一种太阳能电池细栅制备装置的制作方法
1.本实用新型涉及一种太阳能电池细栅制备装置,属于光伏技术领域。
背景技术:
2.随着低碳经济发展战略的深入实施,低成本、高效率的太阳能电池已成为新能源发展的重要环节。传统太阳能电池的感光面板由于相当比例的面积被栅线占用,严重影响电荷收集能力,使得“光电转换效率低下”成为制约太阳能电池发展的最大瓶颈。由此可见,最大幅度地增加有效感光面积是提升太阳能电池光电转换效率的关键路径。因此,必须从“尽可能地降低栅线遮光面积”入手,通过新工艺、新方法的突破进行太阳能电池栅线制备工艺的改良,有效缩减电池栅线的几何尺度,尽可能减少其在感光面板中的面积占比。
3.目前制备太阳能电池栅线的方法是丝网印刷法,其最小图形最小线宽和最小厚度受到网目的限制,栅线电极图形加工的几何尺度偏大且已无提升空间,一方面直接导致了栅线在感光面板中占据较大的面积占比;另一方面造成了银浆材料的巨大消耗。为全面实现栅线制备的技术瓶颈,急需实用新型一种电池转换效率高、生产成本低的太阳能电池栅线新型制备方法。
4.随着光伏新能源的迅猛发展,低温银浆逐渐取代高温银浆广泛应用于异质结电池片的栅线制备。与高温银浆相比、低温银浆含有大量片状颗粒,在使用丝网印刷技术制备栅线时,会对网板造成损伤,不利于栅线的成型。因此,太阳能电池栅线新型制备方法还应该同时解决“刚性载体、银浆承载”的实际生产使用问题。
技术实现要素:
5.本实用新型所解决的技术问题在于,提供一种用于太阳能电池细栅线制备的印刷方法及装置,以解决现有丝网印刷制备栅线种存在的问题,如宽高比受限、光电转换效率低下、接触电阻大、银浆消耗量多等问题。
6.一种太阳能电池细栅制备装置,包括:
7.真空吸附平台,用于通过吸附方式固定电池片;
8.多维运动组件,用于带动真空吸附平台作进给运动;
9.喷涂模头,用于在电池片表面将浆料印刷出细栅。
10.在一个实施方式中,所述的多维运动组件能够在x、y、z三个方向实现进给。
11.在一个实施方式中,所述的多维运动组件中包括z向进给机构、x向进给机构、y向进给机构。
12.在一个实施方式中,还包括:银浆注射装置,用于向喷涂模头中注入浆料。
13.在一个实施方式中,还包括:真空吸附平台表面设有吸附气孔,吸附气孔与真空泵相连接。
14.在一个实施方式中,喷涂模头的结构中包括:第一模头和第二模头,第一模头和第二模头之间压有垫片;第一模头和第二模头通过垫片连通,垫片底部开设有微流道。
15.在一个实施方式中,微流道的底部出口宽度5~50μm。
16.在一个实施方式中,微流道数量为多条,且呈线形依次排列。
17.在一个实施方式中,微流道数量为100-500个;微流道相互之间间隔10~50μm。
18.在一个实施方式中,所述的第一模头与银浆注射装置连通。
19.在一个实施方式中,第一模头和/或第二模头朝向垫片的方向开设内腔室,第一模头内部设有多通道进料口,多通道进料口将内腔室和银浆注射装置连通。
20.在一个实施方式中,第一模头、第二模头和垫片之间通过螺栓孔进行螺栓固定连接。
21.在一个实施方式中,所述的内腔室整体呈扇形,圆弧朝上,圆弧上开设有引流槽,引流槽与多通道进料口连通。
22.在一个实施方式中,还包括:控制计算机,用于对多维运动组件进行控制。
23.在一个实施方式中,还包括:激光位移传感器,用于检测多维运动组件的进给运动,并将结果反馈至控制计算机。
24.一种太阳能电池细栅制备方法,包括如下步骤:
25.第1步,将电池片置于真空吸附平台上,开启真空泵使电池片被吸附固定;
26.第2步,通过银浆注射装置向喷涂模头中压入浆料,使浆料从微流道压出;
27.第3步,通过多维运动组件的进给运动,实现在电池片表面的浆料细栅的印刷。
28.有益效果
29.1、本实用新型创新性地引入控制计算机、激光位移传感器、多维运动组件构成闭环检测控制系统,实时、自动地调节模头与电池片表面的加工间隙和恒定方向进给速度,确保栅线厚度的均匀一致性、栅线长度的连续性,极大地提升了栅线制备效率和成品合格率,同时最大限度提高银浆的利用率,降低生产成本。
30.2、本实用新型引入刚性材质喷涂模头作为银浆的承载体进行细栅线制备,有效解决了低温银浆中的片状颗粒摩擦阻力增大,对丝网印刷网板所产生划伤的问题,切实提升了异质结电池栅线制备的生产效率和成品合格率。
31.3、本实用新型引入真空吸附台实现对电池片的“柔性”固定,可靠保证电池片加工全过程的表面光洁度和均匀一致性,符合绿色制造要求。
32.4、本实用新型提出的一种制备细栅线的精密喷涂模头装置,结构新颖,加工方法原理清晰,与传统的涂布方法相比,本实用新型通过细微流道设计,实现浆料分流,在基材表面产生狭缝线状喷涂效应,完成宽度5~50μm的细栅线的可靠制备。对于光伏新能源领域而言,本装置的使用,打破光伏新能源领域栅线制备几何参数受限的技术壁垒,成功解决现有栅线制备工艺中存在的问题,如宽高比受限、光电转换效率低下、接触电阻大、银浆消耗量多等问题,有效提升了工艺制备能力和生产效率。
附图说明
33.图1为负反馈系统示意图。
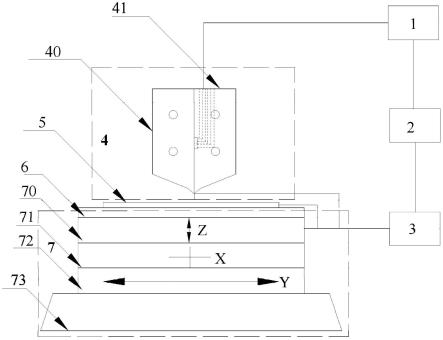
34.图2为本实用新型的工作原理示意图。
35.图3为真空吸附平台示意图。
36.图4为喷涂模头示意图。
37.图5为本实用新型模头轴向示意图。
38.图6为本实用新型第一模头示意图。
39.图7为本实用新型第二模头意图。
40.图8为本实用新型垫片意图。
41.图9为本实用新型微流道示意图。
42.其中,银浆注射装置(1)、控制计算机(2)、激光位移传感器(3)、喷涂模头(4)、电池片(5)和、真空吸附平台(6)、多维运动组件(7)、第一模头(40)、第二模头(41)、垫片(42)、多通道进料口(44)、内腔室(45)、引流槽(46)、螺栓孔(47)、微流道(48)、吸附气孔(61)、吸气口(62)、z向进给机构(70)、x向进给机构(71)、y向进给机构(72)、底座(73)
具体实施方式
43.本实用新型提供了一种用于太阳能电池细栅线制备印刷方法及装置,由银浆注射装置、控制计算机、激光位移传感器、多维运动组件、真空吸附平台和喷涂模头等构成,装置结构新颖,加工方法原理清晰。与传统的丝网印刷制备栅线加工方法相比,本实用新型通过设有多个微细流道的喷涂模头将银浆分流,配合多维运动组件恒定方向的连续进给,实现宽度范围5~50μm的细栅线任意宽度调节与制备,打破了传统细栅线制备的宽度局限性技术壁垒,同时突破了细栅线的高宽比限制、有效提升了光电转换效率。本实用新型创新性地引入控制计算机、激光位移传感器、多维运动组件构成闭环检测控制系统,实时、自动地调节模头与电池片表面的加工间隙和恒定方向进给速度,确保栅线厚度的均匀一致性、栅线长度的连续性,极大地提升了栅线制备效率和成品合格率,同时最大限度提高银浆的利用率,降低生产成本;本实用新型采用真空吸附台对电池片进行“柔性”固定,可靠保证电池片加工全过程的表面光洁度和均匀一致性,符合绿色制造要求。
44.本实用新型的制备方法流程如图1所示,采用的装置如图2所示。
45.装置中包括银浆注射装置(1)、控制计算机(2)、激光位移传感器(3)、喷涂模头(4)、电池片(5)、真空吸附平台(6)、多维运动组件(7)。喷涂模头(4)通过支架固定在电池片(5)正上方;电池片(5)通过真空吸附固定在真空吸附平台(6);银浆注射装置(1)通过流道与喷涂模头(4)相连;装置一侧还设有控制装置包括控制计算机(2)和激光位移传感器(3)。
46.银浆注射装置(1)采用微型螺杆阀进料,螺杆阀出口压力达到5~12公斤,流量达到0.04ml\s以上。控制计算机(2)采用基于arm的cpu。激光位移传感器(3)采用基恩士3d线激光测量仪。多维运动组件(7)包括z向进给机构(70)、x向进给机构(71)、y向进给机构(72)和底座(73);所述底座(73)上设有y向进给机构(72),y向进给机构(72)上设有x向进给机构(71),x向进给机构(71)上设有z向进给机构(70),z向进给机构(70)上设有真空吸附台(6)。
47.如图3,真空吸附台(6)为方形平台,平台上设有多个吸附小孔,小孔排列外轮廓与电池片一致确保了加工过程吸附的可靠性。真空吸附台、吸附气孔61区域面积范围为150
×
150mm~500
×
500mm。真空吸附平台底部设有吸气口62通过气管与真空泵相互连接。
48.如图4和图5,喷涂模头(4)包括第一模头(40)、第二模头(41)和垫片(42);第一模头(40)与第二模头(42)可拆卸连接,如图6和图7所示,相互之间通过螺栓孔(47)中安装螺栓进行固定,所述垫片(42)通过螺栓连接固定在第一模头(40)和第二模头(41)之间。
49.第一模头40的结构如图7所示,侧面设有多通道进料口44,进料口44与银浆注射装
置(1)连通,用于向模头内加入浆料;第二模头(41)侧面与第一模头(40)贴合端设有内腔室45,内腔室45呈扇形型腔。内腔室45上端设有多个引流槽46,以顺利引导银浆流入腔体,型腔结构上窄下宽,以减少浆料流动阻力,防止浆料沉积淀,确保喷涂过程中浆料出料的连续性、均匀性。装配后多通道进料口44直对引流槽46从而与出气口43和内腔室45连通,构成供浆料存储的密闭空间,在进行注入浆料并印刷时,由于是连续进料,使得一方面可以尽可能地保持浆料低温状态,促进银浆的流动以保证浆料的新鲜度与质量。
50.垫片42优选材质为马氏体沉淀硬化不锈钢sus630,硬度为hrc35-39,厚度数值优选范围为50~100μm,长度宽度与模头尺寸保持一致。如图8所示,垫片42底部(在图中相对于图4-7来说方向相反)设有扇形镂空区域并与第二模头(41)的内腔室45形状大小保持一致,扇形镂空区域前端设有下沉区域,长度优选1mm,下沉厚度范围优选30μm-50μm。下沉区域上设有若干根凸起,凸起高度数值优选范围约为30μm-50μm,以确保凸起上表面与垫片表面齐平,从而保证与第二模头(1)、模头二(2)无间隙贴合,以确保整个模头的密闭性。如图9,垫片42扇形下沉区域在若干根凸起之间形成多个微流道48,微流道48个数优选范围为100~500,上述微流道为漏斗状上宽下窄,微流道下径口的宽度数值优选范围为5~50μm;当供入浆料后,浆料在内腔室45内形成压力,使得浆料从微流道48均匀渗出,再配合三维工作平台的进给,实现细栅的成型。
51.模头优选材质为马氏体沉淀硬化不锈钢sus630、硬度为hrc35-39,模头优选参数:工作面平面度为0.003mm、粗造度ra0.02,其余表面粗造度为ra0.08,唇口直线度为0.003mm。尺寸范围为:长220~320mm、宽80~120mm、高度100~150mm。通过上述细微流道设计,实现浆料分流,在基材表面产生狭缝线状喷涂效应,完成宽度5~50μm的细栅线的可靠制备。
52.下面结合制备步骤对本实用新型的技术方案作进一步地说明,包括如下步骤:
53.第1步,首先根据电池片(5)的尺寸、制备栅线宽度、根数等要求,选择、设计合理的喷涂模头(4)(包括垫片微流道根数、宽度设计)。
54.第2步,将设计好的喷涂模头(4)固定在支架上,并与银浆注射装置(1)相互连接,调节多维运动组件(7),使模头置于启示位置。将电池片(5)置于真空吸附台(6)上,启动真空泵进行真空吸附;通过控制计算机(2)、激光位移传感器(3)和多维运动组件(7),所构成的闭环控制系统,进行加工间隙调节与进给速度实时反馈调节。调节系统负反馈系统如图5所示。
55.第3步,模头二(1)多通道进料口安装有快插,通过软管与螺杆阀相互连接,螺杆阀出口压力达到5~12公斤,螺杆阀流量达到0.04ml/s以上当浆料通过注射器注入到螺杆阀中,螺杆阀保证恒定的压力、流量,将浆料通过软管从多通道进料口、引流槽连续进给到扇形型腔中,进而汇聚到所述垫片(3)上的扇形镂空区域,进一步通过微流道分流,由线流出转化为点流出。启动银浆注射装置(1),银浆通过流道注射到喷涂模头(4)中,当银浆充满第二模头(41)腔体形成一定压力,流入垫片(42)底部微流道分流,在配合多维运动平台(7)x方向或y方向的进给,进行细栅线制备,与此同时配合多维运动组件恒定方向的连续进给及间距调控,从而实现基材上细栅线的制备。
56.上述电池片尺寸为:156.75~210mm。
57.上述银浆包括高温银浆和低温银浆,当电池片为异质结太阳电池选用低温银浆,
低温银浆粘度为40~60pa.s,与电池片张力角《90
°
。
58.上述加工间隙优选:10-50μm;进给速度优选0-800mm/s:
59.上述z向进给机构、x向进给机构、y向进给机构,行程范围为200-500mm,重复定位精度2-3μm。
60.本实用新型一种用于太阳能电池细栅线制备印刷方法及装置,能够突破传统硬刷方法栅线宽度的限制,提高栅线高宽比、增强光电转换效率、降低接触电阻;同时本实用新型通过控制计算器、激光位移传感器、多维运动组件构成闭环检测控制系统,实时调节模头与电池片表面的加工间隙和恒定方向进给速度,以确保栅线厚度的一致性、栅线制备的连续性,极大的增大了栅线的制备效率,减少了银浆的浪费,降低了生产成本。上述描述不能理解为对本实用新型专利的限制。应当说明的是,在不脱离本实用新型原理的前提下,还可以做出若干改进,这些改进均应落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1