一种集成水冷挤出大底板电池箱的制作方法
1.本实用新型涉及电池配件技术领域,具体是涉及一种集成水冷挤出大底板电池箱。
背景技术:
2.随着新能源汽车的蓬勃发展,竞争也越来越激烈,每家主机厂都开始建立自己的平台车型,如何使自己的平台更加有吸引力,必须要有相当的新颖度和创新性。另外,新能源车自燃或者受到重击后发生起火爆炸等层出不穷就致使电池包本身要对电芯有足够的保护能力,其中底部球击是最需要关注的点。
3.现有的电池盒或电池箱存在下列问题:
4.1.零件数量和种类多,焊接工艺复杂,成本较高。
5.2.抗底部球击性能较弱,主要采用较厚的板材实现,增加了重量和成本。
6.3.与整车的集成性较弱,电池盒本身具有较高强度来保护内部模组不受破坏,车身底盘又有保护电池包的功能,造成设计过剩,不利于减重。
技术实现要素:
7.基于此,有必要针对现有技术问题,提供一种集成水冷挤出大底板电池箱。
8.为解决现有技术问题,本实用新型采用的技术方案为:
9.一种集成水冷挤出大底板电池箱,包括有大底板焊接总成、水冷堵头组件和整车安装支架;其中,大底板焊接总成包括有第一挤出部、第二挤出部以及水冷流道;第一挤出部和第二挤出部均为内部镂空的板状结构,第二挤出部至少设有一个,第一挤出部设有一对且并列地焊接于第二挤出部两侧,第一挤出部与第二挤出部共同构成板状整体结构;水冷流道沿第一挤出部、第二挤出部的长度方向设置在第一挤出部、第二挤出部的镂空的内腔处,且两端通过水冷堵头组件封堵;整车安装支架安装在大底板焊接总成端面上。
10.优选的,第二挤出部至少具有两个,相互间并排设置,且连接处通过焊接连接,最外侧的两个第二挤出部与第一挤出部焊接。
11.优选的,所述焊接采用fsw焊接。
12.优选的,水冷流道为五个,并排等距地沿着宽度方向分布在第一挤出部、第二挤出部镂空的内腔处;水冷堵头组件包括具有两个端口的第一水冷堵头、具有三个端口的第二水冷堵头、具有五个端口的第三水冷堵头;第一水冷堵头和第二水冷堵头共同堵住第一挤出部、第二挤出部一端的五个流道口,第三水冷堵头堵住五个流道口的另一端;第一水冷堵头、第二水冷堵头均具有串联结构。
13.优选的,第一挤出部、第二挤出部上沿长度方向均布的压铆连接有若干衬套,衬套轴线垂直于第一挤出部、第二挤出部的端面。
14.优选的,大底板焊接总成的焊缝处安装有螺纹端朝上伸出大底板焊接总成端面的底部大螺母,底部大螺母与整车安装支架螺纹连接。
15.本技术相比较于现有技术的有益效果是:
16.1.本专利设计了一种集成了水冷流道的挤出大底板电池箱方案,大底板电池箱通过四块通用挤出截面的底板通过fsw焊接而成,零件种类和数量少,降低成本。
17.2.本专利底板集成了水冷结构,实现箱体承载的同时满足冷却功能。
18.3.本专利为挤出大底板,长度方向可以按需伸缩,实现平台化优点。
19.4.大底板截面为大镂空形式,很好的实现了抗底部球击性能。
20.5.大底板方案扁平化,整体可以降低电池盒高度。
附图说明
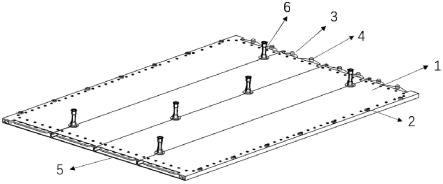
21.图1是大底板电池箱轴测示意图;
22.图2是大底板电池箱爆炸示意图;
23.图3是大底板焊接总成示意图;
24.图4是组成大底板焊接总成挤出单件截面示意图;
25.图5是大底板焊接总成fsw拼焊形式;
26.图6是整车安装支架安装方式示意图;
27.图7是整车连接点衬套连接方式示意图。
28.图中标号为:
29.1-大底板焊接总成;101-水冷流道;102-fsw焊接;103-第一挤出部;104-第二挤出部;
30.2-衬套;
31.3-第一水冷堵头;
32.4-第二水冷堵头;
33.5-第三水冷堵头;
34.6-整车安装支架;
35.7-底部大螺母;
36.8-密封圈。
具体实施方式
37.为能进一步了解本实用新型的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本实用新型作进一步详细描述。
38.如图1-6所示:
39.一种集成水冷挤出大底板电池箱,包括有大底板焊接总成1、水冷堵头组件和整车安装支架6;其中,大底板焊接总成1包括有第一挤出部103、第二挤出部104以及水冷流道101;第一挤出部103和第二挤出部104均为内部镂空的板状结构,第二挤出部104至少设有一个,第一挤出部103设有一对且并列地焊接于第二挤出部104两侧,第一挤出部103与第二挤出部104共同构成板状整体结构;水冷流道101沿第一挤出部103、第二挤出部104的长度方向设置在第一挤出部103、第二挤出部104的镂空的内腔处,且两端通过水冷堵头组件封堵;整车安装支架6安装在大底板焊接总成1端面上。
40.基于上述实施例,本技术通过焊接方式连接在一起的镂空结构的第一挤出部103、
第二挤出部104共同构成的整体结构起到抵抗底部球机的效果的同时减轻了结构整体的重量。取消了内部纵横梁结构,且集成了水冷系统,水冷系统通过外部水冷堵头组件进行串联。挤出成型方式,在纵向有很好的延伸性,无边框形式可以依靠整车对模组进行保护,大底板焊接总成1只承担装载模组功能。
41.进一步的,为了解决如何在采用多个第二挤出部104的情况下构成大底板焊接总成1的问题:
42.第二挤出部104至少具有两个,相互间并排设置,且连接处通过焊接连接,最外侧的两个第二挤出部104与第一挤出部103焊接。
43.基于上述实施例,本技术如图中所示采用一对第二挤出部104的方式与两侧的第一挤出部103连接形成由四块镂空挤出结构组成的所述大底板焊接总成1,根据实际需要可增加第二挤出部104数量。
44.进一步的,为了解决如何更好地进行焊接的问题:
45.所述焊接采用fsw焊接102。
46.基于上述实施例,本技术所用fsw焊接102又叫搅拌摩擦焊,焊接接头热影响区显微组织变化小。残余应力比较低,焊接工件不易变形;能一次完成较长焊缝、大截面、不同位置的焊接。接头高。操作过程方便实现机械化、自动化,设备简单,能耗低,功效高,对作业环境要求低。无需添加焊丝,焊铝合金时不需焊前除氧化膜,不需要保护气体,成本低。可焊热裂纹敏感的材料,适合异种材料焊接。焊接过程安全、无污染、无烟尘、无辐射。此外,还可以通过采用mig焊接、激光焊接等方式实现焊接效果。
47.进一步的,为了解决如何通过水冷堵头组件实现将水冷流道101串联至水冷管路的问题;
48.水冷流道101为五个,并排等距地沿着宽度方向分布在第一挤出部103、第二挤出部104 镂空的内腔处;水冷堵头组件包括具有两个端口的第一水冷堵头3、具有三个端口的第二水冷堵头4、具有五个端口的第三水冷堵头5;第一水冷堵头3和第二水冷堵头4共同堵住第一挤出部103、第二挤出部104一端的五个流道口,第三水冷堵头5堵住五个流道口的另一端;第一水冷堵头3、第二水冷堵头4均具有串联结构。
49.基于上述实施例,本技术的第一水冷堵头3、第二水冷堵头4一端均具有与水冷管路串联的连接管,当第一水冷堵头3、第二水冷堵头4和第三水冷堵头5通过端口塞住流道口后,将连接管外接至水冷管路,即可实现所需的串联式水冷效果。
50.进一步的,为了解决如何实现大底板焊接总成1与整车的连接问题:
51.第一挤出部103、第二挤出部104上沿长度方向均布的压铆连接有若干衬套2,衬套2轴线垂直于第一挤出部103、第二挤出部104的端面。
52.基于上述实施例,本技术通过在第一挤出部103、第二挤出部104上预先铆压衬套2,然后通过衬套2将整个大底板焊接总成1安装到整车上,从而解决了上述问题。
53.进一步的,为了解决如何方便地将整车安装支架6安装至大底板焊接总成1上的问题:
54.大底板焊接总成1的焊缝处安装有螺纹端朝上伸出大底板焊接总成1端面的底部大螺母7,底部大螺母7与整车安装支架6螺纹连接。
55.基于上述实施例,本技术通过底部大螺母7将整车安装支架6固定在大底板焊接总
成1 的焊缝处,可以方便地跟换整车安装支架6,拆装方便。整车安装支架6与大底板焊接总成1 端面接触点还设有密封圈8来提高密封性。
56.以上实施例仅表达了本实用新型的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1