聚光型太阳能电池、光伏单元及光伏模块的制作方法
1.本实用新型属于太阳能电池技术领域,具体地涉及一种聚光型太阳能电池、光伏单元及光伏模块。
背景技术:
2.太阳能电池片在获取光能时,由于其能量密度较低,单位面积太阳能电池片所产生的功率也相对较低。传统方法是通过扩大太阳能电池板的面积来提升发电效率的,然而太阳能电池片的制造成本高昂,这使得太阳能电池片的使用成本过高,不利于太阳能光伏行业的发展。
3.为了提高太阳能电池片的转化效率,现有技术一般是在太阳能电池片的表面设置聚光系统。一种现有的技术是将菲涅尔透镜组加到电池模组上进行高倍聚光的,这种方案除了增加的光学模块,还要考虑增加散热模块,要搭配超高效的电池甚至还有追踪系统,这些都决定了这种聚光系统不是可以大量普及的技术。
4.通过微透镜阵列进行低倍聚光则是一个更易实用的技术方案。这种通过微透镜阵列低倍聚光的方案,基本上都是使用均质材料来制作微透镜,利用凸面的几何形状来进行聚光的。例如公告号为cn 104952946 a的发明专利公开了一种聚光型光伏模块包括:以阵列的形式设置的多个太阳能电池,以及聚光构件,其中形成有多个会聚透镜,所述多个会聚透镜形成在与位于所述会聚透镜的光轴上的所述太阳能电池对应的位置处,每个所述会聚透镜对入射在所述会聚透镜的入射面上的太阳光进行聚集,其中,在每个太阳能电池的受光面上排列有多个栅电极,每个所述栅电极形成为线状;以及所述多个栅电极包括形成交叉部的交叉栅电极,所述交叉部呈现由在所述受光面的中央处彼此交叉的电极所导致的中央特定几何形态。但是该具有微透镜的太阳能电池的生产成本较高,无法大规模生产。
技术实现要素:
5.针对上述存在的技术问题,本实用新型的目的是:提供一种聚光型太阳能电池,在每个聚光透镜的边沿都设置有圆形圈围栏,可以通过3d打印点胶制备聚光透镜,大大降低了制造成本,适合大规模生产,同时圆形圈围栏互相连接可以作为太阳能电池的受光面的导电网状电极,不会增加额外的成本。
6.本实用新型的技术方案是:
7.一种聚光型太阳能电池,所述太阳能电池的受光面设置有多个成阵列排布的聚光透镜,在每个聚光透镜的边沿设置有圆形圈围栏,所述圆形圈围栏的形状为圆形圈,所述圆形圈围栏由金属材料制成,并成阵列排布,所述相邻圆形圈围栏间相切,每个圆形圈围栏的切边与切边之间相互连接并构成网状结构,形成导电网状电极,所述太阳能电池的背面设置有p型电极。
8.优选的技术方案中,所述聚光透镜由高折射率的环氧树脂材料制成,环氧树脂的折射率≥1.5,粘稠度为3000~4000mpa.s。
9.优选的技术方案中,所述聚光透镜通过点胶3d打印制备,所述聚光透镜的底部直径为3~6mm,所述聚光透镜的镜面弧度在0.5~2.5度。
10.优选的技术方案中,3d打印后通过紫外固化,所述紫外固化选用的紫外光波长范围为365~410nm,所述聚光透镜固化成型后的邵氏硬度≥40度。
11.优选的技术方案中,所述圆形圈围栏通过丝网印刷的方式制备,所述圆形圈围栏的线宽为0.1~0.5mm,高度为0.05~0.2mm。
12.优选的技术方案中,所述太阳能电池受光面还设置有n型电极引线焊接窗口区,所述n型电极引线焊接窗口区内填充有导电材料并与导电网状电极连接,所述n型电极引线焊接窗口区用于电池片串并联引线焊接。
13.优选的技术方案中,所述聚光透镜通过3d打印点胶装置进行点胶3d打印,所述3d打印点胶装置包括多个阵列分布的点胶头,所述点胶头的顶部设置有环氧树脂承载容器,所述承载容器顶部设置有脉冲气动装置,所述脉冲气动装置用于在点胶时给环氧树脂承载容器脉冲气压。
14.优选的技术方案中,所述点胶头的孔径在0.3~1.0mm,所述点胶头的个数与所述圆形圈围栏的个数一一对应,每个点胶头对准每个圆形圈围栏中心位置。
15.本发明还公开了一种聚光型光伏单元,包括多个上述的聚光型太阳能电池。
16.本发明又公开了一种聚光型光伏模块,包括多个上述的聚光型光伏单元。
17.与现有技术相比,本实用新型的优点是:
18.在每个聚光透镜的边沿都设置有圆形圈围栏,可以通过3d打印点胶制备聚光透镜,圆形圈围栏起到点胶时防止环氧树脂在固化前的流淌外溢,提高了3d打印聚光透镜的良品率,大大降低了制造成本,适合大规模生产,同时圆形圈围栏互相连接可以作为太阳能电池的受光面的导电网状电极,不会增加额外的成本。
附图说明
19.下面结合附图及实施例对本实用新型作进一步描述:
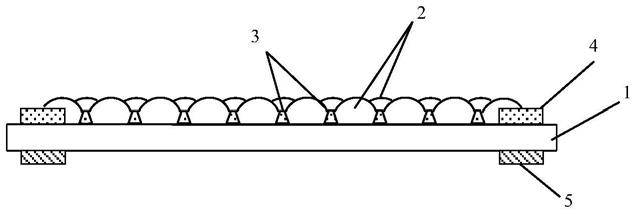
20.图1为本实用新型聚光型太阳能电池的结构示意图;
21.图2为本实用新型呈阵列排布的圆形圈围栏的结构示意图;
22.图3为本实用新型3d打印点胶装置的结构示意图。
具体实施方式
23.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
24.实施例:
25.如图1所示,一种聚光型太阳能电池,太阳能电池的受光面设置有多个成阵列排布的聚光透镜2,在每个聚光透镜2的边沿设置有圆形圈围栏3,如图2所示,圆形圈围栏3的形状为圆形圈,圆形圈围栏3由金属材料制成,并成阵列排布,相邻圆形圈围栏3间相切,每个圆形圈围栏3的切边与切边之间相互连接并构成网状结构,形成导电网状电极6,太阳能电
池的背面设置有p型电极5。具体的,聚光透镜2可以直接设置在太阳能电池基板1上。本发明不限定太阳能电池的具体结构。
26.聚光透镜2由可以使用本领域技术人员熟知的任何适合高折射率的透明材料制成,较佳的,可以使用高折射率的环氧树脂材料制成,环氧树脂的折射率≥1.5,粘稠度为3000~4000mpa.s。
27.聚光透镜2通过点胶3d打印制备,聚光透镜2的底部直径为3~6mm,聚光透镜的镜面弧度在0.5~2.5度。圆形圈围栏3主要起到点胶时防止环氧树脂在固化前的流淌外溢。圆形圈围栏3的直径大小直接决定聚光透镜2成型后的直径大小和镜面弧度,圆形圈围栏3的直径越大,聚光透镜2成型后的直径就越大,镜面弧度就越小,反之则聚光透镜2成型后直径就越小,镜面弧度就越大。
28.3d打印后通过紫外固化,紫外固化选用的紫外光波长范围为365~410nm,聚光透镜2固化成型后的邵氏硬度≥40度。
29.较佳的实施例中,圆形圈围栏3通过丝网印刷的方式制备,材质主要是导电银浆,当然也可以为其他导电浆料,具有一定的线宽和高度。具体的,圆形圈围栏3的线宽为0.1~0.5mm,高度为0.05~0.2mm。圆形圈围栏3一方面充当聚光透镜2成型时防止环氧树脂流淌外溢的作用,另一方面充当太阳能电池的正面(即受光面)导电网状电极6。
30.较佳的实施例中,太阳能电池受光面还设置有n型电极引线焊接窗口区4,一般的可以设置在太阳能电池受光面的四个角,n型电极引线焊接窗口区4内填充有导电材料并与导电网状电极6连接,n型电极引线焊接窗口区4的大小在5mm*5mm,n型电极引线焊接窗口区4用于电池片串并联引线焊接。
31.较佳的实施例中,阳能电池的背面通过丝网印刷方式印刷有p型电极5,具体的,可以为在太阳能电池基板1的背面,电极材料主要是导电银浆或导电铝浆或两者的混合物,p型电极5的大小在5mm*5mm。
32.较佳的实施例中,聚光透镜2通过3d打印点胶装置100进行点胶3d打印,如图3所示,3d打印点胶装置100包括多个阵列分布的点胶头7,点胶头7的顶部设置有环氧树脂承载容器8,承载容器8内设置有环氧树脂11,承载容器8顶部设置有脉冲气动装置9,脉冲气动装置9用于在点胶时给环氧树脂承载容器脉冲气压10。
33.具体的,点胶头7的孔径在0.3~1.0mm,点胶头7的个数与所述圆形圈围栏2的个数一一对应,每个点胶头7对准每个圆形圈围栏中心位置。
34.本发明还公开了一种聚光型光伏单元,包括多个上述的聚光型太阳能电池,例如,可以将多个聚光型太阳能电池进行串联或者并联组成聚光型光伏单元。
35.本发明又公开了一种聚光型光伏模块,包括多个上述的聚光型光伏单元,例如,可以将多个聚光型光伏单元进行串联或者并联组成聚光型光伏模块。
36.下面详细描述聚光型太阳能电池的制作流程:
37.首先,利用丝网印刷技术在太阳能电池基板1的正面(即受光面)印刷制备正面导电网状电极6和n型电极引线焊接窗口区4。正面导电网状电极6由多个呈阵列排布的圆形圈围栏3组成,每个圆形圈围栏3的切边与切边之间相互连接并构成网状结构,圆形圈围栏3的内径在3~6mm,材质主要是导电银浆,圆形圈围栏3的线宽尺寸在0.1~0.5mm,高度在0.05~0.2mm。圆形圈围栏3一方面充当聚光透镜2成型时防止环氧树脂11流淌外溢的作用,另一
方面组成网状结构充当太阳能电池基板1的正面导电网状电极6。
38.n型电极引线焊接窗口区4分布在太阳能电池基板1的四个角上,它们与正面导电网状电极6也是互相连接并导通的,n型电极引线焊接窗口区4的大小在5mm*5mm,主要用于制作太阳能电池组件时将电池片与电池片串并联在一起引线焊接用。
39.接着,还是通过丝网印刷技术在太阳能电池基板1的背面印刷制备p型电极5,p型电极5的材料主要是导电银浆或导电铝浆或两者的混合物,p型电极的大小为5mm*5mm。
40.然后,将太阳能电池基板1送入烧结炉中烧结,使正面的正面导电网状电极6与n型电极引线窗口焊接区4的导电银浆,背面的p型电极5的导电浆料烧结在太阳能电池基板1的正背两面,形成欧姆接触。欧姆接触的烧结温度在800~1000℃。
41.接下来,通过3d打印点胶装置将环氧树脂承载容器8中的环氧树脂11通过脉冲气动装置9提供的脉冲气流10的作用下,脉冲挤压容器8中的环氧树脂11,脉冲频率和脉冲时间根据点胶量决定,环氧树脂11在脉冲气流10的挤压推进下从各个点胶头7中流淌至每个圆形圈围栏3内并形成凸透镜状,点胶头7也是呈阵列排布的,并与太阳能电池基板1上的多个圆形圈围栏3一一对应,点胶时每个点胶头7瞄准每个圆形圈围栏3的中心位置,环氧树脂11由中心位置流淌开并在圆形圈围栏3的围圈作用下自成型凸透镜状,点胶头7的孔径在0.3~1.0mm。环氧树脂11的折射率≥1.5,粘稠度在3000~4000mpa.s。
42.最后,通过紫外固化的方式将圆形圈围栏3内的环氧树脂11固化形成聚光透镜2,在太阳能电池的受光面形成呈阵列排布的聚光透镜2,紫外固化选用的紫外光波长范围在365~410nm之间,固化时间由紫外光的光功率决定,固化成型后的聚光透镜2邵氏硬度≥40度。
43.应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1