一种固液混合电池及其制备方法与流程
1.本发明属于固液混合电池技术领域,涉及一种固液混合电池及其制备方法。
背景技术:
2.锂离子电池与铅酸、镉镍等其他类型的电池相比具有比容量大、工作电压高、充电速度快、工作温度范围宽、循环寿命长、体积小、重量轻等优点。目前,已广泛应用于移动电话、笔记本电脑、电动工具等领域,并且其应用范围越来越广泛,是目前各大电池厂家发展的主要方向。
3.目前,锂离子电池具有电压高、比能量高、循环使用次数多、存储时间长等优点,不仅在便携式电子设备上如移动电话、数码摄像机和手提电脑得到广泛应用,而且也广泛应用于电动汽车、电动自行车以及电动工具等大中型电动设备方面,因此对锂离子电池的自放电及安全性能要求越来越高
4.三元电池的安全性能一直是困扰行业的重要问题,随着三元电池在动力电池市场的发展,人们对其安全性能日益关注。从能量密度角度来说,三元材料比磷酸铁锂、锰酸锂等有着绝对优势,但其安全性能却是限制其大规模应用的一个难题。容量较大的纯三元电池很难通过针刺和过充等安全性测试,这也是大容量电池中一般都要混合锰酸锂一起使用的原因。
5.目前,解决三元材料安全性能主要有以下几种方案:1.选择安全性能最优配比的三元材料。随着三元材料中镍含量的提高,材料稳定性下降,安全性能也就越差,目前安全性最好的主流三元镍钴锰配比为1:1:1,但其能量密度偏低,无法满足动力电池对高能量密度电芯的需求。2.对三元材料进行表面包覆。cn 11290325a公开了一种元素掺杂加表面包覆改善三元材料安全性能的方法。该文献在三元材料中掺杂了铝、锆、氟等元素,并在表面包覆了一层磷酸氢锆和硼化合物。该方案可以有效解决正极材料的产气问题,提升安全性能。同时还可以保证材料良好的导电性和结构稳定性,保证电化学性能的正常释放。但是,三元材料本身就是从掺杂工艺中发展出来的新型材料,如果再在三元材料中掺杂其它元素,不仅会对其电化学性能产生未知影响,还会对制备工艺提出更高更多的要求,成本的提高会限制三元材料在动力电池中的应用,而且包覆工艺对产品的一致性会产生影响,因此该方案很难实现大规模应用。单晶类三元材料。单晶三元材料是类似钴酸锂的一次颗粒,对安全性能有明显提升。微米级的一次颗粒具有更完整的层状结构,材料稳定性优异,因此其循环性能和安全性能都有所提升。一次粒径增大后,其比表面积降低,减少了材料与电解液的接触面积,其热失控风险同样降低。
6.除了三元材料的优化以外,电池体系中其它材料的配合上同样要保护其安全性能。例如在电解液中加入高沸点和闪点的阻燃添加剂,常见的如有机磷、氟代磷酸酯等。还可使用陶瓷隔膜,提高隔膜基材和涂层的厚度,使用新型的耐高温的无纺布材料等。但是目前阻燃电解液的研发进展缓慢,阻燃添加剂不足时无法起到阻燃作用,但其加入量过多又会降低电芯性能。三元材料电池发生热失控时,主要燃烧的是有机电解液。如果不降低电解
液含量或从根本上改变电解液性质,其依然存在热失控的安全隐患。
7.cn105322228a公开了一种高安全阻燃锂离子电池电解液,该电解液含有电解质锂盐、多种环状碳酸酯、线性碳酸酯、成膜添加剂、阻燃添加剂,成膜添加剂添加量为电解液总重的0.1-3%,阻燃添加剂包括磷系和卤系,阻燃添加剂总加入量为1-25%,但是电解液中加入阻燃剂依然会存在热失控的安全隐患。
8.因此,如何提升电池的安全性能,是亟待解决的技术问题。
技术实现要素:
9.本发明的目的在于提供一种固液混合电池及其制备方法。本发明通过将固态电解质膜与原位固化电解质搭配,可以有效降低电池内部可燃烧电解质的含量,从而提升电芯本征安全性;再结合原位固化技术,将电芯内部的电解液转变为凝胶电解质。当电芯发生热失控时,凝胶电解质中电解液脱离聚合物网络的束缚会吸收一部分热量,从而降低电池内部温度,进一步提升其安全性能。
10.为达到此发明目的,本发明采用以下技术方案:
11.第一方面,本发明提供一种固液混合电池的制备方法,所述制备方法包括以下步骤:
12.(1)将正极极片、负极极片和固态电解质膜组装得到电芯;
13.(2)在步骤(1)所述电芯中注入原位固化电解质进行固化,得到所述固液混合电池。
14.本发明通过将固态电解质膜与原位固化电解质搭配,可以有效降低电池内部可燃烧电解质的含量,从而提升电芯本征安全性;再结合原位固化技术,将电芯内部的电解液转变为凝胶电解质。当电芯发生热失控时,凝胶电解质中电解液脱离聚合物网络的束缚会吸收一部分热量,从而降低电池内部温度,进一步提升其安全性能,且降低了生产成本。
15.本发明中,如果将在电芯中注入常规有机电解液,则会出现电芯在针刺0.2-0.5h后发生热失控,对安全性能提升较小。
16.相比于普通的液态锂离子电池,本发明提供的固液混合电池具有极佳的安全性能优势,基于该设计制作的电芯可以通过针刺、热箱、挤压、过充等多种安全测试,并且该设计的电性能不弱于普通的液态锂离子电池。
17.本发明中,正极极片与负极极片的制备方法采用常规技术手段即可。
18.优选地,步骤(2)所述原位固化电解质注入电芯后,静置。
19.本发明中,在注入原位固化电解质后静置,能够保证原位固化电解质前驱体均匀润湿电芯内部组分。
20.优选地,所述静置的时间为≥24h,例如24h、25h、26h、28h、30h、32h、34h、35h、38h、40h、42h、45h或48h等。
21.本发明中,静置时间过短,会导致电芯内部电解液的浸润不充分,界面阻抗增大,发生较为严重的析锂现象,使其电性能无法得到充分发挥。循环过程中,电池库伦效率偏低,导致容量保持率快速降低。倍率性能方面,由于界面阻抗较大,电芯内部锂离子传输困难,倍率性能有明显降低。
22.优选地,步骤(2)所述固化的温度为60~80℃,例如60℃、61℃、62℃、63℃、64℃、
65℃、66℃、67℃、68℃、69℃、70℃、71℃、72℃、73℃、74℃、75℃、76℃、77℃、78℃、79℃或80℃等。
23.优选地,步骤(2)所述固化的时间为3~12h,例如3h、4h、5h、6h、7h、8h、9h、10h、11h或12h等。
24.优选地,步骤(2)中原位固化电解质的注入量为30~50%,例如30%、31%、32%、33%、34%、35%、36%、37%、38%、39%、40%、41%、42%、43%、44%、45%、46%、47%、48%、49%或50%等。
25.本发明中,本领域技术人员公知的为,示例性地,以3g/ah的锂离子电池为例,原位固态电解质的加入量为0.9~1.5g/ah。本发明中,注入量过少,无法在固/固界面处形成均匀的界面修饰层,不利于电芯内部的锂离子传输,电池性能会有明显降低;而注入量过多,又会导致电池内部可燃的有机电解液含量过高,严重影响电池安全性能。当电池在极端环境下使用时,高液体含量更容易引起电池热失控,存在胀气、爆炸的风险。
26.优选地,所述正极极片中的正极活性物质包括单晶类正极材料和/或多晶类正极材料,优选为单晶类正极材料。
27.本发明中所提供的固液混合电池,针对单晶类正极材料具有更优异的效果,一般三元单晶材料无法通过针刺测试,而本发明可以100%通过针刺测试,且更适用于高能量密度(350wh/kg)的高镍三元单晶材料,提高了电池安全性的同时不会降低电芯能量密度;而对于多晶正极材料来说,其本身的层状结构并不完整,因此材料稳定性较差,高温下更容易分解并热失控。此外,多晶三元材料的比表面积较大,表面活性也更高,该类材料与电解液接触时的副反应会破财材料的结构,从而导致安全性能进一步降低。因此,本发明所提供的固液混合电池,针对单晶类正极材料,可以实现安全性能的大幅度提升。
28.优选地,所述原位固化电解质的制备方法包括:
29.将液态电解液、单体和引发剂混合,得到所述原位固化电解质。
30.优选地,所述单体包括丙烯酸酯类有机物、vc、聚乙二醇、丙烯酸类有机物或环氧有机物中的任意一种或至少两种的组合。
31.优选地,所述引发剂包括偶氮类引发剂、有机过氧化物引发剂、无机氧化物引发剂或氧化还原引发剂中的任意一种或至少两种的组合。
32.优选地,步骤(1)所述固态电解质膜包括聚合物固态电解质膜、有机/无机复合电解质膜、氧化物电解质膜或硫化物电解质膜中的任意一种或至少两种的组合。
33.作为优选的技术方案,所述制备方法包括以下步骤:
34.(1)将正极极片、负极极片和固态电解质膜组装得到电芯;
35.(2)在步骤(1)所述电芯中注入原位固化电解质,静置不少于24h,在60~80℃下固化3~12h,得到所述固液混合电池;
36.其中,原位固化电解质的注入量为30~50%,所述正极极片中的正极活性物质为单晶类正极材料;
37.所述原位固化电解质的制备方法包括:
38.将液态电解液、单体和引发剂混合,得到所述原位固化电解质。
39.第二方面,本发明还提供一种固液混合电池,所述固液混合电池由如第一方面所述的固液混合电池的制备方法制备得到。
40.相对于现有技术,本发明具有以下有益效果:
41.本发明通过将固态电解质膜与原位固化电解质搭配,可以有效降低电池内部可燃烧电解质的含量,从而提升电芯本征安全性;再结合原位固化技术,将电芯内部的电解液转变为凝胶电解质。当电芯发生热失控时,凝胶电解质中电解液脱离聚合物网络的束缚会吸收一部分热量,从而降低电池内部温度,进一步提升其安全性能。本发明所提供的电池,针刺通过率为80%以上,热箱通过率在90%以上,挤压通过率在80%以上,25℃下1c/1c的循环性能可达844@80%以上,3c放电容量保持率可达88.56%以上,且60℃高温存储容量恢复率可达94.66%以上;进一步地选用单晶正极材料,且调控注液量,针刺通过率为100%以上,热箱通过率在100%以上,挤压通过率在100%以上,25℃下1c/1c的循环性能可达912@80%以上,3c放电容量保持率可达89.73%以上,且60℃高温存储容量恢复率可达97.07%以上。
附图说明
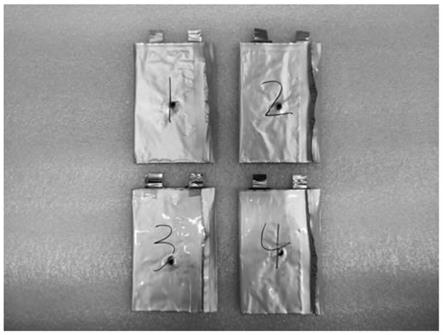
42.图1为实施例1所提供的电池在进行针刺实验之后的示意图。
43.图2为对比例1所提供的电池在进行针刺实验后的示意图。
具体实施方式
44.下面通过具体实施方式来进一步说明本发明的技术方案。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
45.实施例1
46.本实施例提供一种固液混合电池,所述固液混合电池的制备方法如下:
47.首先制备得到正极极片、负极极片、固态电解质膜和原位固化电解质;
48.正极极片:将ncm811单晶材料、导电炭黑、碳纳米管和聚偏氟乙烯以95:1.5:1:2.5的质量比混合,加入nmp,匀浆,双面均匀涂覆于铝箔表面,经过干燥、辊压、分切得到正极极片;
49.负极极片:将石墨、氧化亚硅、导电炭黑、丁苯橡胶和羧甲基纤维素钠以86:8:2.5:2:1.5的质量比混合,加入水,匀浆,双面均匀涂覆于铜箔表面,经过干燥、辊压、分切得到负极极片;
50.固态电解质膜:将锂镧锆氧和litfsi和n,n-二甲基甲酰胺混合,然后加入聚偏氟乙烯,在室温下搅拌12h,流延、撕膜、收卷、分切,得到聚合物电解质膜;
51.原位固态电解质:在有机电解液中(1m lipf6/ec+emc)加入甲基丙烯酸甲酯和偶氮二异丁腈,混合得到原位固态电解质;
52.(1)单晶三元正极极片、负极极片、固态电解质膜通过z字型叠片机制备成叠芯,得到电芯:
53.(2)将电芯经过极耳焊机、软包电池侧封、顶封,然后注入原位固化电解质,静置24h,在65℃下固化8h,预封得到所述固液混合电池,原位固化电解质的注入量为50%。
54.实施例2
55.本实施例与实施例1的区别为,本实施例中三元单晶材料为ncm523,原位固化电解质的注入量为40%,固化温度为80℃,固化时间为3h,静置时间为36h。
56.其余制备方法与参数与实施例1保持一致。
57.实施例3
58.本实施例与实施例1的区别为,本实施例中原位固化电解质的注入量为30%。
59.其余制备方法与参数与实施例1保持一致。
60.实施例4
61.本实施例与实施例1的区别为,本实施例中原位固化电解质的注入量为20%。
62.其余制备方法与参数与实施例1保持一致。
63.实施例5
64.本实施例与实施例1的区别为,本实施例中原位固化电解质的注入量为60%。
65.其余制备方法与参数与实施例1保持一致。
66.实施例6
67.本实施例与实施例1的区别为,本实施例中正极材料为三元多晶ncm811。
68.其余制备方法与参数与实施例1保持一致。
69.对比例1
70.本对比例提供一种液态锂离子电池,所述锂离子电池中的正极极片、负极极片和有机电解液与实施例1保持一致,隔膜为陶瓷隔膜(pp基材表面涂覆有氧化铝层);
71.制备方法如下:
72.(1)将正极极片、负极极片、陶瓷隔膜通过z字型叠片机制备成叠芯,得到电芯:
73.(2)将电芯经过极耳焊接、软包电池侧封、顶封,然后注入电解质,真空静置60s,并进行预封。在25℃静置24h后在45℃进行化成,化成完成后进行抽气二封成型,即可得到所需电芯。
74.对比例2
75.本对比例提供一种电池,所述电池中与对比例1的区别为,将电解液替换为实施例1中的原位固化电解质。
76.制备方法中,在注入原位固化电解质后,按照实施例1中的固化条件进行固化。
77.对比例3
78.本对比例与实施例1的区别为,本对比例中将原位固化电解质直接替换为实施例1中的有机电解液,无需进行固化。
79.其余制备方法与参数与实施例1保持一致。
80.对比例4
81.本对比例与对比例1的区别为,本对比例中正极材料为三元多晶ncm523。
82.其余制备方法与参数与对比例1保持一致。
83.图1示出了实施例1所提供的电池在进行针刺实验之后的示意图(图中的1234仅仅为电池标号,无特殊意义);图2示出了对比例1所提供的电池在进行针刺实验后的示意图;从图1和图2对比可以看出,实施例1的电芯在针刺后未起火、未鼓胀,安全性能大幅提升,而对比例1的电芯在针刺后全部发生起火,并且有大量黑烟,存在着重大安全隐患。
84.对比例5
85.本对比例与对比例2的区别为,本对比例中正极材料为三元多晶ncm523。
86.其余制备方法与参数与对比例2保持一致。
87.对比例6
88.本对比例与对比例3的区别为,本对比例中正极材料为三元多晶ncm523。
89.其余制备方法与参数与对比例3保持一致。
90.其中,对比例1-3与实施例1进行比较,对比例4-6与实施例6进行比较。
91.将实施例1-6与对比例1-6所提供的电池进行安全性能和电化学性能测试,包括:25℃循环下1c/1c循环、倍率性能(3c电流下放电容量保持率测试)、高温存储(60℃存储30天,测量电芯容量保持率),电池的特征区分如表1所示,安全性能的测试结果如表2所示,电化学性能的测试如表3所示。
92.表1
93.[0094][0095]
表2
[0096]
[0097][0098]
表3
[0099]
[0100][0101]
注:示例性地,940@80%是指循环940圈后再进行循环,容量保持率将要在80%以下。
[0102]
从综合表1、表2和表3可以看出,电池中无论是单晶还是多晶正极材料,电池的针刺通过率和挤压通过率均有所提升,但是电池中为单晶正极材料时,电池的安全性能提升更为明显。
[0103]
从实施例1、对比例1-3中的数据结果可以看出,本发明所提供的固液混合电池,其安全性能得到了极大的提升,且对于单晶正极材料的电池来说,电池的循环性能也得到了保持,其损失较小。
[0104]
从实施例6、对比例4-6的数据结果可以看出,对于多晶正极材料的电池来说,虽然电池的安全性能得到了一定程度上的提升,但是其循环性能损失较为严重。
[0105]
综合实施例1和实施例6的数据结果可以看出,本发明所提供的固液混合电池,更适用于单晶正极材料,对于多晶正极材料来说,搭配本发明所提供的固液混合电池,其安全性能得到提升的同时,由于多晶材料的孔隙较多,会吸收大量电解液,导致界面处无法构建良好的原位固化修饰层,锂离子传输受阻,库伦效率降低,其循环性能的影响较大。
[0106]
从实施例1与实施例4和5的数据结果可知,原位固化电解质的注入量过少,不利于界面处构建良好的修饰层,导致电性能降低,如循环、倍率等均有明显降低,而注入量过多,又会导致电芯安全性能下降,在极端使用环境下,电芯依然可能发生起火爆炸等重大安全事故。
[0107]
从实施例1与对比例3的数据结果可知,相比于有机电解液,本发明中的原位固化电解质在电池大量产热时,可以吸收一部分热量取凝胶化,从而延缓了电芯的升温速度,避免进一步发生热失控,极大地提升了电池的安全性能。
[0108]
综上所述,本发明通过将固态电解质膜与原位固化电解质搭配,可以有效降低电池内部可燃烧电解质的含量,从而提升电芯本征安全性;再结合原位固化技术,将电芯内部的电解液转变为凝胶电解质。当电芯发生热失控时,凝胶电解质中电解液脱离聚合物网络的束缚会吸收一部分热量,从而降低电池内部温度,进一步提升其安全性能。本发明所提供的电池,针刺通过率为80%以上,热箱通过率在90%以上,挤压通过率在80%以上,25℃下1c/1c的循环性能可达844@80%以上,3c放电容量保持率可达88.56%以上,且60℃高温存储容量恢复率可达94.66%以上;进一步地选用单晶正极材料,且调控注液量,针刺通过率为100%以上,热箱通过率在100%以上,挤压通过率在100%以上,25℃下1c/1c的循环性能
可达912@80%以上,3c放电容量保持率可达89.73%以上,且60℃高温存储容量恢复率可达97.07%以上。
[0109]
申请人声明,以上所述仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,所属技术领域的技术人员应该明了,任何属于本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,均落在本发明的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1