一种接线端子压装机构的制作方法
一种接线端子压装机构
1.技术领域
2.本发明涉及一种螺纹孔铆压类接线端子的加工机构,具体地说是一种接线端子压装机构。
背景技术:
3.随着经济技术的快速发展,机械自动化也获得了高速发展,然而,对于接线端子排的部件安装(主要是塑料基座和插片进行装配)来说,由于其部件形状并不规则,因此很难采用自动化加工装置进行加工,大多数是依赖人工直接用手或用镊子辅助组装,这种组装方式费工费时,工人劳动强度大,加工效率低,使得产品制造成本高,后来市场也有一些自动化加工装备,虽然工作效率在一定程度上得到了提高,但是其结构设计复杂,设备成本高,而且组装过程中,使用可靠性差,废品率极高,造成了材料成本的浪费。
技术实现要素:
4.本发明要解决的技术问题是提供一种结构设计紧凑、自动化程度高、组装可靠性好且组装极速高效的接线端子压装机构。
5.为了解决上述技术问题,本发明的接线端子压装机构,包括用于输送塑胶基座的横向输送轨道以及与横向轨道垂直布置且用于输送插片的纵向输送轨道,纵向输送轨道的出口处衔接有位于横向输送轨道上方的插片压装组件,插片压装组件的旁侧设置有用于将插片与塑胶基座进行压配的压装机构,进入到所述插片压装组件内的插片能够通过所述压装机构压动插入到塑胶基座内。
6.所述插片压装组件包括固定安装在纵向输送轨道出口两侧的两个定位座、两个所述定位座侧端面上的设置贯通槽以及分别安置在两个贯通槽内的弹性组件,两个所述定位座的相对面的前端均设置有相对应的限位挡边,待插装的所述插片靠压在所述限位挡边上。
7.所述弹性组件包括安置在贯通槽内的挡块、用于安装在定位座侧端面上的安装板以及安置在安装板和挡块之间的弹性件,通过所述弹性件能够挡块伸向定位安装座的相对面内从而拖住待插装的所述插片。
8.两块所述挡块的相对面一侧的上侧边均设置有导向斜面,所述插片的下侧边缘靠压在所述导向斜面上,通过压装机构压动所述插片后能够克服弹性件的弹力进而使插片下压到塑胶基座内。
9.所述贯通槽的底面设置有限位面,所述挡块的底面设置有与限位面配合的限位台阶,所述挡块的侧端面上设置有用于安置弹性件的盲孔,所述弹性件限位在盲孔内。
10.所述压装机构包括安装导座、固定安装在安装导座上的气缸以及由气缸驱动升降的插杆,所述插杆能够对插片进行插接并压装在塑料基座内。
11.所述气缸的伸缩端安装有浮动接头,所述浮动接头上连接连接块,所述插杆与连接块进行连接。
12.两个所述定位座的顶部上固定安装有一块导向压座,所述导向压座上具有竖直设置的导孔,所述插杆能够经过导孔的导向再对插片进行插接。
13.所述纵向输送轨道包括具有插片容纳槽的导轨座以及导轨座上设置的位于插片容纳槽上侧两边缘的导向台阶,所述插片的顶部两侧边缘通过导向台阶限位。
14.所述导轨座的前端两个外侧端切削加工后形成两条连接臂,所述定位座上内侧端设置有与连接臂配合的插接槽,所述导轨座和定位座通过连接臂和插接槽配合实现导向安装。
15.本发明的优点在于:(1)通过设置的衔接在纵向输送轨道的出口处且位于横向输送轨道上方的插片压装组件,可以直接利用插片压装组件将插片压装在塑料基座上,其结构设计十分巧妙紧凑,实现容易简单且易于维护,仅仅插片压装组件与压装机构配合便可实现通过快速组装,大大提高了加工效率并且整个设备成本非常低。
16.(2)将插片压装组件设计为具有限位挡边的定位座以及弹性组件的结构形式,可以将插片准确的输送至插接工位上,提高了插接的准确性和可靠性,同时弹性组件的结构设计,进一步提高了压装动作的可靠性。
17.(3)将弹性组件设计为安置有弹性件的挡块,巧妙地利用了两块挡块之间的位置关系对插片进行支撑或释放,动作简单易实现且动作可靠性好。
18.(4)在两个定位座的顶部上导向压座,一方面可以对插片进行辅助压持,防止输送过程中从顶部脱出,另外一方面,利用导孔实现了插片的准确插装,进一步提高了插装的可靠性。
19.(5)导轨座和定位座通过连接臂和插接槽配合实现导向安装,实现了两者之间的紧密衔接,提高插片输送的稳定性。
附图说明
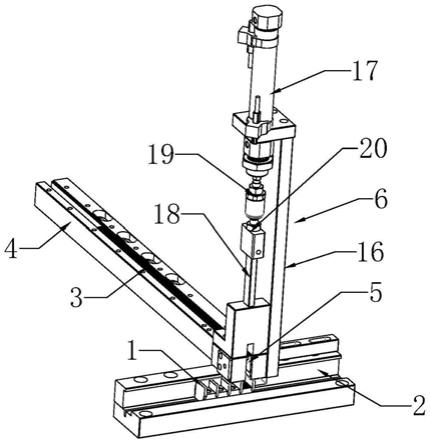
20.图1为本发明接线端子压装机构的立体结构示意图;图2为本发明接线端子压装机构的爆炸图;图3为图1的a处放大结构示意图;图4为本发明中纵向输送轨道的立体结构示意图;图5为图4的b处放大结构示意图。
具体实施方式
21.下面结合附图和具体实施方式,对本发明的接线端子压装机构作进一步详细说明。
22.本发明的接线端子压装机构,包括用于输送塑胶基座1的横向输送轨道2以及与横向轨道垂直布置且用于输送插片3的纵向输送轨道4,横向输送轨道2包括有具有导槽的导槽座以及导槽内的凹槽,导槽座的两条侧边的高度不同,纵向输送轨道4包括具有插片容纳槽23的导轨座24以及导轨座上设置的位于插片容纳槽上侧两边缘的导向台阶25,插片3从
振动筛依次输送并排列在纵向输送轨道4上,纵向输送轨道4可以对插片振动输送,插片3由水平面以及水平面一端的折弯片构成,插片3的折弯片可以利用凹槽导向输送,插片3的顶部两侧边缘通过导向台阶限位,纵向输送轨道4的出口出衔接有位于横向输送轨道2上方的插片压装组件5,由图可见,插片压装组件5包括固定安装在纵向输送轨道出口两侧的两个定位座7、两个定位座的底部设置有卡合在横向输送轨道中高度较高的一条侧边上的卡槽,由此实现定位座的固定安装,两个定位座7之间形成用于输送插片的输送槽,输送槽的出口正对导槽座的导槽,并且从横向输送轨道2输送的塑胶基座能输送槽的出口,两个定位座侧端面(垂直于横向输送轨道的长度方向的端面定义为侧端面)上的设置贯通槽以及分别安置在两个贯通槽内的弹性组件8,弹性组件8包括安置在贯通槽内的挡块10、用于安装在定位座侧端面上的安装板11以及安置在安装板和挡块之间的弹性件12,通过弹性件12能够挡块伸向定位安装座的相对面内从而拖住待插装的插片3,具体的说,贯通槽的底面设置有限位面13,挡块10的底面设置有与限位面配合的限位台阶14,挡块的侧端面上设置有用于安置弹性件的盲孔15,弹性件限位在盲孔内,所说的弹性件为弹簧,两个定位座7的相对面的前端(纵向输送轨道4出口方向定义为前端,纵向输送轨道4进口方向定义为后端)均设置有相对应的限位挡边9,待插装的插片的前端靠压在限位挡边上,插片压装组件5的旁侧设置有用于将插片与塑胶基座进行压配的压装机构6,进入到插片压装组件内的插片3能够通过压装机构压动插入到塑胶基座1内。
23.进一步地,还可以在两块挡块10的相对面一侧的上侧边均设置有导向斜面13,插片3的水平面的下侧边缘靠压在导向斜面上,通过压装机构6压动插片后能够克服弹性件的弹力进而使插片下压到塑胶基座1内,通过该结构设计,两块挡块10的相对面一侧的两个导向斜面13拖住插片,从而起到支撑作用。
24.再进一步地,所说的压装机构6包括安装导座16、固定安装在安装导座上的气缸17以及由气缸驱动升降的插杆18,插杆18具有杆部以及设置在杆部底端的导向头,可以使导向头插入到插片的水平面上的通孔(螺纹孔)内,当插杆18压动插片时,插杆18底部的导向头会先插片螺纹孔中辅助导向,但弹簧的收缩不能准确控制,通过限位挡边9内侧形成有导向槽道27,因此可以利用导向槽道27使插片准确装入塑胶基座中,实现可以压装,插杆18对插片进行插接并压装在塑料基座内,具体地说,气缸17的伸缩端安装有浮动接头19,浮动接头19上连接连接块20,插杆18与连接块20进行连接。
25.再进一步地,还可以在两个定位座7的顶部上固定安装有一块导向压座2,导向压座上具有竖直设置的导孔22,插杆18能够经过导孔22的导向再对插片进行插接。
26.另外,对于导轨座来说,导轨座24的前端两个外侧端切削加工后形成两条连接臂26,定位座7上内侧端设置有与连接臂配合的插接槽,导轨座24和定位座通过连接臂和插接槽配合实现导向安装。
27.使用时,当塑胶基座1经过横向输送轨道2的输送达到插装工位(压装组件5所在位置)时并且正对输送槽的出口下方,插片17由纵向输送轨道4振动至插装工位(压装组件5所在位置)处,此时插杆18经由气缸、浮动接头、以及连接块做向下运动,此时两块挡块被迫后退,让开通道将插片压入塑胶基座中,然后插杆18再经由气缸一起向上复位,完成一次装插片动作,经过验证,采用本发明的接线端子压装机构,其最高效率可以达到每分钟20-25个产品,是人工的几十倍。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1