶剂与粘接层22的接触,有利于补强板21与电路板10的分离。本技术实施例不限定通道211的截面形状,例如可以为图10所示的梯形,或者圆形、矩形等符合实际需求的多边形。
43.如图4至图9所示,通道211设置有注入口2111和排出口2112。
44.s2、将电子元器件贴附于电路板。
45.电路板10设置有走线,电子元器件11设置于电路板10上并与走线连接,以实现相应功能。在实际应用场景中,电子元器件11包括但不限于:电阻、电容、温度传感器、ic等。在一些实施例中,电子元器件11可以通过表面贴装技术(surface mounted technology,smt)设置于电路板10上。
46.沿第二方向y的视角观察,电子元器件11的正投影可以位于补强板21的正投影内,即电子元器件11位于电路板10被补强板21加固的区域内,有利于降低电子元器件11从电路板10上脱落的风险。
47.在s2步骤之后,如图14所示,电池的制造方法还可以包括s20步骤。
48.s20、在电子元器件的表面形成封装部。
49.请继续参阅图2和图3,封装部12与电路板10形成密封空间121,电子元器件11收容于密封空间121内,电子元器件11与外界隔绝,在将补强板21与电路板10分离以及电池1使用过程(例如充放电过程)中,降低电子元器件11脱落的风险,并对电子元器件11进行绝缘及防腐蚀保护。
50.封装部12可以选用具有绝缘、耐腐蚀、防水氧等性能的材料制得,封装部12的材料包括但不限于:abs(丙烯腈
‑
丁二烯
‑
苯乙烯)、pp(高聚物聚丙烯)、pvc(聚氯乙烯)、pc(聚碳酸酯)等。根据封装部12的材料,在一些场景中,封装部12可以通过低压注塑工艺一次成型。
51.在s2步骤或者s20步骤之后,如图14所示,还可以包括s21步骤。
52.s21、将电路板电连接于电芯。
53.请一并结合图11至图13所示,电芯30可以包括壳体31、电极组件(图未示)以及极耳32。在电芯30包括正负极性的场景中,电极组件包括正极极片和负极极片、以及设置于正极极片和负极极片之间的隔离膜。电极组件可以由若干极片卷绕或者堆叠形成,极耳32的一端伸入壳体31内,并与对应极性的极片电连接,极耳32的另一端从壳体31的一侧伸出。
54.极耳32包括第一极耳32a和第二极耳32b,第一极耳32a可以为负极极耳,第二极耳32b为正极极耳。第一极耳32a与负极极片电连接,并从壳体31内延伸至壳体31外,第二极耳32b与正极极片电连接,并从壳体31内延伸至壳体31外。应当理解的是,在其他实施例中,第一极耳32a也可以为正极极耳,相应地,第二极耳32b则为负极极耳。本文的某些之处以其中一个为例,描述本技术实施例的极耳32的结构及与其他元件的连接。
55.电路板10与极耳32可以通过例如焊接方式实现电连接。例如,电路板10的第二表面102预留有焊接区域,极耳32与焊接区域焊接。又例如,电路板10的第二表面102可以设置有导电的极耳连接件,极耳连接件为厚度较小的板体结构件,极耳连接件与极耳32焊接实现电连接。
56.在图11至图13所示的场景中,电路板10的宽度方向与电芯30的长度方向相同,均为第三方向z。在其他场景中,电路板10的宽度方向可以与电芯30的厚度方向相同,即电路板10平放于电芯30的顶壁33上,电路板10与顶壁33可以平行或者具有小于90
°
的夹角,本技术实施例不予以限定。
57.s3、通过注入口向通道内注入溶剂,溶剂溶解粘接层或者降低粘接层的粘接力,补强板以及至少部分粘接层与电路板分离。
58.步骤s3包括至少两种情况:一、溶剂溶解粘接层22,使得补强板21与电路板10分离;可选地,粘接层22溶解后可以混合于溶剂中,跟随溶剂的流通方向排出通道211之外;二、溶剂与粘接层22接触后,粘接层22的粘接力降低,以此将补强板21与电路板10分离;例如,在一些场景中,在注入溶剂之前,粘接层22的粘附力大于或等于1600gf/in2,有利于满足处理前补强板21与电路板10的粘接稳定性;在注入溶剂之后,粘接层22的粘附力小于或等于100gf/in2,有利于分离补强板21与电路板10。
59.在分离之前,通过补强板21加固电路板10,有利于固定电路板10的形态,使得电路板10在电池的各个制程中,例如在步骤s2、s20和s21的制程中,不易发生形变,降低例如电子元器件11脱落、电路板10开裂等风险,改善产品良率;在将补强板21与电路板10分离之后,电路板10的厚度不变,可满足电池头部厚度减薄需求。另外,在通过溶剂溶解粘接层22或降低粘接层22的粘接力的过程中,电路板10并未受到较大的力,溶剂注入通道时对电路板10的作用力极小,也可以降低电路板10发生形变的风险。
60.溶剂的材料可以根据粘接层22的材料适应性而定,本技术实施例不予以限定。例如,粘接层22的材料包括但不限于为:羧甲基纤维素、丁苯橡胶、聚偏氟乙烯、聚四氟乙烯、氟化橡胶、聚氨酯、聚丙烯醇、聚丙烯酸钠、聚醚酰胺亚或丙烯酸酯中的至少一种;溶剂的材料包括但不限于为:乙醇、异丙醇、乙醚、甲苯、二甲苯、戊烷、己烷、辛烷中的至少一种。
61.在一些实施例中,粘接层22还可以利用自身的结构强度辅助加固电路板10。例如,采用前述材料制得的粘接层22,具有较高的结构强度,不易变形;又例如,粘接层22的厚度为d,且0mm<d≤10mm,粘接层22的厚度位于该阈值范围内,既可以实现补强板21与电路板10的稳定粘接,还可以使得粘接层22自身具有一定的抗形变能力,可以与补强板21相配合以固定电路板10的形态,使得厚度较小的电路板10不易发生形变。
62.在步骤s3之后,粘接层22可以部分残留于电路板10上,因此最终制得的电路板10可以残留有一部分粘接层22。于此,残留的粘接层22可以利用自身的结构强度辅助加固电路板10,使其不易发生形变。
63.在图4至图9所示的场景中,由注入口2111注入的溶剂朝向排出口2112流动,可以有利于溶剂在通道211内的流动,使得溶剂与粘接层22充分接触,及时溶解粘接层22或降低粘接层22的粘接力,有利于补强板21与电路板10的分离。应理解,在其他一些场景中,通道211可以未设置排出口2112,而仅设置注入口2111,随着溶剂的注入,通道211内的空气不断排出,有利于溶剂及时流动至通道211的各个部分,改善溶剂与粘接层22的接触。本技术下
文以通道211包括注入口2111和排出口2112为例,进行描述。
64.在如图4、图6至图9所示的实施例中,通道211沿电路板10的长度方向x延伸设置,通道211的注入口2111和排出口2112分别设置于电路板10沿长度方向x的相对两端,通道211可以贯穿电路板10的长度,使得通道211的长度较大,延长溶剂在通道211内的流动时长,使得溶剂与粘接层22充分接触,有利于补强板21与电路板10的分离。
65.在如图5所示的实施例中,通道211的注入口2111和排出口2112均设置于电路板10的同一端,在电路板10的长度方向上,至少包括两条允许溶剂流动的路径,溶剂的流动路径较长,粘接层22与溶剂的接触面积较大、接触充分,更加有利于补强板21与电路板10的分离。
66.在如图4至图7所示的实施例中,补强板21设置有一条通道211。在如图8所示的实施例中,补强板21设置有两条通道211,且两条通道211之间相互连通,可以增大通道211的总长度,延长溶剂在通道211内的流动时长,使得溶剂与粘接层22充分接触,更加有利于补强板21与电路板10的分离。应理解,补强板21还可以设置有其他数量的通道211,这些通道211中的至少两条连通,也可以延长溶剂在通道211内的流动时长。
67.在一些实施例中,每一条通道211的延伸方向为直线、曲线、折线中的至少一种,当然并不限于此。直线的通道211有利于溶剂在通道211内的流动,及时带走溶解后的粘接层22,改善溶剂的浓度。曲线或折线的通道211可以增大通道211的长度,延长溶剂在通道211内的流动时长,使得溶剂与粘接层22充分接触,有利于补强板21与电路板10的分离。
68.在如图9所示的实施例中,通道211包括第一部分2115和第二部分2116,第二部分2116连通于第一部分2115的两侧,其他实施例可以设置第二部分2116连通于第一部分的其中一侧。第一部分2115可视为通道211的主干,第二部分2116可视为第一部分2115的分支,通道211呈树杈状设置。可以增大通道211的长度,延长溶剂在通道211内的流动时长,使得溶剂与粘接层22充分接触,更加有利于补强板21与电路板10的分离。
69.第二部分2116的一端与第一部分2115连通,第二部分2116的另一端可以与补强板21的边缘相对设置(如图9所示)。或者,第二部分2116的另一端在补强板21的边缘暴露并作为通道的一个排出口,有利于溶剂及时流向通道的各个区域,使得溶剂与粘接层22充分接触。
70.第一部分2115与第二部分2116的延伸方向之间的夹角为α,在一些实施例中,0<α≤160
°
,可以增大溶剂由第一部分2115进入第二部分2116时的冲击力,溶剂对与第二部分2116接触的粘接层22的冲击力大,有利于及时和充分的溶解粘接层22或者降低粘接层22的粘接力。
71.请参阅图14,在一些实施例中,在s3步骤之后,该电池的制造方法包括步骤s4。s4、在电芯的设有电路板的端部形成注塑体,电路板的一端设于注塑体内、电路板的另一端延伸出注塑体。
72.在一实施例中,例如请参阅图11至图13,电路板10的一端(例如主体部分)设于注塑体40内,电路板10的另一端211设置有外接端子212,该另一端211延伸出注塑体40,使得电路板10的外接端子212设置于注塑体40之外,允许外接端子212与外接设备连接,该外接设备包括但不限于负载等。注塑体40可以保护极耳32、电路板10及其上的电子元器件11。
73.通过注塑体40包覆电路板10及其上的电子元器件11,不仅能够固定电路板10的形
态,使其不易发生形变,降低电子元器件11脱落、电路板10开裂等风险。而且,注塑体40与电芯30形成封闭的收容空间,对位于收容空间内的电路板10及电子元器件11、极耳32进行保护,可改善产品良率。
74.注塑体40可以选用具有绝缘、耐腐蚀、防水氧等性能的材料制得,包括但不限于:abs、pp、pvc、pc等。根据注塑体40的材料,在一些实施例中,注塑体40可通过低压注塑或灌胶工艺一次成型。
75.注塑体40可以使得位于该注塑体40内部的元件减少腐蚀,提高电池1的抗腐蚀能力。例如,以采用pp制得的注塑体40为例,在通过盐雾测试注塑体40的防腐蚀性能的场景中,将电池1放入盐雾试验箱中,在盐雾试验箱的容积空间内造成盐雾环境来对产品的耐盐雾腐蚀性能进行考核,在高温条件下经过预定时间(例如1小时)后,注塑体40的腐蚀面积与总面积之比几乎为零,使得位于注塑体40内的元件可以很好的防止外界腐蚀。
76.在具体场景中,通过前述各实施例的方法制造得到的电池1包括但不限于所有种类的原电池、燃料电池、太阳能电池和电容器(例如超级电容器)电池,可以为软包电池。电池1可优选为锂电池。另外,电池1可以以单个电池、电池单元或者电池模组的形式存在。
77.本技术实施例还提供一种电子装置,该电子装置包括负载以及由上述任一实施例的方法制备的电池1,电池1用于为负载供电。
78.电子装置可以以各种具体形式来实施,例如,无人机、电动车、电动清洁工具、储能产品、电动汽车、电动自行车、电动导航工具等电子产品。在实用场景中,电子装置具体包括但不限于为:备用电源、电机、汽车、摩托车、助力自行车、自行车电动工具、家庭用大型蓄电池和锂离子电容器等。
79.本领域技术人员可理解的是,除特别用于移动目的的元件之外,根据本技术实施例的构造也能够应用于固定类型的电子装置。
80.由于电子装置具有前述任一实施例方法制得的电池1,因此,该电子装置能够产生对应实施例的电池1具有的有益效果。
81.尽管本文采用术语“第一、第二”等描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。本文中所使用的,单数形式“一”、“一个”和“该”旨在也包括复数形式。术语“或”和“和/或”被解释为包括性的,或意味着任一个或任何组合。仅当元件、功能、步骤或操作的组合在某些方式下内在地互相排斥时,才会出现该定义的例外。
82.在本文中,虽然采用了诸如s1、s2等步骤代号,但其目的是为了更清楚简要地表述相应内容,并不构成顺序上的实质性限制,在具体实施时,可能会先执行s2后执行s1等,这些均属于本技术的保护范围之内。
83.应理解,以上所述仅为本技术的部分实施例,并非因此限制本技术的专利范围,对于本领域普通技术人员而言,凡是利用本说明书及附图内容所作的等效结构变换,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1