高速自动叠片设备的制作方法
1.本实用新型涉及锂电池生产领域,尤其涉及一种高速自动叠片设备。
背景技术:
2.锂离子电池应用范围普遍,特别是在航模、车模产品领域使用的都是锂离子电池。这类产品需要大电流放电,为适应大电流放电要求,这类电池内部都采用叠片结构。
3.目前,锂离子电池行业内叠片生产设备都采用正负极交错叠加方式,生产效率慢,叠成一个20片正极21片负极的电芯需要100秒时间,且极片层数越多所用时间越长,这严重限制了生产效率,增加了制造成本。
4.因此,急要一种生产效率高和成本低的高速自动叠片设备来克服上述的缺陷。
技术实现要素:
5.本实用新型的目的在于提供一种生产效率高和成本低的高速自动叠片设备。
6.为了实现上述目的,本实用新型的高速自动叠片设备包括机架、承挂机构、牵引机构、折叠机构、上胶机构、正极片料槽、负极片料槽、正极取贴机构和负极取贴机构。所述承挂机构装配于所述机架并用于承挂隔膜卷,所述牵引机构装配于所述机架并用于使所述隔膜卷所展开的隔膜向前输送,所述折叠机构装配于所述机架并沿所述隔膜的输送方向位于所述承挂机构前方;所述上胶机构和正极片料槽沿所述隔膜的输送方向依次布置并位于所述承挂机构和折叠机构之间,所述上胶机构往向前输送的隔膜相对的第一侧和第二侧上胶液,所述正极片料槽及正极取贴机构两者位于向前输送的隔膜之第一侧的旁边,所述负极片料槽及负极取贴机构两者位于向前输送的隔膜之第二侧的旁边,且所述正极取贴机构和负极取贴机构做配合的张闭运动,所述正极取贴机构从所述正极片料槽处所取出的正极片在所述正极取贴机构和负极取贴机构做闭合运动时与所述负极取贴机构从所述负极片料槽处所取出的负极片对贴于所述隔膜上;所述折叠机构对向前输送的已贴有正极片和负极片的隔膜按“z”字形折叠成层叠结构。
7.较佳地,所述正极片料槽和负极片料槽彼此对齐。
8.较佳地,所述正极片料槽具有多个沿所述隔膜的输送方向呈等间距隔开地排列成行的用于容纳正极片的正极片容纳单元,所述负极片料槽具有多个沿所述隔膜的输送方向呈等间距隔开地排列成行的用于容纳负极片的负极片容纳单元,每个所述负极片容纳单元与对应的一个所述正极片容纳单元对齐。
9.较佳地,所述正极取贴机构位于所述正极片料槽远离所述负极片料槽的旁边,所述负极取贴机构位于所述负极片料槽远离所述正极片料槽的旁边。
10.较佳地,所述正极取贴机构包含数量与所述正极片容纳单元相同的正极吸盘及使所有所述正极吸盘一起移载的正极移载模组,所有所述正极吸盘沿所述隔膜的输送方向呈等间距地排列成行,相邻两所述正极吸盘之间的间距大于每个所述正极片的尺寸;所述负极取贴机构包含数量与所述负极片容纳单元相同的负极吸盘及使所有所述负极吸盘一起
移载的负极移载模组,所有所述负极吸盘沿所述隔膜的输送方向呈等间距地排列成行,相邻两所述负极吸盘之间的间距大于每个所述负极片的尺寸,每个所述负极吸盘与对应的一个所述正极吸盘相对齐。
11.较佳地,所述隔膜的输送方向为所述机架由上至下的方向。
12.较佳地,所述上胶机构为喷胶嘴。
13.与现有技术相比,由于本实用新型的高速自动叠片设备还包括上胶机构、正极片料槽、负极片料槽、正极取贴机构和负极取贴机构;故在工作过程中,由牵引机构使隔膜卷所展开的隔膜向前输送,而在隔膜向前输送的过程中,先由上胶机构往向前输送的隔膜之第一侧和第二侧上胶液,再由正极取贴机构和负极取贴机构对应地将正极片和负极片对贴于隔膜上,由于隔膜上的胶液可以起粘接固定的作用,使正极片和负极片不会掉落;已贴合正极片和负极片的隔膜在向前继续牵引的过程中被折叠机构按“z”字形折叠;因此,本实用新型的高速自动叠片设备是在隔膜向前输送的过程中再进行上胶、贴合极片和折叠的循环动作,从而提高生产效率和降低生产成本。例如,本实用新型的高速自动叠片设备叠成一个含有20片正极片和21片负极片的电芯只需要不到20秒,相比逐层叠加的生产设备节省了80%的时间,生产效率提高5倍。且时间不随极片层数增加而增加,叠制层数越多效率越高。
附图说明
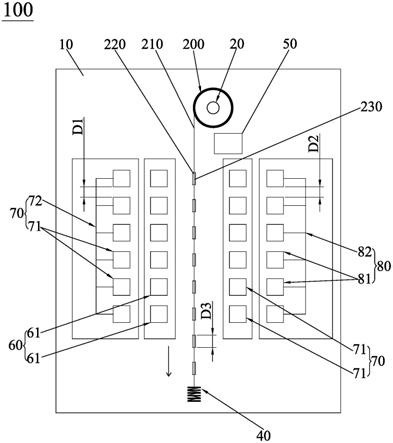
14.图1是本实用新型的高速自动叠片设备的平面结构示意图。
15.图2是展示了被本实用新型的高速自动叠片设备对贴有正极片和负极片的隔膜的局部结构示意图。
16.图3是图2所示的对贴有正极片和负极片的隔膜被折叠后的局部结构示意图。
具体实施方式
17.下面结合给出的说明书附图对本实用新型的较佳实施例作出描述。
18.请参阅图1至图3,本实用新型的高速自动叠片设备100包括机架10、承挂机构20、牵引机构、折叠机构40、上胶机构50、正极片料槽60、负极片料槽70、正极取贴机构80和负极取贴机构90。承挂机构20装配于机架10,由机架10为承挂机构20提供支撑作用,承挂机构20用于承挂隔膜卷200,以便于待隔膜卷200的上料操作;牵引机构装配于机架10并用于使隔膜卷200所展开的隔膜210向前输送,举例而言,牵引机构包含用于夹持隔膜210的夹持爪子及驱使夹持爪子沿平行于隔膜210的输送方向(见图1中箭头所指方向)做往复滑移的往复驱动器,往复驱动器例如可为气缸或油缸,以确保隔膜210向前输送的可靠性,当然,根据实际需要,牵引机构还可以为其它结构。折叠机构40装配于机架10,由机架10为折叠机构40提供支撑作用和装配的场所;折叠机构40沿隔膜210的输送方向位于承挂机构20前方;较优的是,隔膜210的输送方向为机架10由上至下的方向,这样使得折叠机构40位于承挂机构20的正下方,以使得折叠机构40对贴有正极片220和负极片230的隔膜210的折叠更顺畅,但不以此为限。上胶机构20和正极片料槽60沿隔膜210的输送方向依次布置并位于承挂机构20和折叠机构40之间,上胶机构20往向前输送的隔膜210相对的第一侧211和第二侧212上胶液,以满足后续的正极片220和负极片230对贴于隔膜210处的需要,较优的是,上胶机构20为喷胶嘴,这样设计使得隔膜210相对的第一侧211和第二侧212上胶液更容易,但不以此为限。
正极片料槽60及正极取贴机构80两者位于向前输送的隔膜210之第一侧211的旁边,负极片料槽70及负极取贴机构90两者位于向前输送的隔膜210之第二侧212的旁边,且正极取贴机构80和负极取贴机构90做配合的张闭运动,正极取贴机构80从正极片料槽60处所取出的正极片220在正极取贴机构80和负极取贴机构90做闭合运动时与负极取贴机构90从负极片料槽70处所取出的负极片230对贴于隔膜210上,即是,在正极取贴机构80和负极取贴机构90做闭合运动时,使得正极取贴机构80所吸取的正极片220抵压于隔膜210之第一侧211的同时,还使得负极取贴机构90所吸取的负极片230抵压于隔膜210之第二侧212,且抵压于隔膜210之第一侧211的正极片220还与抵压于隔膜210之第二侧212的负极片230相对齐,从而使对齐的负极片230和正极片220共同夹紧隔膜210,再借助胶液而使负极片230粘胶于隔膜210的第二侧212及使正极片220粘贴于隔膜210的第一侧211。而折叠机构40对向前输送的已贴有正极片220和负极片230的隔膜210按“z”字形折叠成层叠结构。更具体地,如下:
19.如图1所示,正极片料槽60和负极片料槽70彼此对齐,以便于正极片220和负极片230对贴于隔膜210的操作。具体地,在图1中,正极片料槽60具有多个沿隔膜210的输送方向呈等间距隔开地排列成行的用于容纳正极片220的正极片容纳单元61,负极片料槽70具有多个沿隔膜210的输送方向呈等间距隔开地排列成行的用于容纳负极片230的负极片容纳单元71,每个负极片容纳单元71与对应的一个正极片容纳单元61对齐,以更有效地便于正极片220和负极片230对贴于隔膜210的操作。更具体地,在图1中,正极取贴机构80位于正极片料槽60远离负极片料槽70的旁边,更便于正极取贴机构80将正极片料槽60处的正极片220取走并往隔膜210之第一侧211转送;负极取贴机构90位于负极片料槽70远离正极片料槽60的旁边,更便于负极取贴机构90将负极片料槽70处的负极片230取走并往隔膜210之第二侧212转送。而关于正极取贴机构80和负极取贴机构90两者的具体结构,请见下面描述。
20.如图1所示,正极取贴机构80包含数量与正极片容纳单元61相同的正极吸盘81及使所有正极吸盘81一起移载的正极移载模组82,所有正极吸盘81沿隔膜210的输送方向呈等间距地排列成行,以在正极移载模组82的作用下使得所有正极吸盘81所吸取的正极片220呈等间隔地抵压于隔膜210之第一侧211;相邻两正极吸盘81之间的间距d1大于每个正极片220的尺寸(见图1和图2中的d3所指)。同时,负极取贴机构90包含数量与负极片容纳单元71相同的负极吸盘91及使所有负极吸盘91一起移载的负极移载模组92,所有负极吸盘91沿隔膜210的输送方向呈等间距地排列成行,以在负极移载模组92的作用下使得所有负极吸盘91所吸取的负极片230呈等间隔地抵压于隔膜210之第二侧212;相邻两负极吸盘91之间的间距d2大于每个负极片230的尺寸(见图1和图2中的d3所指);以确保隔膜210上相邻两正极片220或相邻两负极片230之间的间距d各大于每个正极片220或负极片230的尺寸,从而留出折叠位置(可见图2中d所指),以确保折叠机构40对已贴有正极片220和负极片230的隔膜210折叠的可靠性。再者,每个负极吸盘91与对应的一个正极吸盘81相对齐,以在负极取贴机构90和正极取贴机构80闭合时,使得每个负极吸盘91所吸取的负极片230与对应的一个正极吸盘81所吸取的正极片220对贴于隔膜210处。需要说明的是,正极移载模组82和负极移载模组92可为二轴移载模组、三轴移载模组或四轴移载模组,只要它能确保正极吸盘81能将正极片料槽60处的正极片220取走并抵压于隔膜210的第一侧211处即可,以及确保负极吸盘91能将负极片料槽70处的负极片230取走并抵压于隔膜210的第二侧212处即可。
21.与现有技术相比,由于本实用新型的高速自动叠片设备100还包括上胶机构20、正极片料槽60、负极片料槽70、正极取贴机构80和负极取贴机构90;故在工作过程中,由牵引机构使隔膜卷200所展开的隔膜210向前输送,而在隔膜210向前输送的过程中,先由上胶机构20往向前输送的隔膜210之第一侧211和第二侧212上胶液,再由正极取贴机构80和负极取贴机构90对应地将正极片220和负极片230对贴于隔膜210上,由于隔膜210上的胶液可以起粘接固定的作用,使正极片220和负极片230不会掉落;已贴合正极片220和负极片230的隔膜210在向前继续牵引的过程中被折叠机构40按“z”字形折叠;因此,本实用新型的高速自动叠片设备100是在隔膜210向前输送的过程中再进行上胶、贴合极片和折叠的循环动作,从而提高生产效率和降低生产成本。例如,本实用新型的高速自动叠片设备100叠成一个含有20片正极片220和21片负极片230的电芯只需要不到20秒,相比逐层叠加的生产设备节省了80%的时间,生产效率提高5倍。且时间不随极片层数增加而增加,叠制层数越多效率越高。
22.值得注意者,由于牵引机构及折叠机构40的具体结构已为本领域所熟知的结构,故在此不再赘述。
23.以上所揭露的仅为本实用新型的较佳实例而已,其作用是方便本领域的技术人员理解并据以实施,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1