排线连接组件的制作方法
1.本技术涉及连接器领域,尤指一种排线连接组件。
背景技术:
2.电动汽车作为清洁动力的代表已走进人们的日常生活中,而动力电池作为关键的零组件之一,对其稳定性、安全性要求极高。一台电动汽车需要大量的电池单元来稳定输出大电流的电能,动力电池一般集成了若干电池模组,每个电池模组内又集成了若干电池单体,若干所述电池单体串联在一起后构成电池模组,每个电池单体包括外壳、安装于所述外壳内的电芯单元及封闭所述电池外壳的电池盖板,所述电池盖板上设有正负极柱,若干所述电池单体的正负极柱串接在一起形成电池模组,而所述电池模组之间需要进行串或并联,此时需要通过ffc排线来进行连接,现有连接方式缺乏对所述ffc排线的固定或保护,使线束在使用过程中因为车身震动而发生偏移、连接点脱焊、甚至断裂等情况;而为保证其使用的安全性能,通常采用常规热固性且能达到阻燃要求的胶水来整体灌胶包裹,烘烤成型,使其具有稳固且安全可靠的外形,以便固定安装连接。而整体灌胶方案存在以下缺点:1、需要设计制造与尺寸相适应的大型成型模具,制造成本高昂,而且重量大,周转不便;2、胶水的流动性差,在模具内部不加压的情况下,模具中胶水难以均匀分布,易结块,并且极易导致产品本身出身气泡;而给模具加压,不仅增加了设计难度,成本也会随之增加;3、ffc 排线在模具内部难以平直定位,胶水无法提供稳定支撑;4、模具整体封闭成型,内部无空气流动,胶水在内部固化时间长,需大量流动模具稳固性差,还大大降低产品产出效率。
技术实现要素:
3.鉴于此,有必要提供一种有效保护ffc排线使电连接稳定、可靠的排线连接组件。
4.为解决上述技术问题,本技术提供了一种排线连接组件,包括沿纵向开设有收容空间的底座、预固定于所述收容空间内的排线及注入所述收容空间内的胶水,所述胶水粘合于所述排线表面及收容空间的壁面上,所述胶水固化后形成胶水固化板,所述排线包括设有线路的线体、连接于所述线体的线路并延伸出所述底座外的连接件及通过所述线路将若干所述连接件连接在一起的连接器,所述连接器设于所述线体纵向一端,所述连接件沿横向外侧延伸出所述底座外。
5.优选地,所述底座包括座体,所述收容空间沿纵向开设于所述座体上侧,所述座体位于所述收容空间横向两侧形成有侧壁,所述侧壁对应所述连接件开设有若干引脚延伸口。
6.优选地,所述侧壁内侧对应所述收容空间的底面处向外开设有卡槽,所述排线的外侧边缘卡入所述卡槽内预固定。
7.优选地,所述胶水粘合所述排线上表面及所述侧壁内侧面,且所述胶水固化后形成的胶水固化板的表面不超出所述侧壁的表面。
8.优选地,所述底座纵向两端分别形成有开口端与封闭端,所述封闭端包括自所述
底座纵向一端向上凸出形成的封闭壁。
9.优选地,所述收容空间靠近所述封闭壁一侧的底面向上凸出形成有凸起部,所述封闭壁与所述凸起部之间的侧壁上开设有所述引脚延伸口,所述排线在靠近所述封闭端一侧连接有沿所述引脚延伸口延伸出的连接件。
10.优选地,所述排线对应所述凸起部位置处设有定位孔,所述定位孔限位于所诉凸起部外周。
11.优选地,所述连接件包括连接所述排线的线路的引线、焊接板及将所述引线与所述焊接板铆接在一起的铆接件,所述引线沿所述引脚延伸口延伸出所述底座外,所述焊接板与电池单体的极柱焊接在一起。
12.优选地,底座采用硬塑胶或合金板材通过cnc加工而成。
13.本技术的排线连接组件通过在底座上开设容纳所述排线的收容空间,再将所述排线放置、预固定于所述收容空间内,最后在所述收容空间内注入覆盖于所述排线上侧的胶水,胶水固化后形成胶水固化板并将所述排线固定于所述底座的收容空间内,使传统无固定的排线实现稳定牢固的结构,而不易被损坏或造成焊点松动。
附图说明
14.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
15.图1为本技术排线连接组件的立体图;
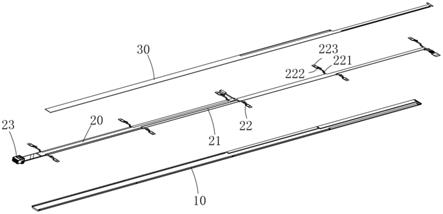
16.图2为本技术排线连接组件的立体分解图;
17.图3为本技术排线连接组件的底座及其局部放大图;
18.图4为沿图3所示b-b虚线的剖视图;
19.图5为本技术排线连接组件的排线置于底座上的局部放大图;
20.图6为沿图1所示a-a虚线的剖视图。
21.附图标记说明
22.底座-10;基体-11;开口端-111;封闭端-112;侧壁-12;收容空间-13;卡槽-14,151;引脚延伸口-15;封闭壁-16;凸起部-17;阻挡台阶-171;排线-20;线体-21;连接件-22;连接器-23;引线-221;铆接件-222;焊接板-223;胶水固化板-30。
具体实施方式
23.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术具体实施例及相应的附图对本技术技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。
24.请继续参阅图1、图2所示,本技术排线连接组件包括沿纵向方向开设有收容空间13的底座10、置于所述收容空间13内的排线20及粘结于所述收容空间 13内的排线20上的胶水固化板30。
25.所述排线20的长度较长,导致所述底座10的长度较长。所述底座10可以采用整片的塑胶板材或较软的金属板材(如铝合金或镁合金)进行cnc加工成型制成。避免注塑成型所述底座需要大型注塑模具所带来的成本上升。本技术,也不排除所述底座10通过其他制
造工艺成型,如压铸等。
26.请继续参阅图3至图6所示,所述底座10包括基体11、自所述基体11横向两侧向上延伸形成的侧壁12、形成于所述基体11纵向两端的封闭端112与开口端111及通过所述基体11,侧壁12与封闭端112围设成的所述收容空间13。
27.所述封闭端112包括自所述基体11纵向第一端向上凸出形成的封闭壁16。所述基体11表面靠近所述封闭壁16一端向上凸出形成有若干凸起部17,所述凸起部17与所述基体11表面的位差形成阻挡台阶171。所述开口端111呈开放状态,直接由所述基体11表面开放而无阻挡。所述基体11的厚度大于所述侧壁12的高度。所述侧壁12上开设有若干引脚延伸口15,所述引脚延伸口15内侧地面开设有卡槽151。
28.所述排线20包括装入所述收容空间13内的线体21、连接所述线体21并沿所述引脚延伸口15延伸出所述底座10外的若干连接件22及连接于所述线体21 上并自所述基体11的开口端111延伸出所述底座10的连接器23。所述线体21 上分布有若干线路,所述连接件22通过所述线路连通至所述连接器23上。所述连接件22用于连接若干电池单体并将若干所述电池单体统一连通至所述连接器23上。
29.所述连接件22包括连接于所述排线20的线路上的引线221、焊接板223及将所述焊接板223与所述引线221铆接固定在一起的铆接件222。所述引线221 连接于所述排线20的线路上后从所述引脚延伸口15位置处延伸出所述底座10。所述引线221的两侧边缘可以卡入所述卡槽151内限位固定。
30.具体实施时,所述底座10加工完成后,将适配的排线20置入所述底座10 的收容空间13内,所述排线20对应所述凸起部17位置处可以开设类似于定位孔的结构,使排线20被固定于所述凸部部17上并通过阻挡台阶171限制所述排线沿纵向开口端111退出;或者,所述排线20在对应所述凸起部17位置处集成较为牢固且较薄的材料,通过该较薄的材料被压制于所述凸起部17表面与所述板体11下表面之间实现定位;或者所述凸起部17与所述封闭壁16之间的侧壁12上开设有引脚延伸口15,所述排线20的线体宽度在不同位置是可变的,通过所述连接件22卡入所述凸起17与所述封闭壁16之间的引脚延伸口15内进行定位。同时,将所述排线20的线体边缘压入所述侧壁12下侧的卡槽14内进行预固定以不使线体21边缘翘起。所述排线20纵向一端的连接器23自所述开口端111延伸出所述底座10外。最后将所述底座10与排线20的结合体置入治具内进行点胶,胶水覆盖于所述排线20上侧且位于所述收容空间13内,所述胶水粘合于所述排线20表面、所述侧壁12内侧面及部分所述凸起部17表面,所述胶水固化后形成所述胶水固化板30并将所述排线20固定于所述底座10内。
31.本技术排线连接组件随后被应用于电池模组内,通过所述焊接板223焊接于电池单体的极柱上以将若干所述电池单体的电能及/或传感信号统一输出至所述连接器23上,并通过所述连接器23将若干电池模组连接在一起构成动力总成。
32.本技术的排线连接组件通过在底座10上开设容纳所述排线20的收容空间13,再将所述排线20放置、预固定于所述收容空间13内,最后在所述收容空间13内注入覆盖于所述排线20上侧的胶水,胶水固化后形成胶水固化板30并将所述排线20固定于所述底座10的收容空间13内,使传统无固定的排线实现稳定牢固的结构,而不易被损坏或造成焊点松动。
33.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛
盾,都应当认为是本说明书记载的范围。
34.以上实施例仅表达了本实用新型的优选的实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1