锂离子电池极片和锂离子电池的制作方法
1.本实用新型涉及电池领域,具体地涉及一种锂离子电池极片和锂离子电池。
背景技术:
2.随着新能源汽车技术的发展,动力锂离子电池作为新能源汽车的的核心部件,其使用也变得越来越多,随着电芯高比容量和能量需求的增加,成十上百层的极片在卷绕或叠片形成电芯。
3.现有的锂离子电池极片如图1所示,在集流体(101)的两侧涂敷活性物质涂层(103),并在集流体的两端留有空白区域(102),该空白区域作为极耳,但活性物质涂层靠近空白区域的边缘存在薄区(104),该薄区(104)的厚度通常比活性物质涂层(103)的中间区域薄1-200μm。当锂离子电池极片通过卷绕或叠片的方式形成锂离子电池时,正、负极片中间设有隔膜(105),活性物质涂层(103)的中间区域与薄膜(105)可以紧密接触,但薄区(104)由于厚度偏薄,薄区的活性物质与隔膜(105)不能很好的接触,从而影响粘结效果,由此造成电芯循环跳水,甚至析锂等安全风险。
4.现有技术中通常采用机械切割的方式,同时除去薄区(104)的活性物质和集流体,再通过焊接的方式在集流体上连接极耳,但此种方式的操作繁琐且并不适用于叠片形成电芯,同时还容易产生毛刺,造成安全隐患。
5.因此,如何改善锂离子电池极片的结构,使活性物质与隔膜更充分的接触,从而提高锂离子电池的循环性能和安全性能是本领域技术人员亟待解决的问题。
技术实现要素:
6.本实用新型的目的是为了克服现有技术存在的锂离子电池极片与隔膜接触不充分的问题,提供一种锂离子电池极片和锂离子电池,该锂离子电池极片具有厚度均一,能和隔膜充分接触,该锂离子电池使用了该种锂离子电池极片,循环性能和安全性能得到了提升。
7.为了实现上述目的,本实用新型一方面提供一种锂离子电池极片,包括集流体和涂敷在集流体表面的活性物质涂层,当所述锂离子电池极片用于电芯中时,所述活性物质涂层的表面和隔膜贴合,所述活性物质涂层各处的厚度差小于10μm,所述集流体的边缘留有空白区域,所述空白区域为极耳。
8.优选地,所述活性物质涂层的边缘与所述集流体的表面垂直。优选地,所述集流体为一体成型。
9.优选地,所述空白区域的宽度不小于20mm。
10.优选地,所述集流体为锂离子电池正极集流体材料,所述活性物质为锂离子电池正极活性材料。
11.优选地,所述集流体为锂离子电池负极集流体材料,所述活性物质为锂离子电池负极活性材料。
12.本实用新型第二方面提供一种锂离子电池,包括交替设置的的正、负极片和设置在每个正、负极片之间的隔膜,所述正、负极片为本实用新型所述的锂离子电池极片。
13.优选地,所述锂离子电池极片通过叠片的方式形成电芯。
14.优选地,所述锂离子电池极片通过卷绕的方式形成电芯。
15.通过上述技术方案,由于本实用新型的锂离子电池极片使用集流体的空白区域作为极耳,结构简单,生产便捷;锂离子电池极片的活性物质涂层各处的厚度差很小,因此活性物质涂层与隔膜的接触紧密,在电池充/放电过程中锂离子的穿透效果好,不会产生锂离子的堆积;同时,由多个锂离子电池极片卷绕或叠片形成的锂离子电池的中间区域和边缘区域的厚度差也更小,避免了在锂离子电池充/放电过程中由于膨胀/收缩而对边缘区域的隔膜和活性物质涂层的粘结造成不良影响,在一定程度上增强了锂离子电池的循环性能和安全性。
附图说明
16.图1是现有技术的锂离子电池极片和锂离子电池的结构示意图;
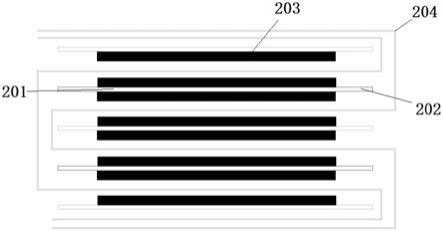
17.图2是本实用新型实施例的锂离子电池极片和锂离子电池的结构示意图;
18.图3是现有技术的锂离子电池极片的活性物质涂层厚度检测结果示意图;
19.图4是本实用新型实施例的锂离子电池极片的活性物质涂层厚度检测结果示意图。
20.附图标记说明
21.101
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
集流体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
102
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
空白区域
22.103
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
活性物质涂层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
104
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
薄区
23.105
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
隔膜
24.201
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
集流体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
202
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
空白区域
25.203
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
活性物质涂层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
204
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
隔膜
具体实施方式
26.在本实用新型中,在未作相反说明的情况下,使用的方位词如“上、下、左、右”通常是指参考附图所示的上、下、左、右。“内、外”是指相对于各部件本身的轮廓的内、外。“远、近”是指相对于某个部件的远与近。
27.如图2所示,本实用新型的锂离子电池极片包括片状的集流体(201)和涂敷在集流体单侧或两侧表面的活性物质涂层(203),活性物质涂层(203)各处的厚度均匀,活性物质涂层(203)的边缘与集流体(201)的表面垂直。集流体为一体成型,且左右边缘留有条状的空白区域(202),该空白区域(202)作为极耳,使用集流体边缘的空白区域作为极耳,简化了极片的结构,便于生产。
28.本实用新型的锂离子电池正极片的集流体(201)使用铝箔、镍薄、碳纤维薄膜或其他现有的正极集流体材料;活性物质涂层(203)使用磷酸铁锂、钴酸锂或其他现有的正极活性材料。
29.本实用新型的锂离子电池负极片的集流体(201)使用铜箔、镍薄、碳纤维薄膜或其他现有的负极集流体材料;活性物质涂层(203)使用石墨、钛酸盐或其他现有的负极活性材
料。
30.在本实用新型的锂离子电池极片的生产过程中,通过激光清洗装置或其他现有的活性物质清洗方式,对活性物质涂层(203)靠近空白区域(202)的两端的0-20mm宽度范围内的活性物质进行清洗,除去所述范围内的活性物质,即可除去由于加工工艺产生的活性物质涂层边缘厚度差过大的区域,使用测厚仪对清洗前后的锂离子电池极片进行测量,结果如图3-4所示,可以看出,清洗前的锂离子电池极片的活性物质涂层存在比活性物质涂层中心区域薄1-80μm的薄区,清洗后的锂离子电池极片的活性物质涂层各处的厚度差小于10μm。
31.本实用新型另一方面还提供了一种锂离子电池,包括交替设置的正、负极片和设置在每个正、负极片之间的隔膜(204)。正、负极片可以通过卷绕或叠片的方式形成电芯。在电池充/放电过程中,锂离子会通过隔膜由一个活性物质涂层进入另一个活性物质涂层,由于本实用新型的锂离子电池极片的活性物质涂层各处的厚度差很小,因此活性物质涂层与隔膜的接触紧密,在电池充/放电过程中锂离子的穿透效果好,不会产生锂离子的堆积;同时,由多个锂离子电池极片卷绕或叠片形成的锂离子电池的中间区域和边缘区域的厚度差也更小,避免了在锂离子电池充/放电过程中由于膨胀/收缩而对边缘区域的隔膜(204)和活性物质涂层(203)的粘结造成不良影响,在一定程度上增强了锂离子电池的循环性能和安全性。
32.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于此。在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,包括各个具体技术特征以任何合适的方式进行组合。为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本实用新型所公开的内容,均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1