引线框架的贴片机的制作方法
本发明涉及半导体的封装工艺,具体涉及一种引线框架的贴片机。
背景技术:
1、近年来,随着电子技术的高速发展,以便携式消费类产品为代表的电子市场需求暴涨,对半导体封装中的进一步高密度安装技术的需求日益增加。qfn封装是一种用于表面贴装的无引脚封装技术,用qfn封装的产品具有体积小、重量轻、适合便携式应用的特点,且封装后的结构具有优异的电性能和热性能。所以,qfn封装方式能满足it设备的小型化、薄型化和多功能化需求,为此,qfn封装在少引脚类型的封装中被广泛采用。
2、然而,当前引线框架在贴片时容易产生变形翘曲的问题。
技术实现思路
1、为了解决现有技术中存在的技术问题,本发明的实施例提供了一种引线框架的贴片机,能有效避免在贴片过程中的翘曲变形以及折痕的现象。
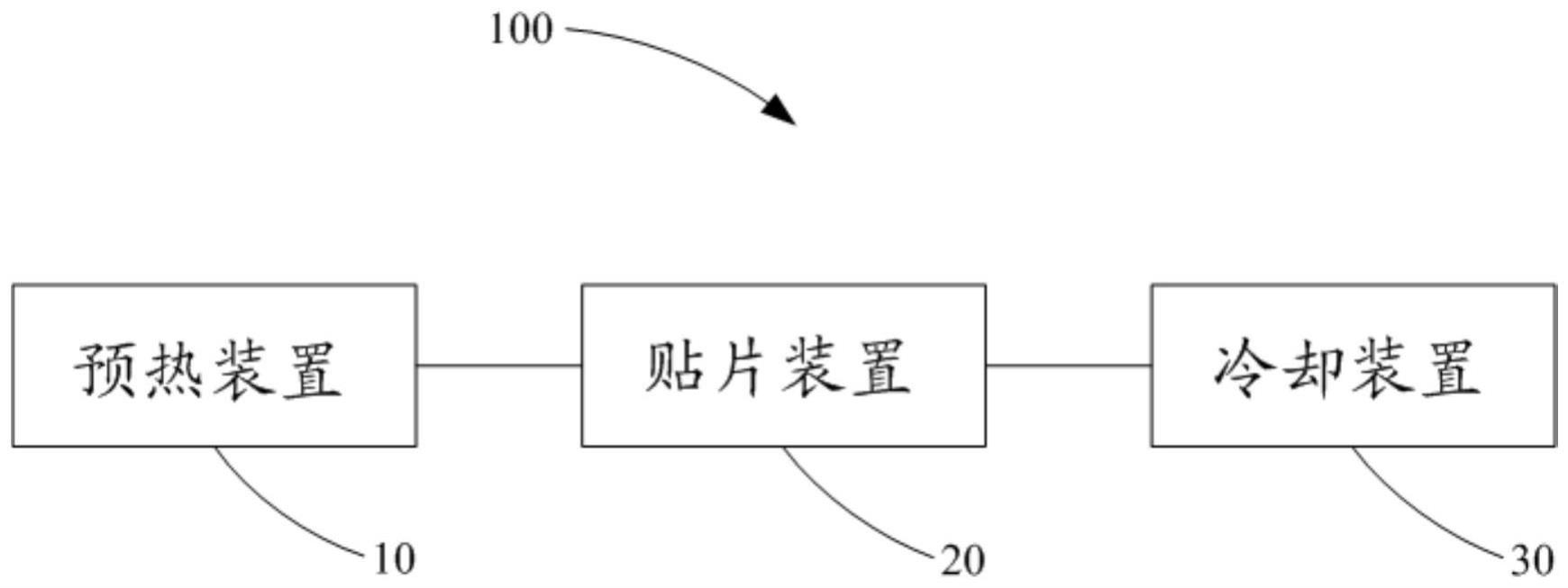
2、根据本发明的实施例,提供一种引线框架的贴片机,包括:预热装置,用于对所述引线框架进行预热;贴片装置,用于对胶带进行预热,将预热后的所述引线框架放置于预热后的所述胶带上,并对所述引线框架进行贴片;以及冷却装置,用于对贴片后的所述引线框架进行加压冷却。
3、可选地,所述预热装置包括:预热轨道,用于放置所述引线框架;以及预热组件,位于所述预热轨道下方,用于预热所述引线框架;其中,所述预热轨道能够相对于所述预热组件上下移动,当所述预热轨道移动到高位时,所述引线框架与所述预热组件相分离,当所述预热轨道移动到低位时,所述引线框架与所述预热组件相接触。
4、可选地,所述预热装置还包括预热轨道驱动装置,用于驱动所述预热轨道上下移动。
5、可选地,所述预热轨道驱动装置包括第一皮带传动组件和第一凸轮,通过所述第一皮带传动组件带动所述第一凸轮转动来驱动所述预热轨道上下移动。
6、可选地,所述预热轨道驱动装置还包括用于驱动所述第一皮带传动组件的第一步进电机。
7、可选地,所述预热组件包括预热模块和安装到所述预热模块上的预热模具,所述预热模块用于加热所述预热模具,所述预热模具用于接触所述引线框架,以预热所述引线框架。
8、可选地,所述贴片装置包括:贴片轨道,用于放置所述引线框架,所述贴片轨道能够上下移动;以及贴片组件,用于对所述胶带进行预热,并对所述引线框架进行贴片;其中,在贴片过程中,所述贴片轨道下降,使得所述引线框架放置于预热后的所述胶带上,所述贴片组件对放置于预热后的所述胶带上的所述引线框架进行贴片。
9、可选地,所述贴片组件包括位于所述贴片轨道上方的上加热组件和位于所述贴片轨道下方的下加热组件。
10、可选地,所述下加热组件包括下加热模块和安装到所述下加热模块的下加热模具,所述下加热模具用于预热所述胶带。
11、可选地,所述上加热组件包括上加热模块和安装到所述上加热模块的上加热模具,所述上加热模具用于压紧并加热放置于预热后的所述胶带上的所述引线框架来进行贴片。
12、可选地,所述贴片装置还包括压力控制装置,用于在贴片过程中向所述引线框架施加贴片压力。
13、可选地,所述压力控制装置采用压力和位置双闭环伺服控制系统。
14、可选地,所述贴片装置还包括用于驱动所述上加热组件上下运动的驱动系统。
15、可选地,所述贴片装置还包括贴片机架,所述贴片机架包括上运动基板、中间固定基板以及下运动基板,所述上加热组件固定到所述上运动基板,所述下加热组件固定到中间固定基板,所述上运动基板与所述下运动基板相连接。
16、可选地,所述驱动系统包括伺服电机、皮带齿轮组件、旋转丝杆组件以及肘节连杆机构,所述伺服电机通过所述皮带齿轮组件驱动所述旋转丝杆组件运动,进而通过所述肘节连杆机构带动所述上运动基板和所述下运动基板运动。
17、可选地,所述贴片装置还包括贴片轨道驱动装置,所述贴片轨道驱动装置包括第二皮带传动组件和第二凸轮,通过所述第二皮带传动组件带动所述第二凸轮转动来驱动所述贴片轨道上下移动。
18、可选地,所述贴片轨道驱动装置还包括用于驱动所述第二皮带传动组件的第二步进电机。
19、可选地,所述冷却装置包括:冷却轨道,用于放置贴片后的引线框架,所述冷却轨道能够上下移动;以及冷却组件,用于对贴片后的所述引线框架进行加压冷却;其中,在冷却过程中,所述冷却轨道下降,使得所述引线框架放置于所述冷却组件上。
20、可选地,所述冷却组件包括位于所述冷却轨道上方的上冷却组件和位于所述冷却轨道下方的下冷却组件。
21、可选地,所述下冷却组件包括下冷却模块和安装到所述下冷却模块的下冷却模具,所述下冷却模具用于冷却所述引线框架。
22、可选地,所述上冷却组件包括上冷却模块和安装到所述上冷却模块的上冷却模具,所述上冷却模具用于压紧并冷却所述引线框架。
23、可选地,所述上冷却模具通过自重对所述引线框架进行加压。
24、可选地,所述上冷却模具施加的压力范围为0.2mpa~0.5mpa。
25、可选地,所述上冷却组件还包括用于驱动所述上冷却模块上下移动的上下气缸。
26、可选地,所述冷却装置还包括冷却轨道驱动装置,所述冷却轨道驱动装置包括第三皮带传动组件和第三凸轮,通过所述第三皮带传动组件带动所述第三凸轮转动来驱动所述冷却轨道上下移动。
27、可选地,所述冷却轨道驱动装置还包括用于驱动所述第三皮带传动组件的第三步进电机。
28、可选地,还包括控制器,被配置成:控制所述预热装置对所述引线框架进行预热;控制所述贴片装置对所述胶带进行预热,将所述引线框架放置于所述胶带上,并对所述引线框架进行贴片;以及控制所述冷却装置对贴片后的所述引线框架进行加压冷却。
29、可选地,所述引线框架的预热温度为150℃~200℃,所述引线框架的预热升温速率为8℃/s~15℃/s;和/或所述胶带的预热温度为200℃~260℃,所述胶带的预热升温速率为40℃/s~43℃/s。
30、可选地,贴片的压力范围为3mpa~15mpa,贴片的温度控制在200℃~260℃,贴片时间为3s~20s。
31、可选地,所述引线框架的冷却速率范围为36℃/s~45℃/s,冷却时间为10s~25s。
32、与现有技术相比,本发明的实施例的技术方案具有以下优点:
33、根据本发明的实施例,所述贴片机包括:预热装置,用于对所述引线框架进行预热;贴片装置,用于对胶带进行预热,将预热后的所述引线框架放置于预热后的所述胶带上,并对所述引线框架进行贴片;以及冷却装置,用于对贴片后的所述引线框架进行加压冷却。
34、通过所述预热装置对所述引线框架进行预热,能够有效避免在贴片过程中的翘曲变形以及折痕的现象。
35、通过所述贴片装置对所述胶带进行预热,能够有效避免在贴片时由于胶带发生热膨胀而导致的贴片后的引线框架翘曲的现象。
36、通过所述冷却装置对所述引线框架进行加压冷却,能够降低在冷却时引线框架和胶带翘曲变形的程度,保持贴片后引线框架的平整度。
- 还没有人留言评论。精彩留言会获得点赞!