贴片机的预热装置以及贴片机的制作方法
1.本实用新型涉及半导体的封装工艺,具体涉及一种贴片机的预热装置以及贴片机。
背景技术:
2.近年来,随着电子技术的高速发展,以便携式消费类产品为代表的电子市场需求暴涨,对半导体封装中的进一步高密度安装技术的需求日益增加。qfn封装是一种用于表面贴装的无引脚封装技术,用qfn封装的产品具有体积小、重量轻、适合便携式应用的特点,且封装后的结构具有优异的电性能和热性能。所以,qfn封装方式能满足it设备的小型化、薄型化和多功能化需求,为此,qfn封装在少引脚类型的封装中被广泛采用。
3.然而,当前引线框架在贴片时容易产生变形翘曲的问题。
技术实现要素:
4.为了解决现有技术中存在的技术问题,本实用新型的实施例提供了一种贴片机的预热装置以及贴片机,通过对所述引线框架进行预热,能有效避免在贴片过程中的翘曲变形以及折痕的现象。
5.根据本实用新型的一个方面,提供一种贴片机的预热装置,包括:预热轨道,用于放置引线框架;以及预热组件,位于所述预热轨道下方,用于预热所述引线框架;其中,所述预热轨道能够相对于所述预热组件上下移动,当所述预热轨道移动到高位时,所述引线框架与所述预热组件相分离,当所述预热轨道移动到低位时,所述引线框架与所述预热组件相接触。
6.可选地,所述预热装置还包括预热轨道驱动装置,用于驱动所述预热轨道上下移动。
7.可选地,所述预热轨道驱动装置包括皮带传动组件和凸轮,通过所述皮带传动组件带动所述凸轮转动来驱动所述预热轨道上下移动。
8.可选地,所述预热轨道驱动装置还包括用于驱动所述皮带传动组件的步进电机。
9.可选地,所述预热装置还包括用于支撑所述预热轨道的支撑板,所述凸轮抵靠所述支撑板的底表面。
10.可选地,所述预热轨道通过轨道支撑件安装到所述支撑板。
11.可选地,所述预热轨道包括相对平行布置的两个导轨。
12.可选地,所述预热组件包括预热模块和安装到所述预热模块上的预热模具,所述预热模块用于加热所述预热模具,所述预热模具用于接触所述引线框架,以预热所述引线框架。
13.可选地,所述预热模块包括多个电加热器和/或热电偶。
14.根据本实用新型的另一个方面,提供一种贴片机。所述贴片机包括:预热装置,用于对引线框架进行预热;贴片装置,用于对胶带进行预热,将所述引线框架放置于所述胶带
上,并对所述引线框架进行贴片;以及冷却装置,用于对所述引线框架进行冷却。
15.与现有技术相比,本实用新型的实施例的技术方案具有以下优点:
16.在所述预热装置中,所述预热轨道能够相对于所述预热组件上下移动,当所述预热轨道移动到高位时,所述引线框架与所述预热组件相分离,当所述预热轨道移动到低位时,所述引线框架与所述预热组件相接触。通过所述预热组件对所述引线框架进行预热,能有效避免在贴片过程中的翘曲变形以及折痕的现象。
附图说明
17.本实用新型的其它特征以及优点将通过以下结合附图详细描述的可选实施方式更好地理解,附图中相同的标记表示相同或相似的部件,其中:
18.图1示出了根据本实用新型的一个实施例的贴片机的预热装置的前视图;以及
19.图2示出了根据本实用新型的一个实施例的贴片机的预热装置的侧视图。
具体实施方式
20.下面详细讨论实施例的实施和使用。然而,应当理解,所讨论的具体实施例仅仅示范性地说明实施和使用本实用新型的特定方式,而非限制本实用新型的范围。在描述时各个部件的结构位置例如上、下、顶部、底部等方向的表述不是绝对的,而是相对的。当各个部件如图中所示布置时,这些方向表述是恰当的,但图中各个部件的位置改变时,这些方向表述也相应改变。
21.根据本实用新型的实施例,提供一种贴片机的预热装置,包括:预热轨道,用于放置引线框架;以及预热组件,位于所述预热轨道下方,用于预热所述引线框架;其中,所述预热轨道能够相对于所述预热组件上下移动,当所述预热轨道移动到高位时,所述引线框架与所述预热组件相分离,当所述预热轨道移动到低位时,所述引线框架与所述预热组件相接触。通过所述预热组件对所述引线框架进行预热,能有效避免在贴片过程中的翘曲变形以及折痕的现象。
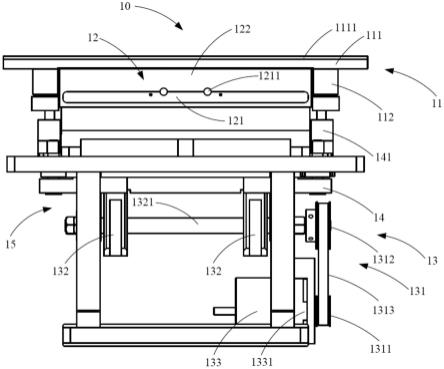
22.图1示出了根据本实用新型的一个实施例的贴片机的预热装置10的前视图。图2示出了根据本实用新型的一个实施例的贴片机的预热装置10的侧视图。
23.如图1到图2中所示,预热装置10包括预热轨道11和预热组件12。预热轨道11包括相对平行布置的两个导轨111,用于放置引线框架,导轨111上设有轨道槽1111,引线框架能够沿着轨道槽1111自由移动。预热组件12位于预热轨道11下方,用于预热引线框架。
24.其中,预热轨道11能够相对于预热组件12上下移动,当预热轨道11移动到高位时,引线框架与预热组件12相分离,引线框架可以沿着轨道槽1111移动到相邻的其它装置;当预热轨道11移动到低位时,引线框架与预热组件12相接触,通过预热组件12与引线框架相接触来对引线框架进行预热,轨道槽1111能够将轨道槽1111内的引线框架压在预热组件12上,使引线框架平整地接触预热组件12并防止其自由移动,从而达到均匀加热的目的。
25.在一些实施例中,预热装置10还包括预热轨道驱动装置13,用于驱动预热轨道11上下移动。预热轨道驱动装置13包括皮带传动组件131和一对凸轮132,通过皮带传动组件131带动这一对凸轮132转动来驱动预热轨道11上下移动,这一对凸轮132之间通过凸轮轴1321连接并同轴转动。预热轨道驱动装置13还包括用于驱动皮带传动组件131的步进电机
133。
26.皮带传动组件131包括主动带轮1311、从动带轮1312、绕设于主动带轮1311与从动带轮1312之间的皮带1313。主动带轮1311安装在步进电机133的电机轴1331上,从动带轮1312安装在凸轮轴1321上。当步进电机133工作时,步进电机133通过电机轴1331带动主动带轮1311转动,主动带轮1311通过皮带1313带动从动带轮1312转动,从动带轮1312通过凸轮轴1321带动凸轮132转动,从而驱动预热轨道11上下移动。通过控制步进电机133驱动曲线实现引线框架平稳上下移动,避免启停冲击造成引线框架移位变形。
27.在一些实施例中,预热装置10还包括用于支撑预热轨道11的支撑板14,凸轮132抵靠支撑板14的底表面。支撑板14上设有支撑架141,预热轨道11的底部设有轨道支撑件112,轨道支撑件112安装到支撑架141上。步进电机133通过皮带传动组件131,带动一对凸轮132转动来推动支撑板14,再推动轨道支撑件112来实现预热轨道11的上下移动。
28.在一些实施例中,预热组件12包括预热模块121和安装到预热模块121上的预热模具122。预热模块121可以包括多个电加热器和/或热电偶1211,用于加热预热模具122,预热模具122用于接触引线框架,以预热引线框架。
29.在一些实施例中,引线框架的预热温度为150℃~200℃,引线框架的预热升温速率在8℃/s~15℃/s,引线框架的预热时间为10s~25s。
30.在一些实施例中,引线框架的预热温度选择180℃,最大预热升温速率为11℃/s,引线框架的预热时间控制在10s~25s之内。
31.在一些实施例中,所述引线框架可以是铜合金引线框架,表面处理有镀镍钯金、镀银或粗化处理等多种处理方式。由于所述引线框架受热均匀所用的时长和所述引线框架的材料及厚度都相关,所以采用不同的引线框架需要选择不同的温度、升温速率及时间,但一般情况下,所述引线框架的预热温度不要超过260℃,因为常见的铜引线框架超过260℃易发生快速氧化。
32.在一些实施例中,预热装置10还包括预热机架15,用于安装预热轨道11、预热组件12以及预热轨道驱动装置13。预热装置10通过预热机架15安装到贴片机的机架上。
33.根据本实用新型的另一个方面,提供一种贴片机。所述贴片机包括:预热装置,用于对引线框架进行预热;贴片装置,用于对胶带进行预热,将所述引线框架放置于所述胶带上,并对所述引线框架进行贴片;以及冷却装置,用于对贴片后的所述引线框架进行冷却。
34.在一些实施例中,所述贴片机还包括输送装置,用于在预热装置、贴片装置和冷却装置之间输送所述引线框架。
35.在一些实施例中,通过对胶带进行预热,贴片前胶带已经处于较高温度,已经充分烘干水分并发生足够的热膨胀,在贴片时胶带的形变已经比较稳定,就可以有效避免在贴片时由于胶带发生热膨胀而导致的贴片后的引线框架翘曲的现象。
36.在一些实施例中,通过对引线框架进行预热,能有效避免在贴片过程中的翘曲变形以及折痕的现象。
37.在一些实施例中,对完成贴片的引线框架进行加速冷却,通过加压和快速冷却,降低在冷却时引线框架和胶带翘曲变形的程度,旨在保持贴片后引线框架的平整度。
38.以上已揭示本实用新型的技术内容及技术特点,然而可以理解,在本实用新型的创作思想下,本领域的技术人员可以对上述公开的构思作各种变化和改进,但都属于本实
用新型的保护范围。上述实施方式的描述是例示性的而不是限制性的,本实用新型的保护范围由权利要求所确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1