金属陶瓷一体化封装外壳的制作方法
1.本发明涉及应用于功率混合集成电路以及多芯片组件的封装器件领域,具体涉及一种金属陶瓷一体化封装外壳。
背景技术:
2.目前,国内外使用的功率电路陶瓷一体化封装外壳主要采用4j29、4j34等铁镍低膨胀系数金属作为环框,盖板采用铁镍合金,底板氧化铝多层结构,热导率低,部分采用底面嵌入金属块导热,部分非密封芯片散热通过芯片顶部粘接金属片散热,存在散热差的问题,且散热通道单一,主要为底面或顶面一维方向散热。难于满足更大功率和更高集成度电路散热需求。且单一散热通道也对板级封装造成高度集成的阻碍。
3.同时由于封装外壳主要不同材料密封焊接而成,由于不同材料之间热膨胀系数不一致,在工作时由于温度的交替变化,往往导致焊缝处产生变化的热应力,导致热疲劳失效,产生裂缝,造成密封性丧失,功能失效。
技术实现要素:
4.为了解决现有技术存在的散热方向单一,散热能力受限,存在热疲劳失效的问题,本发明提供一种具有三维散热能力而且封装密封性能良好的金属陶瓷一体化封装外壳。
5.本发明的技术方案如下:
6.一种金属陶瓷一体化封装外壳,包括环框,密封焊接在所述环框底部开口的陶瓷底板以及密封焊接在所述环框顶部开口的盖板;
7.所述环框(2)材料热导率大于140w/mk,其热膨胀系数沿所述环框轴线(s)方向自一端向另一端呈梯度变化:
8.在所述环框(2)与所述盖板(1)密封焊接的盖板端,所述环框(2)的热膨胀系数范围为(21-23)
×
10-6
/℃;
9.在所述环框(2)与所述陶瓷底板(3)密封焊接的底板端,所述环框(2)的热膨胀系数范围为(6.8-12)
×
10-6
/℃;
10.在所述环框(2)介于所述盖板端与所述底板端的过渡段,所述环框(2)的热膨胀系数范围为(12-21)
×
10-6
/℃。
11.优选的,所述环框外侧面周向设置有至少一条散热通道,所述散热通道为沿所述环框周向设置的凹槽结构。
12.优选的,所述陶瓷底板在与所述环框密封焊接的表面设置有侧墙结构,所述侧墙结构为环绕所述表面一周的凸台。
13.具体的,所述陶瓷底板材料为氮化铝多层结构,所述环框与所述盖板的材料均为铝基复合材料。
14.具体的,所述环框与所述盖板之间通过激光焊密封连接,所述环框与所述盖板之间通过钎焊密封连接。
15.本发明的技术方案中,所述陶瓷底板、盖板、环框均为良好的散热材料,形成对内部封装芯片电路的三维散热作用,相比现有技术而言,通过增加散热方向提高了散热能力,同时对所述的环框外表面针对性做优化,在外表面设置了散热通道,所述散热通道增加了环框与空气的接触面积使得环框的散热能力相比现有技术提高。与此同时通过设计热膨胀系数变化的梯度材料,改进焊接工艺,在陶瓷底板与环框之间采用激光焊接,在环框与盖板之间采用钎焊连接,从而在提高散热能力,降低焊接复杂性与成本的同时保证了所述封装电路的密封性能。因此本发明具有散热通道多,散热面积大,散热能力强,同时密封性能良好的特点。
附图说明
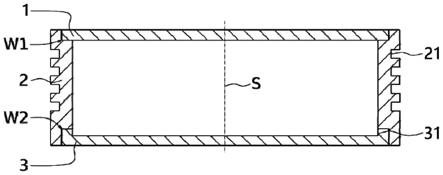
16.图1为本发明侧向的截面示意图;
17.图2为本发明环框的截面示意图。
18.图中:
19.1盖板;2环框;3陶瓷底板;
20.21凹槽;31侧墙;
21.w1第一焊缝;w2第二焊缝;
22.2up盖板端;2md过渡端;2dn底板端。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.如图1所示的金属陶瓷一体化封装外壳,包括陶瓷底板3、环框2以及盖板1。所述环框2采用热导率大于140w/mk的铝基复合材料制成,保证该铝基复合材料的基础散热能力较好,所述环框2外侧面周向设置有四条凹槽21,所述凹槽21增加了环框2外侧面与空气的接触面积,起到加速环框2与外界空气热交换的作用,从而提高散热能力。
25.所述环框2的热膨胀系数沿环框轴向s梯度变化,具体而言,所述环框基体采用铝合金材料,通过熔渗工艺加入增强基,调整基体材料的热膨胀系数。具体的在所述环框2与所述盖板1连接的盖板端2up为硅含量低于8%的铝合金材料,盖板端的材料组成与盖板材料较为接近,有利于封盖激光焊接,在激光焊接时,焊道重熔金属易流动,不易形成冷却裂纹,有利于形成密封的焊缝,其热膨胀系数范围(21-23)
×
10-6
/℃。在所述环框2与陶瓷底板3连接的底板端2dn为50%-70%的碳化硅组分金属复合材料,其热膨胀系数范围为(6.8-12)
×
10-6
/℃,与广泛使用的功率电路中使用的陶瓷基板材料热膨胀系数接近,可以实现热匹配,减小与陶瓷底板焊接的失配应力,同时,该材料机械强度高,保证结构强度良好。而介于环框2的盖板端2up与底板端2dn之间的过渡段2md则采用硅含量10-30%的硅铝合金,其金属热膨胀系数在盖板端2up与底板端2dn的热膨胀系数之间,为(12-21)
×
10-6
/℃,形成上部金属和下部金属的组分和热膨胀系数的过渡,降低受热后的材料内应力,通过对溶渗时采用的预制件的孔隙进行精细化控制,配合熔渗过程的工艺控制,确保在进行熔渗时环框
的盖板端2up、过渡端2md、底板端2dn内部材料组分按高度变化,保证其线膨胀系数在各部分分界处不发生突变,逐渐过渡,降低环框受热后其内部在盖板端2up、过渡端2md、底板端2dn接合处产生的热应力。
26.对环框热膨胀系数进行上述梯度设计,可以保证在焊接过程中以及焊接后冷却过程,焊缝两侧的材料因温度变化导致的尺寸变化量一致,从而避免了热变形造成的焊缝开裂、潜缝或者焊缝处存在焊接应力无法释放降低焊接强度,导致密封性丧失的问题。焊缝开裂,密封性丧失会导致产品报废,焊接应力的存在会导致后续使用过程中焊缝在外力诱导下开裂或者在温度变化时开裂的潜在风险。同时,由于所述金属陶瓷一体化封装外壳需要对内部电路散热,其工作环境冷热交替变化,在上述两个焊接区匹配材料的热膨胀系数的另一个重要作用是在长期的温度变化的使用环境中避免由于材料热膨胀系数不一致造成的焊缝处热疲劳失效以及由此导致的密封性丧失,功能失效。
27.所述环框外周面周向开设有至少一道散热凹槽21,所述散热凹槽21通过增加所述环框2外周面与周围空气的接触的散热面积,从而实现提高散热能力的效果。所述环框2与所述陶瓷底板3焊接的底板截面呈梯形,通过梯形设计,提高了焊接时的焊接面积,加强了焊接强度,保证了焊接稳定性。
28.所述陶瓷底板3为氮化铝多层结构,其与环框焊接的表面边缘整周设置有凸起的侧墙31,所述侧墙31对陶瓷底板3起到加强作用,提高了底板的抗扭抗弯性能。所述陶瓷底板3上集成常规金属外壳封装电路模块和电路基板为一体,将电路和封装元件载体集成一体,底板内外表面设有金属化电路图形,镀镍,镀金,陶瓷中间层设有内部电路图形和过孔,用于芯片、电阻、电容等元件焊接,实现信号、电流、电压的连接传递,也作为电路内外信号、电流、电压输入输出,是电路元件的机械承载面,电路的散热面之一;所述一体化陶瓷底板3优选为高温共烧多层高导热氮化铝陶瓷制作,氮化铝材料热导率大于170w/mk,所述底板采用氮化铝陶瓷材料,具有高热导率,轻质特点、具有可靠的机械强度,采用高温共烧多层工艺能集成化电路基板和外壳底板为一体。
29.所述盖板1与所述环框2均采用铝基复合材料制作,其热导率高,热膨胀系数低,密度低,成型性能好,焊接性能优良,铝基复合材料的热导率大于140w/mk,同时其热膨胀系数可以通过工艺手法调整形成前述的热膨胀系数梯度变化的材料,因此是优选的环框用料。当然需要说明的是,铝基复合材料是实际生产过程中优选的材料,具有高导热率,热膨胀系数合适的其他材料也可以作为环框用料的备选方案,比如铜基复合材料。
30.由于所述环框2材料为铝基复合材料,所述陶瓷底板3材料为氮化铝多层结构,两者材料不同,一般的焊接工艺结合性差,因此必须采用钎焊工艺。通过填充在第二焊缝w2中的钎料在高温下融化并与两侧环框2材料与陶瓷底板3材料结合实现焊缝密封并满足结构强度要求。而在环框2与盖板1结合的第一焊缝w1处,由于两者材料相同,使用激光工艺即可达到要求的结合力,并且激光焊接具有工艺简单,成本低的特点。
31.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
32.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1