一种动力电池高性能过载保护翻转片的制作方法
1.本实用新型涉及动力电池技术领域,尤其涉及一种动力电池高性能过载保护翻转片。
背景技术:
2.在动力电池中,安全性能是第一要求,尤其是三元电池。在三元电池中,普遍使用的安全方案是一种翻转片装置,在电池过充、短路情况下,电池体系产生大量气体,此时内部气压过大,翻转片及时翻转,接通内部电路,熔断电池中的保险丝装置,从而及时切断电源,防止故障现象的持续发生,从而避免安全事故。但是对于一些要求较高的条件下,带有翻转片和保险丝装置的三元电池,翻转片不能承载过大的电流,在翻转后,接通电路后,大电流通过翻转片,过流柱的过流能力不足,将导致致翻转片率先比保险丝先熔断,导致安全装置失去作用,从而引发安全事故。如果单纯的增加过流柱的厚度来提高载流能力,或可能增加让翻转片翻转的气压值,延迟了翻转片翻转,因此需要尝试更多的方法来提高翻转片的载流能力。
技术实现要素:
3.基于背景技术中存在的技术问题,本实用新型提出了一种动力电池高性能过载保护翻转片。
4.本实用新型提出的一种动力电池高性能过载保护翻转片,包括圆环形焊接平台,焊接平台内连接有圆盘形翻转臂,翻转臂的第一表面中心位置固定有贯穿翻转臂的过流柱,翻转臂的第一表面、第二表面以及过流柱外表面均镀有金属镀层,金属镀层的电阻率小于翻转臂、过流柱的电阻率。
5.优选的,翻转臂的第一表面内凹呈弧形表面。
6.优选的,翻转臂的第二表面外凸呈弧形表面。
7.优选的,过流柱包括翻转臂的第二表面一端内凹形成有中心槽。
8.优选的,焊接平台与翻转臂一体冲压成型。
9.优选的,翻转臂的厚度从外到内逐渐增大。
10.本实用新型提出的一种动力电池高性能过载保护翻转片,金属镀层为低强度、导电性能高、散热性良好的金属材质,当大电流通过翻转臂和过流柱上时,由于电流的趋表性与金属镀层电阻低的因素,更多的电流通过金属镀层传导;采用该电流传导方式,内部材质电流较小产热较小,外部金属镀层产热小、散热快,故元器件具有耐过大电流性能更加强的优点。本实用新型在非焊接区表面镀一层散热性更好、不妨碍翻转片正常翻转、过流能力更好的金属镀层,当过大电流通过该翻转片时,电流趋于表面导通性,金属镀层具有更好的散热性,防止电流在原元器件内产生过大的热量熔断元器件。本实用新型可以极大的提高三元电池元器件的过大电流的性能,使其具有更加优良的安全性能。
附图说明
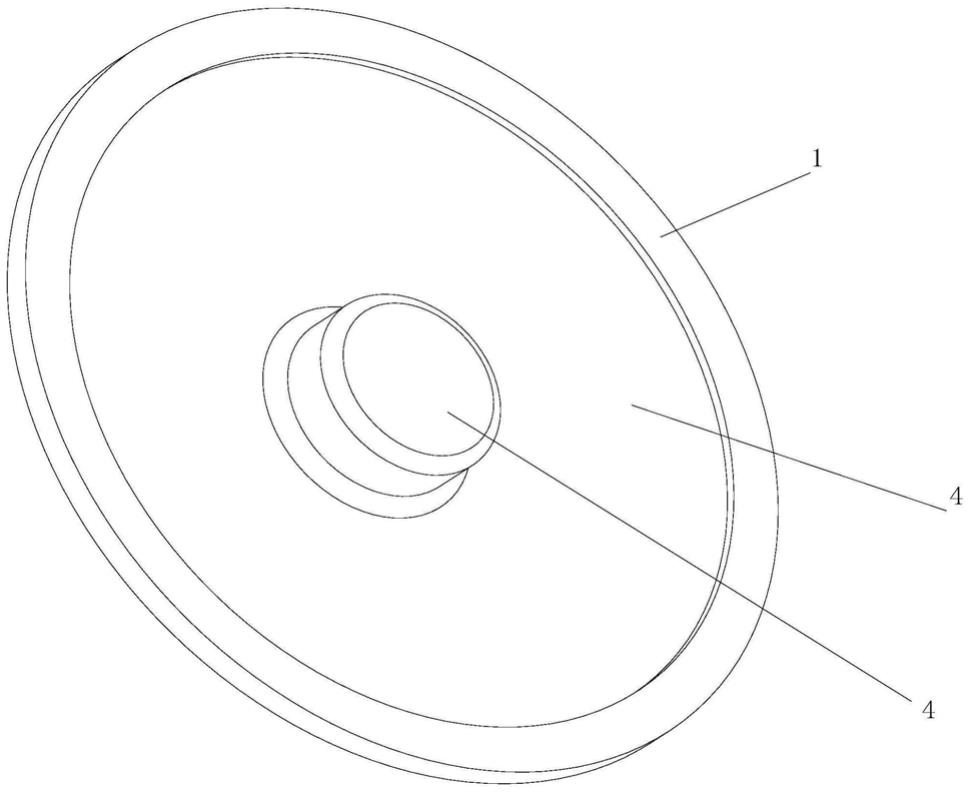
11.图1为本实用新型提出的一种动力电池高性能过载保护翻转片的结构示意图;
12.图2为本实用新型提出的一种动力电池高性能过载保护翻转片的正视图;
13.图3为本实用新型提出的一种动力电池高性能过载保护翻转片的剖视图。
具体实施方式
14.参照图1-图3,本实用新型提出一种动力电池高性能过载保护翻转片,包括圆环形焊接平台1,焊接平台1内连接有圆盘形翻转臂2,焊接平台1与翻转臂2一体冲压成型。翻转臂2的第一表面内凹呈弧形表面,翻转臂2的第一表面中心位置固定有贯穿翻转臂2的过流柱3,翻转臂2的第一表面、第二表面以及过流柱3外表面均镀有金属镀层4,金属镀层4的电阻率小于翻转臂2、过流柱3的电阻率。
15.本实施例中,翻转臂2的第二表面外凸呈弧形表面,过流柱靠近翻转臂2的第二表面一端内凹形成有中心槽。
16.本实施例中,翻转臂2的厚度从外到内逐渐增大,在气压下可实现翻转臂2的翻转。
17.本实施例中,焊接平台1与电池盖板基板材质相同或者相近,便于元器件焊接安装到电池基板上。焊接平台1与翻转臂2冲压一体;从外到内,翻转臂2的壁厚从薄变厚,在气压下可实现翻转臂的翻转;过流柱3与翻转臂2一体成型,电流可通过焊接平台1、翻转臂2传导到过流柱3上,当翻转臂2翻转时,过流柱3发生位移,过流柱3与电池负极件连接,从而形成通路。
18.金属镀层4为低强度、导电性能高、散热性良好的金属材质,当大电流通过翻转臂2和过流柱3上时,由于电流的趋表性与金属镀层4电阻低的因素,更多的电流通过金属镀层4传导;本实用新型的电流传导方式,内部材质电流较小产热较小,外部金属镀层4产热小、散热快,故元器件具有耐过大电流性能更加强的优点。
19.本实用新型原理说明:电池在过充时,内部发生大量的气体堆积,电池内部气压增大;随着气压的增加到一定值时,翻转片翻转,翻转片的过流柱3与盖板极柱下表面贴合。电流路径不再通向电芯内部,而是从基板表面、极柱、翻转片、电芯极片、熔断器fuse等零部件通过,形成新的电流回路,这个电路的内阻远小于原先电芯正常使用时电芯的内阻。此时fuse承受大电流急剧增加,fuse发热熔断,整个电池的电路断开,断开外部电源对电芯的继续过充。此时翻转片正常工作,翻转后过流柱3不被融化。
20.经过分析、大量的实验,创新地在翻转片的过流柱3和翻转壁2处进行镀一层铜来提高翻转片的载流能力,优先地需要重新设计过流柱3和翻转臂2厚度,确保翻转气压值得不受影响。
21.除了对翻转片部分区域镀铜,翻转片边缘需要被保护不被镀铜,来确保翻转片边缘保持铝材质,以便于更好的与基板焊接在一起。
22.对于使用了新型高性能过载保护翻转片的盖板,在适当的气压下,翻转片翻转时,大电流通过翻转片过流柱3和翻转臂2,以及fuse,因为过流柱3和翻转臂2表面镀铜,电流按集肤原理优先通过镀铜截面区域,铜金属镀层4有良好的导电性能,也可以更好的散热,确保翻转片在大电流通过时,过流柱3和翻转臂2不被融化,确保fuse可以正常熔断从而断开电路,停止过充,保护电芯,防止进一步热失控。
23.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种动力电池高性能过载保护翻转片,其特征在于,包括圆环形焊接平台(1),焊接平台(1)内连接有圆盘形翻转臂(2),翻转臂(2)的第一表面中心位置固定有贯穿翻转臂(2)的过流柱(3),翻转臂(2)的第一表面、第二表面以及过流柱(3)外表面均镀有金属镀层(4),金属镀层(4)的电阻率小于翻转臂(2)、过流柱(3)的电阻率。2.根据权利要求1所述的动力电池高性能过载保护翻转片,其特征在于,翻转臂(2)的第一表面内凹呈弧形表面。3.根据权利要求1所述的动力电池高性能过载保护翻转片,其特征在于,翻转臂(2)的第二表面外凸呈弧形表面。4.根据权利要求1-3中任一项所述的动力电池高性能过载保护翻转片,其特征在于,过流柱(3)靠近翻转臂(2)的第二表面一端内凹形成有中心槽。5.根据权利要求1-3中任一项所述的动力电池高性能过载保护翻转片,其特征在于,焊接平台(1)与翻转臂(2)一体冲压成型。6.根据权利要求1-3中任一项所述的动力电池高性能过载保护翻转片,其特征在于,翻转臂(2)的厚度从外到内逐渐增大。
技术总结
本实用新型提出了一种动力电池高性能过载保护翻转片,包括圆环形焊接平台,焊接平台内连接有圆盘形翻转臂,翻转臂的第一表面中心位置固定有贯穿翻转臂的过流柱,翻转臂的第一表面、第二表面以及过流柱外表面均镀有金属镀层,金属镀层的电阻率小于翻转臂、过流柱的电阻率。本实用新型在非焊接区表面镀一层散热性更好、不妨碍翻转片正常翻转、过流能力更好的金属镀层,当过大电流通过该翻转片时,电流趋于表面导通性,金属镀层具有更好的散热性,防止电流在原元器件内产生过大的热量熔断元器件。本实用新型可以极大的提高三元电池元器件的过大电流的性能,使其具有更加优良的安全性能。能。能。
技术研发人员:杨刚 许涛 王义飞 王磊 任明秀
受保护的技术使用者:合肥国轩高科动力能源有限公司
技术研发日:2021.07.29
技术公布日:2022/3/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1