一种折极耳机构的制作方法
1.本实用新型涉及电池生产设备,具体的说,涉及了一种折极耳机构。
背景技术:
2.电池极耳的自动化处理,是电池生产过程中的重要一环,他能够极大的提升电池的生产效率。
3.目前,关于电池极耳的自动化处理设备众多,如电池极耳的整形、检测、切割、折极耳等,这些自动化过程都是独立完成的,因此需要最大限度的避免各个过程中存在的错漏问题。
4.其中,折极耳的过程,目前是通过一个压头组件,倾斜的或垂直的对极耳进行挤压,使极耳变形,实现弯折,但是,倾斜的方式会导致极耳单次弯折不充分,需要二次补充弯折,增加了工序,降低了效率,而垂直弯折的方式容易导致极耳损坏,降低了良品率。
5.为了解决以上提出的问题,本领域技术人员在寻找一种更简单、成本更低廉、效果更好的手机辅助类的游戏设备。
技术实现要素:
6.本实用新型的目的是针对现有技术的不足,从而提供一种空间紧凑、自动化程度高、前后动作联动、效率大幅提升的折极耳机构。
7.为了实现上述目的,本实用新型所采用的技术方案是:一种折极耳机构,包括下部支撑平台、第一折弯机构和第二折弯机构;
8.所述下部支撑平台设置于转盘的下方,所述下部支撑平台包括底座、抬升气缸和设于抬升气缸顶端的支撑台面;
9.所述第一折弯机构包括折弯机架、电机驱动升降组件、电机驱动水平移动组件、气缸和折弯组件,所述电机驱动水平移动组件安装在电机驱动升降组件的动作端,所述气缸和折弯组件安装在电机驱动水平移动组件的动作端;
10.所述折弯组件包括折弯支架、折弯支杆、折弯头和限位底板,所述限位底板安装在折弯支架的底端,所述折弯支杆的中部铰接在折弯支架上,所述折弯头固定在折弯支杆的前端,所述折弯支杆的尾端与气缸的伸缩端铰接,所述气缸的尾端安装在电机驱动水平移动组件的动作端,初始状态下,折弯头抵接在限位底板上,折弯动作下,气缸推动折弯支杆绕铰接点转动,使折弯头向上翻转;
11.所述第二折弯机构包括设于转盘上方的下压折弯组件,所述下压折弯组件包括下压气缸和设置在下压气缸端部的压头。
12.基上所述,所述气缸的尾端通过一连杆安装在电机驱动水平移动组件的动作端。
13.基上所述,所述压头上设置有导向薄片,所述支撑台面上对应所述导向薄片设置有导向槽。
14.本实用新型相对现有技术具有实质性特点和进步,具体的说,本实用新型通过电
机驱动的升降和水平移动组件,控制折弯组件的前后上下运动,运动精度更高,然后通过气缸和折弯组件的杠杆式运动,使折弯头的运动轨迹呈自下而上的圆弧状,可保证极耳向上弯折时的确定性,避免直接下压导致极耳形变不确定的问题,既能够保证弯折效率,又提高了良品率;而第二折弯机构则用于将一次折弯后的极耳进行二次折弯,二次折弯采用直接压弯。
15.采用这种折极耳的结构,使得折极耳的动作更加顺滑,折极耳的效果更好。
附图说明
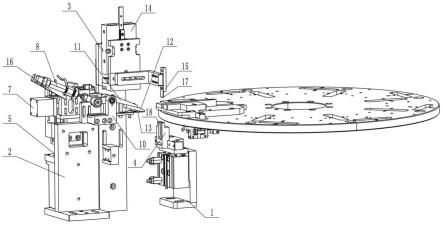
16.图1是本实用新型中折极耳单元的结构示意图之一。
17.图2是本实用新型中折极耳单元的结构示意图之二。
18.图中:1.下部支撑平台;2.第一折弯机构;3.第二折弯机构;4.支撑台面;5.折弯机架;6.电机驱动升降组件;7.电机驱动水平移动组件;8.气缸; 10.折弯支架;11.折弯支杆;12.折弯头;13.限位底板;14.下压气缸;15. 压头;16.连杆;17.导向薄片;18.导向槽。
具体实施方式
19.下面通过具体实施方式,对本实用新型的技术方案做进一步的详细描述。
20.如图1-图2所示,一种折极耳机构,包括下部支撑平台1、第一折弯机构2和第二折弯机构3,所述下部支撑平台1设置于转盘2-1的下方,所述下部支撑平台1包括底座、抬升气缸3和设于抬升气缸3顶端的支撑台面4;
21.所述第一折弯机构2包括折弯机架5、电机驱动升降组件6、电机驱动水平移动组件7、气缸8和折弯组件,所述电机驱动水平移动组件7安装在电机驱动升降组件6的动作端,所述气缸8和折弯组件安装在电机驱动水平移动组件7的动作端,所述折弯组件包括折弯支架10、折弯支杆11、折弯头12 和限位底板13,所述限位底板13安装在折弯支架10的底端,所述折弯支杆 11的中部铰接在折弯支架10上,所述折弯头12固定在折弯支杆11的前端,所述折弯支杆11的尾端与气缸8的伸缩端铰接,所述气缸8的尾端安装在电机驱动水平移动组件7的动作端,初始状态下,折弯头12抵接在限位底板13 上,折弯动作下,气缸8推动折弯支杆11绕铰接点转动,使折弯头12向上翻转;
22.所述第二折弯机构3包括设于转盘上方的下压折弯组件,所述下压折弯组件包括下压气缸14和设置在下压气缸端部的压头15。
23.为了进一步使折极耳的动作顺滑,所述气缸8的尾端通过一连杆16安装在电机驱动水平移动组件的动作端。
24.为了保证第二次弯折的精度,所述压头15上设置有导向薄片17,所述支撑台面上对应所述导向薄片设置有导向槽18。
25.折极耳的工作过程如下:
26.当电池芯转移至折极耳机构时,抬升气缸3抬升,支撑台面4将电池芯托起,然后第一折弯机构2中的电机驱动升降组件6、电机驱动水平移动组件 7连续移动,使折弯组件向极耳处靠近,在此过程中,气缸8推动折弯支杆11做杠杆运动,驱动折弯头12做向上抬起的动作,在电机驱动升降组件6、电机驱动水平移动组件7和气缸8的连续作用下,折弯头12做自下而上的曲线式上抬动作,并经过极耳位置,将极耳向上弯折一次并紧贴在电池芯的前
端,然后第二折弯机构3中的下压气缸14动作,带动压头15下压,将超出电池芯顶部的极耳部分压紧在电池芯的上端,完成极耳的弯折过程。
27.最后应当说明的是:上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下做出各种变化。
技术特征:
1.一种折极耳机构,其特征在于:它包括下部支撑平台、第一折弯机构和第二折弯机构;所述下部支撑平台设置于转盘的下方,所述下部支撑平台包括底座、抬升气缸和设于抬升气缸顶端的支撑台面;所述第一折弯机构包括折弯机架、电机驱动升降组件、电机驱动水平移动组件、气缸和折弯组件,所述电机驱动水平移动组件安装在电机驱动升降组件的动作端,所述气缸和折弯组件安装在电机驱动水平移动组件的动作端;所述折弯组件包括折弯支架、折弯支杆、折弯头和限位底板,所述限位底板安装在折弯支架的底端,所述折弯支杆的中部铰接在折弯支架上,所述折弯头固定在折弯支杆的前端,所述折弯支杆的尾端与气缸的伸缩端铰接,所述气缸的尾端安装在电机驱动水平移动组件的动作端,初始状态下,折弯头抵接在限位底板上,折弯动作下,气缸推动折弯支杆绕铰接点转动,使折弯头向上翻转;所述第二折弯机构包括设于转盘上方的下压折弯组件,所述下压折弯组件包括下压气缸和设置在下压气缸端部的压头。2.根据权利要求1所述的折极耳机构,其特征在于:所述气缸的尾端通过一连杆安装在电机驱动水平移动组件的动作端。3.根据权利要求2所述的折极耳机构,其特征在于:所述压头上设置有导向薄片,所述支撑台面上对应所述导向薄片设置有导向槽。
技术总结
本实用新型提供了一种折极耳机构,包括下部支撑平台、第一折弯机构和第二折弯机构,第一折弯机构包括折弯机架、电机驱动升降组件、电机驱动水平移动组件、气缸和折弯组件,折弯组件包括折弯支架、折弯支杆、折弯头和限位底板,限位底板安装在折弯支架的底端,折弯支杆的中部铰接在折弯支架上,折弯头固定在折弯支杆的前端,折弯支杆的尾端与气缸的伸缩端铰接,气缸的尾端安装在电机驱动水平移动组件的动作端;第二折弯机构包括设于转盘上方的下压折弯组件,下压折弯组件包括下压气缸和设置在下压气缸端部的压头。该折极耳机构通过双向电机配合气缸的方式实现折弯动作更加合理,避免极耳折坏,优化弯折良率的优点。优化弯折良率的优点。优化弯折良率的优点。
技术研发人员:陈均波 吴维森 肖杨
受保护的技术使用者:深圳悦动力机电科技有限公司
技术研发日:2021.11.26
技术公布日:2022/6/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1