一种电感器的制作方法
1.本实用新型涉及电感器技术领域,尤其涉及一种电感器。
背景技术:
2.电感器是能够把电能转化为磁能并存储起来的元件,随着电子电力技术的不断发展,以及人们对于电感器产品多元化的使用需求,大电流、低损耗以及低成本的电感器产品逐渐受到市场的青睐。电感器线圈的厚宽比越大,则线圈的电阻越小,即损耗越小。
3.为提高线圈的厚宽比,现有技术公开了一种电感器,包括第一线圈以及第二线圈,每一个线圈都由至少两层的导线图案形成,并且每一个线圈都带有覆盖导电图案的表面涂层,表面涂层的外侧设有镀层,以此实现增加线圈厚宽比的效果。另外,为了实现两个线圈之间以及每个线圈与基板之间的绝缘效果,需要在两个线圈之间设置绝缘基板,并在每个线圈与基板之间铺设绝缘膜。
4.上述线圈的制作需要采用真空镀膜、光刻以及电镀沉铜等工艺实现,绝缘膜需要通过丝网印刷、光刻胶曝光和显影或喷射应用等方法制成,另外绝缘基板需要采用例如聚丙二醇基板或铁氧体基板等材料制成,制作工艺较为复杂,并且生产成本较高。因此,如何既能使线圈具有较高的厚宽比,又能简化生产工艺和降低生产成本,是本领域技术人员亟需解决的技术问题。
技术实现要素:
5.本实用新型的一个目的在于提供一种电感器,能够带来提高线圈厚宽比的同时简化生产工艺降低生产成本的技术效果。
6.为达此目的,本实用新型采用以下技术方案:
7.一种电感器,包括基板、第一线圈以及第二线圈,基板设有容纳腔,第一线圈及第二线圈均置于容纳腔内,第一线圈的一侧端面与第二线圈的一侧端面贴合,第一线圈的另一侧端面与容纳腔的内壁贴合,第二线圈的另一侧端面与容纳腔的内壁贴合,第一线圈以及第二线圈均由漆包扁铜线制成。
8.可选地,还包括第一外电极以及第二外电极,基板设有第一切口以及第二切口,第一线圈的绕线端部通过第一切口与第一外电极相连,第二线圈的绕线端部通过第二切口与第二外电极相连。
9.可选地,基板包括第一基板、第二基板以及第三基板,第一基板、第二基板以及第三基板依次堆叠,第二基板设有通孔,通孔与第一基板以及第三基板形成容纳腔。
10.可选地,第一切口及第二切口均开设于第二基板上。
11.可选地,第一基板、第二基板以及第三基板的厚度相等。
12.可选地,基板由非晶软磁合金粉制成。
13.可选地,基板与第一线圈及第二线圈之间的间隙由浆料填充,浆料由非晶软磁合金粉制成。
14.可选地,非晶软磁合金粉的粒径种类为两种以上。
15.有益效果:
16.本实用新型提供的电感器,采用漆包扁铜线制成第一线圈以及第二线圈,一方面能够在提高线圈厚宽比的同时省去真空镀膜、光刻以及电镀沉铜等生产工艺,有效简化了成产流程并降低了生产成本;另一方面铜线采用漆包结构,直接实现了线圈的绝缘效果,使得第一线圈的一个端面能够与第二线圈的一个端面贴合设置,并且第一线圈的另一个端面能够与基板容纳腔的内壁贴合设置,第二线圈的另一个端面也能够与基板容纳腔的内壁贴合设置,省去了绝缘基板以及绝缘膜的设置,有效简化了电感器的结构,同时也简化了生产工艺并降低了生产成本。
附图说明
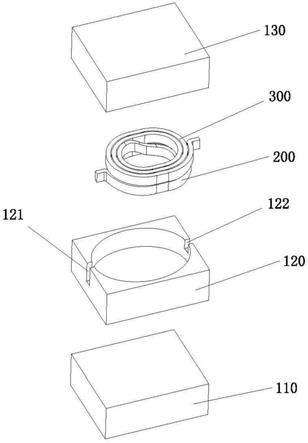
17.图1是本实用新型提供的电感产品的爆炸结构示意图;
18.图2是本实用新型提供的电感产品的组装结构示意图;
19.图3是图2未示出第一外电极和第二外电极的a-a方向的剖视图。
20.图中:
21.100、基板;110、第一基板;120、第二基板;121、第一切口;122、第二切口;130、第三基板;200、第一线圈;300、第二线圈;400、第一外电极; 500、第二外电极。
具体实施方式
22.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
23.在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
24.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
25.在本实施例的描述中,术语“上”、“下”、“右”、等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
26.本实施例提供一种电感器,能够带来提高线圈厚宽比的同时简化生产工艺、降低生产成本的技术效果。
27.具体地,如图1和图2所示,该电感器包括基板100、第一线圈200以及第二线圈300,基板100设有容纳腔,第一线圈200及第二线圈300均置于容纳腔内,且第一线圈200的一侧端面与第二线圈300的一侧端面贴合,第一线圈200 的另一侧端面与容纳腔的内壁贴合,第二线圈300的另一侧端面与容纳腔的内壁贴合,第一线圈200以及第二线圈300均由漆包扁铜线制成。采用漆包扁铜线制作第一线圈200和第二线圈300,一方面使得线圈本身具有较高的厚宽比,省去了为制作较高厚宽比线圈而采用真空镀膜、光刻以及电镀沉铜等工艺,有效简化了生产流程并降低了生产成本;另一方面使得线圈本身具有绝缘效果,进而在电感器的结构上能够实现第一线圈200的一侧端面与第二线圈300的一侧端面直接贴合、第一线圈200的另一侧端面能够与容纳腔的内壁直接贴合以及第二线圈300的另一侧端面能够与容纳腔的内壁直接贴合的效果,省去了在两个线圈之间设置绝缘基板100以及在线圈与容纳腔之间设置绝缘膜的生产工艺,进一步简化了电感器的生产工艺、降低了生产成本并且减小了电感器产品的外形尺寸。
28.可选地,如图1和图2所示,该电感器还包括第一外电极400以及第二外电极500,上述基板100设有第一切口121以及第二切口122,上述第一线圈200 的绕线端部通过第一切口121与第一外电极400相连,第二线圈300的绕线端部通过第二切口122与第二外电极500相连,通过第一外电极400和第二外电极500实现线圈与外界的电连接。
29.可选地,继续参照图1和图2,上述基板100包括第一基板110、第二基板 120以及第三基板130,第一基板110、第二基板120以及第三基板130依次堆叠,第二基板120设有通孔,该通孔与第一基板110及第三基板130形成上述的容纳腔。上述基板100的结构形式,在生产基板100时能够有效简化生产工艺,例如,在同一块生磁带上进行切割,形成三个基板100,在其中一个基板 100上开设通孔,将开设通孔的基板100堆叠在一块未开设通孔的基板100上,向开孔处放置线圈,而后将另一块未开设通孔的基板100堆叠在开设通孔的基板100上即可完成电感产品的组装,可见该结构形式具有简化生产工艺缩短生产周期的效果。
30.进一步地,上述第一切口121和第二切口122均开设在第二基板120上,在同一块基板100上同时开设通孔、第一切口121和第二切口122,进一步简化了基板100的生产工艺。
31.可选地,上述第一基板110、第二基板120以及第三基板130的厚度相等,省去了对于不同厚度的基板100进行分别裁切的工序,进一步简化了基板100 的生产工艺。
32.可选地,上述基板100由非晶软磁合金粉制成,非晶软磁合金粉的磁饱和度较高,由此可以有效提高电感器的饱和电流,进而实现大电流、低损耗的电感器产品特点。
33.进一步地,上述非晶软磁合金粉均采用绝缘包覆处理,以提高基板100的绝缘性能。
34.进一步地,上述基板100与第一线圈200及第二线圈300之间的间隙由浆料填充,该浆料由非晶软磁合金粉制成,进一步提高电感器的饱和电流。优选地,如图3所示,该填充间隙的浆料与上述基板100的用料为同种材料,进一步简化了电感产品的生产工艺。
35.具体地,上述基板100及浆料均由非晶软磁合金粉、增塑剂、粘合剂、固化剂、分散剂以及有机溶剂按照一定比例混合制成,即,基板100采用上述浆料固化形成。采用非晶软磁合金粉与热固性胶黏剂混合的方法,通过高温烘烤固化即可制成基板100,省去了排胶、烧结等工艺,有效降低了生产成本的同时也简化了生产工艺。并且,传统基板制作工艺中,基板经过烧结后胶体排出,磁体电阻率大幅降低,不仅增加了涡流损耗,加工外电极时外电
极也非常容易爬镀,本实施例提供的工艺方法,其生产工艺省去了排胶烧结工艺,胶体烘烤固化后填充于非晶软磁合金粉的颗粒间隙之中,有效提高了电感产品的绝缘性能。再次,在传统工艺中,若干基板的组合连接是通过模压工艺实现的,在模压工艺中,大压力模压非常容易出现线圈外层镀膜破损的问题,进而导致电感器产品短路的问题;本实施例提供的工艺方法,将非晶软磁合金粉与增塑剂、粘合剂、固化剂等溶剂混合制成基板100,因此若干基板100的组装工艺通过简单的低压压合工艺即可实现,降低了线圈漆包线破损率,进而降低了电感器产品短路的风险。
36.可选地,上述非晶软磁合金粉可以是fesicr、fesial、feni或纳米晶中的一种或两种以上的种类混合而成。
37.可选地,上述非晶软磁合金粉的粒径种类为两种以上,较小的粉末颗粒能够填充较大粉末颗粒之间的间隙,进而提高基板100以及填充浆料的密度,提高电感产品的磁导率。在本实施例提供的技术方案中,选取两种粒径的非晶软磁合金粉,在提高基板100密度的同时还能简化生产工艺,当然,在其他实施方案中,可以选取三种、四种或更多种类的粒径。优选地,大粒径的d50值:小粒径的d50值≥2.5,由此可以实现电感产品磁导率较佳的效果。优选地,大粒径与小粒径的比重为75-90%:25-10%,由此也可以实现电感产品磁导率较佳的效果。优选地,大粒径粉末d50≤35μm,在确保基板100厚度极差精度的同时还能够降低电感器损耗。
38.本实施例提供的电感器,采用漆包扁铜线制作第一线圈200和第二线圈300,一方面使得线圈本身具有较高的厚宽比,省去了为制作较高厚宽比线圈而采用真空镀膜、光刻以及电镀沉铜等工艺,有效简化了生产流程并降低了生产成本;另一方面使得线圈本身具有绝缘效果,进而在电感器的结构上能够实现第一线圈200的一侧端面与第二线圈300的一侧端面直接贴合、第一线圈200的另一侧端面能够与容纳腔的内壁直接贴合以及第二线圈300的另一侧端面能够与容纳腔的内壁直接贴合的效果,省去了在两个线圈之间设置绝缘基板100以及在线圈与容纳腔之间设置绝缘膜的生产工艺,进一步简化了电感器的生产工艺、有效降低了生产成本,并且还减小了电感产品的外形尺寸。
39.本实施例还提供一种电感器的制作方法,包括如下步骤:
40.1)制作生磁带;
41.2)切片:对生磁带进行切片制成第一基板110、第三基板130以及第二基板半成品;
42.3)打孔:在第二基板半成品的中间位置上打出通孔、并在通孔相对的两个侧壁上开设第一切口121以及第二切口122制成第二基板120;当然,在其他实施方案中,通孔、第一切口121以及第二切口122可以选取其他位置开设;
43.4)第一次堆叠:将第二基板120堆叠在第一基板110上,第二基板120的通孔与第一基板110形成开口腔;
44.5)线圈植入:向开口腔内放入第一线圈200和第二线圈300,并使第一线圈200的一侧端面与第二线圈300的一侧端面贴合,将第一线圈200的绕线端部放入第一切口121,将第二线圈300的绕线端部放入第二切口122,第一线圈 200以及第二线圈300均由漆包扁铜线制成;
45.6)浆料填充:向第一线圈200、第二线圈300以及开口腔之间的间隙倒入浆料,使凹坑填平,并烘干;
46.7)第二次堆叠:将第三基板130堆叠在第二基板120上并进行第一次压合制成巴块;
47.8)第二次压合:对巴块进行第二次压合;
48.9)切割:对第二次压合完成的巴块进行切割,制成单只产品;
49.10)烘烤固化:对单只产品进行烘烤;
50.11)外电极加工:用银浆涂覆第一切口121以及第二切口122制成外电极。
51.本实施例提供的电感器的制作方法,采用漆包扁铜线制作第一线圈200和第二线圈300,一方面使得线圈本身具有较高的厚宽比,省去了为制作较高厚宽比线圈而采用真空镀膜、光刻以及电镀沉铜等工艺,有效简化了生产流程并降低了生产成本;另一方面使得线圈本身具有绝缘效果,进而在电感器的结构上能够实现第一线圈200的一侧端面与第二线圈300的一侧端面直接贴合、第一线圈200的另一侧端面能够与容纳腔的内壁直接贴合以及第二线圈300的另一侧端面能够与容纳腔的内壁直接贴合的效果,省去了在两个线圈之间设置绝缘基板100以及在线圈与容纳腔之间设置绝缘膜的生产工艺,进一步简化了电感器的生产工艺,并有效降低了生产成本。此外,基板100的制作采用对生磁片切片的方式制成第一基板110、第三基板130以及第二基板半成品,在第二基板半成品上直接打孔制成第二基板120,由此将三个基板100进行堆叠并植入线圈即可完成基板100和线圈的组装,进一步简化了生产工艺并降低了生产成本。
52.上述步骤1)之前,可选地,还可以有配料工艺,具体地,将非晶软磁合金粉、粘合剂以及固化剂混合制成浆料,利用该浆料制作生磁片。非晶软磁合金粉的磁饱和度较高,由此可以有效提高电感器的饱和电流,进而实现大电流、低损耗的电感器产品特点。另外,采用非晶软磁合金粉与热固性胶黏剂混合的方法,通过高温烘烤固化即可制成基板100,省去了排胶、烧结等工艺,有效降低了生产成本的同时也简化了生产工艺。并且,传统基板制作工艺中,基板经过烧结后胶体排出,磁体电阻率大幅降低,不仅增加了涡流损耗,加工外电极时外电极还非常容易爬镀,本实施例提供的工艺方法,其生产工艺省去了排胶烧结工艺,胶体烘烤固化后填充于非晶软磁合金粉的颗粒间隙之中,有效提高了电感产品的绝缘性能。再次,在传统工艺中,若干基板的组装是通过模压工艺实现的,在模压工艺中,大压力模压非常容易出现由线圈外层镀膜破导致的电感器产品短路的问题;本实施例提供的工艺方法,将非晶软磁合金粉与粘合剂及固化剂等溶剂混合制成基板100,因此若干基板100的组装工艺通过简单的低压压合工艺即可实现,降低了线圈漆包线破损的几率,进而降低了电感器产品短路的风险。
53.进一步地,上述步骤6)中的浆料包括非晶软磁合金粉、粘合剂以及固化剂,即,上述步骤6)中填充间隙的浆料与步骤1)中制作生磁带的浆料相同,进一步提高了电感器的饱和电流,进而实现大电流、低损耗的电感器产品特点,另外,使得基板100组装压合工艺更为简单,基板100材料与间隙填充物材料相同,提高了电感产品的整体密度。
54.上述粘合剂及固化剂混合后所制成的料片固化温度须达到150℃以上,可选地,上述粘合剂和固化剂可以是环氧树脂或聚酰亚胺+多氰胺类按一定比例混合而成的高温固化胶。
55.进一步地,上述非晶软磁合金粉可以是fesicr、fesial、feni或纳米晶中的一种或两种以上的种类混合而成。并且上述非晶软磁合金粉的粒径种类为两种以上,较小的粉末
颗粒能够填充较大粉末颗粒之间的间隙,进而提高基板100 以及浆料的密度,提高电感产品的磁导率。在本实施例提供的技术方案中,选取两种粒径的非晶软磁合金粉,在提高基板100密度的同时还能简化生产工艺,当然,在其他实施方案中,可以选取三种、四种或更多种类的粒径。优选地,大粒径:小粒径的d50值≥2.5,由此可以实现电感产品磁导率较佳的效果。优选地,大粒径与小粒径的比重为75-90%:25-10%,由此也可以实现电感产品磁导率较佳的效果。优选地,大粒径粉末d50≤35μm,在确保基板100厚度极差精度的同时还能够降低电感器损耗。
56.可选地,上述非晶软磁合金粉均采用绝缘包覆处理,以提高基板100的绝缘性能。
57.进一步地,上述步骤1)和步骤6)中,生磁带和浆料的成分还包括增塑剂、分散剂以及有机溶剂,提高电感产品整体的强度,并且使得非晶软磁合金粉在浆料中分散得更加均匀。
58.可选地,上述步骤1)中,可以选用流延机将混合好的浆料均匀地涂布在pet膜上,进行烘干以制成生磁带。该生磁带的厚度范围可以是100-300μm,可以根据不同厚度要求进行流延制备。
59.可选地,上述步骤2)中,第一基板110、第三基板130以及第二基板半成品的切片的尺寸可以根据要求而定,以电感器产品常用尺寸6-10英寸为佳,作为优选方案,第一基板110、第三基板130以及第二基板半成品的切片尺寸相同,以简化切片工艺。
60.可选地,上述步骤3)中,可以利用打孔机根据产品设计要求在第二基板半成品上进行打孔。打孔完毕后,还可以利用激光雕刻出步骤9)中切割所需的对位标识。
61.可选地,上述步骤5)中,第一线圈200及第二线圈300可以采用绕线机绕制漆包扁铜线制成,铜线线厚与线宽之比大于2以提高线圈的厚宽比,包裹铜线的漆包膜厚度以3-8μm为佳,且两个线圈的引线引出方式均为外层引出,以简化线圈的植入工序。
62.可选地,上述步骤6)中,可以采用刮板印刷的方式将浆料填充到间隙中,烘干温度为80-100℃,时间为30-60min。
63.可选地,上述步骤7)中,第一次压合的压力为15-20吨,保压时间为20-50s。
64.可选地,上述步骤8)中的第二次压合采用等静压机对巴块进行第二次压合,等静压机的使用能够有效提高对巴块压合的均匀性;第二次压合的压力为 25-40mpa,时间为15-30min,温度为60-90℃,在该温度范围中的压合能够使得基板100以及间隙填充浆料中的粘合剂发生适度的软化,在压力的作用下填充巴块缝隙,提高巴块密度。
65.可选地,上述步骤9)中的切割工艺可以采用划片机对巴块进行切割。
66.可选地,上述步骤10)中,烘烤固化的温度控制在160-200℃,保温2-4 小时,使胶体固化。
67.可选地,上述步骤11)中,银浆采用的是低温固化银浆,能够省去烧银工艺,固化温度为120-200℃,保温时间30-120min,固化后的端银具有良好的附着力和导电性。
68.在上述步骤11)之后,可选地,还可以有步骤12)外电极电镀工艺,具体地,在端银上电镀镍层和锡层,镍层厚度1-5μm,锡层厚度5-12μm,以对端银起到保护的作用。
69.在上述步骤12)之后,可选地,还可以有步骤13)电感产品电性能测试工艺,以提高电感产品出厂合格率。
70.本实施例提供的电感器制作方法,首先,采用漆包扁铜线制作第一线圈200 和第
二线圈300,在使线圈具有较高的厚宽比的同时,还省去了真空镀膜、光刻以及电镀沉铜等工艺,有效简化了生产流程并降低了生产成本,并且对电感器进行组装时,能够实现第一线圈200的一侧端面与第二线圈300的一侧端面直接贴合、第一线圈200的另一侧端面能够与容纳腔的内壁直接贴合以及第二线圈300的另一侧端面能够与容纳腔的内壁直接贴合的效果,省去了在两个线圈之间设置绝缘基板100以及在线圈与容纳腔之间设置绝缘膜的生产工艺,进一步简化了电感器的生产工艺,并有效降低了生产成本。其次,基板100的制作采用对生磁片切片的方式制成第一基板110、第三基板130以及第二基板半成品,在第二基板半成品上直接打孔制成第二基板120,由此将三个基板100进行堆叠并植入线圈即可完成基板100和线圈的组装,进一步简化了生产工艺并降低了生产成本。再次,采用非晶软磁合金粉、粘合剂以及固化剂混合的浆料制成基板100以及基板100与线圈之间填充的浆料,有效提高了电感器的饱和电流,进而实现大电流、低损耗的电感器产品特点,并且采用非晶软磁合金粉与热固性胶黏剂混合的方法,通过高温烘烤固化即可制成基板100,省去了排胶、烧结等工艺,有效降低了生产成本的同时也简化了生产工艺;胶体烘烤固化后填充于非晶软磁合金粉的颗粒间隙之中,有效提高了电感产品的绝缘性能;若干基板100的组装工艺通过简单的低压压合工艺即可实现,降低了线圈漆包线破损的几率,进而降低了电感器产品短路的风险。
71.下面以几组具体参数为例来说明本实施例提供的电感器制作方法:
72.第一个举例
73.电感器外形设计尺寸:l=1.2mm、w=1.0mm、h<0.6mm,电感量为100nh,rdc ≤40mω,额定电流>1a,设计电极线宽45μm,线厚100μm,第一基板110、第二基板120以及第三基板130的厚度均为200μm,该电感器的制作方法包括如下步骤:
74.1)配料:将非晶软磁合金粉、增塑剂、粘合剂、固化剂、分散剂以及有机溶剂按照一定比例混合均匀,形成具有一定粘度的浆料,该非晶软磁合金粉中,粗粉为fesicr,粒径d50为20μm,细粉为feni,粒径d50为3.6μm,粗粉和细粉的质量之比为8:2,且上述非晶软磁合金粉均经绝缘包覆处理,粘合剂及固化剂混合后所制成的料片固化温度为180℃,且为环氧树脂+多氰胺类按一定比例混合而成的高温固化胶。
75.2)制作生磁带:利用流延机将混合好的浆料均匀涂布到厚度为50μm的 pet膜上,烘干,形成厚度为200μm的生磁带,剥离力为10-25g/英寸,烘干参数为60-90℃,速度3-5m/min。
76.3)切片:将生磁带裁切成第一基板110、第三基板130以及第二基板半成品,其长宽均为6英寸;
77.4)打孔:利用打孔机根据设计要求在第二基板半成品指定位置(通常为中心位置)上打出通孔,并在通孔相对的两个侧壁上开设第一切口121以及第二切口122,制成第二基板120。然后利用激光雕刻出后续步骤中切割所需的对位标识;
78.5)第一次堆叠:将第二基板120堆叠在第一基板110上,第二基板120的通孔与第一基板110形成开口腔;
79.6)线圈植入:向开口腔内放入第一线圈200和第二线圈300,并使第一线圈200的一侧端面与第二线圈300的一侧端面贴合,将第一线圈200的绕线端部放入第一切口121,将第二线圈300的绕线端部放入第二切口122,第一线圈 200以及第二线圈300均采用绕线机绕
制漆包扁铜线制成,该漆包扁铜线线宽为 45μm、线厚为100μm、包裹铜线的漆包膜厚度为4μm,且两个线圈的引线引出方式均为外层引出。
80.7)浆料填充:用刮板印刷的方式向第一线圈200、第二线圈300以及开口腔之间的间隙倒入步骤1)配制的浆料,使凹坑填平,在90℃的温度下烘干,烘干时间为50min;
81.8)第二次堆叠:将第三基板130堆叠在第二基板120上并进行第一次压合制成巴块,压合压力为20吨,保压时间30s;
82.9)第二次压合:将巴块放入等静压机中进行第二次压合,压合压力为25mpa,时间30min,温度85℃;
83.10)切割:利用划片机对第二次压合完成的巴块按照步骤4)激光雕刻出的标识进行切割,切割成单只产品;
84.11)烘烤固化:对切割好的单只产品进行烘烤,烘烤温度为200℃,保温 3h,使胶体固化;
85.12)外电极加工:将低温固化银浆涂覆于第一切口121以及第二切口122 外侧,作为内电极引出的外电极,而后进行烘烤,烘烤温度175℃,时间60min。 13)外电极电镀:在端银上电镀镍层和锡层,镍层厚度1-5μm,锡层厚度5-12 μm;
86.14)电性能测试。
87.第二个举例
88.电感器外形设计尺寸:l=2mm、w=1.2mm、h<0.8mm,电感量为1μh,rdc ≤90mω,额定电流>2.5a,设计电极线宽55μm,线厚130μm,第一基板110、第二基板120以及第三基板130的厚度均为260μm,该电感器的制作方法包括如下步骤:
89.1)配料:将非晶软磁合金粉、增塑剂、粘合剂、固化剂、分散剂以及有机溶剂按照一定比例混合均匀,形成具有一定粘度的浆料,该非晶软磁合金粉中,粗粉为纳米晶,粒径d50为18μm,细粉为fesial,粒径d50为4μm,粗粉和细粉的质量之比为75:25,且上述非晶软磁合金粉均经绝缘包覆处理,粘合剂及固化剂混合后所制成的料片固化温度为180℃,且为环氧树脂+多氰胺类按一定比例混合而成的高温固化胶。
90.2)制作生磁带:利用流延机将混合好的浆料均匀涂布到厚度为50μm的 pet膜上,烘干,形成厚度为260μm的生磁带,剥离力为10-25g/英寸,烘干参数为60-90℃,速度3-5m/min。
91.3)切片:将生磁带裁切成第一基板110、第三基板130以及第二基板半成品,其长宽均为6英寸;
92.4)打孔:利用打孔机根据设计要求在第二基板半成品指定位置(通常为中心位置)上打出通孔,并在通孔相对的两个侧壁上开设第一切口121以及第二切口122,制成第二基板120。然后利用激光雕刻出后续步骤中切割所需的对位标识;
93.5)第一次堆叠:将第二基板120堆叠在第一基板110上,第二基板120的通孔与第一基板110形成开口腔;
94.6)线圈植入:向开口腔内放入第一线圈200和第二线圈300,并使第一线圈200的一侧端面与第二线圈300的一侧端面贴合,将第一线圈200的绕线端部放入第一切口121,将第二线圈300的绕线端部放入第二切口122,第一线圈 200以及第二线圈300均采用绕线机绕制漆包扁铜线制成,该漆包扁铜线线宽为 55μm、线厚为130μm、包裹铜线的漆包膜厚度为4μ
m,且两个线圈的引线引出方式均为外层引出。
95.7)浆料填充:用刮板印刷的方式向第一线圈200、第二线圈300以及开口腔之间的间隙倒入步骤1)配制的浆料,使凹坑填平,在90℃的温度下烘干,烘干时间为50min;
96.8)第二次堆叠:将第三基板130堆叠在第二基板120上并进行第一次压合制成巴块,压合压力为15吨,保压时间50s;
97.9)第二次压合:将巴块放入等静压机中进行第二次压合,压合压力为40mpa,时间20min,温度85℃;
98.10)切割:利用划片机对第二次压合完成的巴块按照步骤4)激光雕刻出的标识进行切割,切割成单只产品;
99.11)烘烤固化:对切割好的单只产品进行烘烤,烘烤温度为180℃,保温 4h,使胶体固化;
100.12)外电极加工:将低温固化银浆涂覆于第一切口121以及第二切口122 外侧,作为内电极引出的外电极,而后进行烘烤,烘烤温度180℃,时间60min。
101.13)外电极电镀:在端银上电镀镍层和锡层,镍层厚度1-5μm,锡层厚度5-12μm;
102.14)电性能测试。
103.第三个举例
104.电感器外形设计尺寸:l=1.2mm、w=1.0mm、h<0.6mm,电感量为1μh,rdc ≤190mω,额定电流>1.0a,设计电极线宽35μm,线厚90μm,第一基板110、第二基板120以及第三基板130的厚度均为180μm,该电感器的制作方法包括如下步骤:
105.1)配料:将非晶软磁合金粉、增塑剂、粘合剂、固化剂、分散剂以及有机溶剂按照一定比例混合均匀,形成具有一定粘度的浆料,该非晶软磁合金粉中,粗粉为纳米晶,粒径d50为24μm,细粉为纳米晶,粒径d50为5μm,粗粉和细粉的质量之比为9:1,且上述非晶软磁合金粉均经绝缘包覆处理,粘合剂及固化剂混合后所制成的料片固化温度为180℃,且为环氧树脂+多氰胺类按一定比例混合而成的高温固化胶。
106.2)制作生磁带:利用流延机将混合好的浆料均匀涂布到厚度为50μm的 pet膜上,烘干,形成厚度为180μm的生磁带,剥离力为10-25g/英寸,烘干参数为60-90℃,速度3-5m/min。
107.3)切片:将生磁带裁切成第一基板110、第三基板130以及第二基板半成品,其长宽均为6英寸;
108.4)打孔:利用打孔机根据设计要求在第二基板半成品指定位置(通常为中心位置)上打出通孔,并在通孔相对的两个侧壁上开设第一切口121以及第二切口122,制成第二基板120。然后利用激光雕刻出后续步骤中切割所需的对位标识;
109.5)第一次堆叠:将第二基板120堆叠在第一基板110上,第二基板120的通孔与第一基板110形成开口腔;
110.6)线圈植入:向开口腔内放入第一线圈200和第二线圈300,并使第一线圈200的一侧端面与第二线圈300的一侧端面贴合,将第一线圈200的绕线端部放入第一切口121,将第二线圈300的绕线端部放入第二切口122,第一线圈 200以及第二线圈300均采用绕线机绕制漆包扁铜线制成,该漆包扁铜线线宽为 35μm、线厚为90μm、包裹铜线的漆包膜厚度为6μm,且两个线圈的引线引出方式均为外层引出。
111.7)浆料填充:用刮板印刷的方式向第一线圈200、第二线圈300以及开口腔之间的间隙倒入步骤1)配制的浆料,使凹坑填平,在90℃的温度下烘干,烘干时间为50min;
112.8)第二次堆叠:将第三基板130堆叠在第二基板120上并进行第一次压合制成巴块,压合压力为18吨,保压时间40s;
113.9)第二次压合:将巴块放入等静压机中进行第二次压合,压合压力为30mpa,时间30min,温度75℃;
114.10)切割:利用划片机对第二次压合完成的巴块按照步骤4)激光雕刻出的标识进行切割,切割成单只产品;
115.11)烘烤固化:对切割好的单只产品进行烘烤,烘烤温度为185℃,保温 3.5h,使胶体固化;
116.12)外电极加工:将低温固化银浆涂覆于第一切口121以及第二切口122 外侧,作为内电极引出的外电极,而后进行烘烤,烘烤温度180℃,时间60min。
117.13)外电极电镀:在端银上电镀镍层和锡层,镍层厚度1-5μm,锡层厚度 5-12μm;
118.14)电性能测试。
119.以下为对上述三个举例的电感器产品的电性能测试数据,其中,样品1为第一个举例的产品,样品2为第二个举例的产品,样品3为第三个举例的产品:
120.项目样品1样品2样品3产品尺寸l/mm1.212.081.21产品尺寸w/mm1.021.211.03产品尺寸h/mm0.570.730.52电感量l/nh100.281001.121000.25rdc/mω2875178额定电流1.22.91.1
121.通过以上数据可以发现,用本方法制作的产品性能一致性好,满足设计要求。
122.显然,本实用新型的上述实施例仅仅是为了清楚说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1