管状大电流母端子的制作方法
1.在大电流电端子领域,圆型端子通常通过机械加工制成。然而,通过去除圆型端子各个部分中的材料来机械加工圆型端子使得机械加工过程低效、生产率低且成本高。而且,由于刀片式母端子的现有设计或结构布置的复杂性且由于它们的载流能力,刀片式母端子非常少,特别是在超大电流应用中。
2.随着新能源技术的快速发展,对更高效、更可靠、成本更低的大电流电连接技术的需求不断增加,尤其是在电池电动车辆(bev)汽车工业中。
3.因此,本发明总体上针对一种管状大电流母端子。本发明的管状大电流母端子具有薄型(low profile)、简单、一件式且一体的管状构造或结构布置,其适用于连接例如刀片式或圆针式公端子。本发明的管状大电流母端子的单端子设计或结构布置被提供,以在本发明的管状大电流母端子连接到高压电缆时允许多个端接连接选项和多方向选项。本发明的管状大电流母端子可以由预制铜管等制成。它可以很容易地以高精度和高生产率制造,具有坚实和强固的结构布置或设计,以用于引导、支撑和保护插入和容纳在其中的芯端子的基本柔性的弹簧元件,使得柔性的和多个触点能够由芯端子保护,以便可靠连接。
背景技术:
4.对于大电流连接器,公端子和母端子之间需要多个但独立的弹簧触头,以最小化接触电阻。工业上通常具有两种类型的端子,这取决于公端子的形状(即刀片式公端子或圆柱形公端子)。关于与圆柱形公端子配合的常规大电流连接器,主要通过机加工来制作母端子的圆柱形外端子,这由于机械加工过程中去除大量材料废料而造成浪费,并且制造成本高。有一些圆柱形母端子由金属片材冲压成型。然而,这种圆柱形母端子不够强固,并且它们容易变形并且不能承载非常大的电流。例如,通过冲压成型制成的用于与刀片式公端子配合的盒式母端子表现出源于常规装置的上述弱点或缺陷。
技术实现要素:
5.本发明的管状大电流母端子大体上包括外端子和容纳在其中的芯端子,芯端子具有多个弹簧元件。外端子优选地由无缝的铜管制成,并且可以与例如刀片式公端子或圆型公端子配合或连接。此外,母端子可以以任何取向或方向与公端子配合或连接。外端子的端接部可以通过焊接、压接、机械紧固等连接到另一电导体(例如,母线端子、高压电缆等)。
附图说明
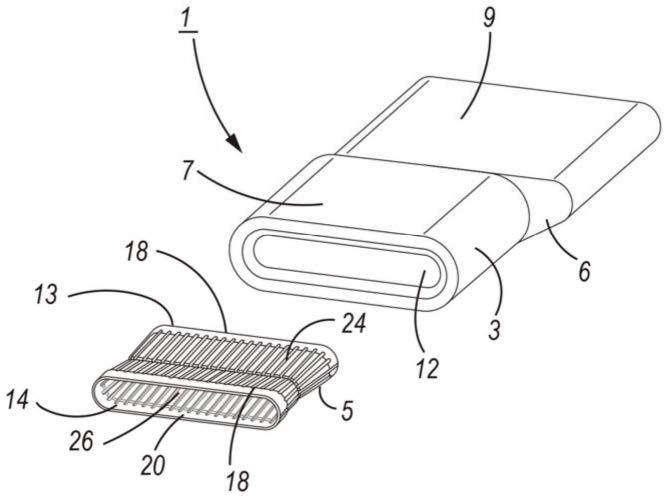
6.图1是本发明的管状大电流母端子的第一实施例的透视图,其具有无缝管状外端子和芯端子,外端子具有用于在其中接收至少第一类型的芯端子的长形配合部,并且还具有用于连接到高压电缆或电导体(例如,母线端子等)的端接部。
7.图2是本发明的管状大电流母端子的第一实施例的透视图,其具有外端子和芯端子,外端子具有用于在其中接收至少第二类型的芯端子的长形配合部,并且还具有用于连
接高压电缆或电部件的端接部。
8.图3是本发明的管状大电流母端子的第一实施例的分解图,示出第二类型的芯端子和用于插入其中的长形刀片式公端子。
9.图4是本发明的管状大电流母端子的第一实施例的分解图,其中第二类型的芯端子插入长形配合部中,并且长形刀片式公端子插入芯端子中。
10.图5是第一类型芯端子的透视图,其具有长形开口和多个弹簧触头以接收刀片式公端子并与刀片式公端子配合。
11.图6是第二类型的芯端子的透视图,其具有长形开口和多个弹簧触头以接收刀片式公端子并与刀片式公端子配合,并且还具有附接到管状外端子的长形开口的闩锁构件。
12.图7是第三类型的芯端子的透视图,其具有长形开口和多个弹簧触头以接收刀片式公端子并与刀片式公端子配合,示出沿长形开口的闩锁构件,并且进一步示出芯端子在插入方向的前端处折叠。
13.图8是本发明的管状大电流母端子的第一实施例的分解图,示出用于插入长形配合部中的第三类型的芯端子的前端,以及待插入芯端子中的长形刀片式公端子。
14.图9a例示如下结构布置:其中本发明的管状大电流母端子的第一实施例的外端子的端接部连接到电缆,使得管状大电流母端子延伸所沿的纵向方向和电缆延伸所沿的纵向方向是垂直的。
15.图9b例示如下结构布置:其中本发明的管状大电流母端子的第一实施例的外端子的端接部连接到电缆,使得管状大电流母端子延伸所沿的纵向方向和电缆延伸所沿的纵向方向是平行的。
16.图10例示如下结构布置:其中本发明的两个管状大电流母端子的外端子的端接部紧固在一起,使得管状大电流母端子延伸所沿的、两个公端子的纵向方向或插入方向是垂直的。
17.图11是本发明的管状大电流母端子的第二实施例的分解图,示出在其相反端处的长形配合部,以及待以180
°
的配合方向分别插入外端子的长形配合部中的长形刀片式公端子。
18.图12a是本发明的管状大电流母端子的第三实施例的分解图,示出在其相反端处的长形配合部,以及待以任何预设角度的配合方向分别插入外端子的长形配合部中的长形刀片式公端子。
19.图12b是本发明的管状大电流母端子的第四实施例的分解图,示出在其相反端处的长形配合部,以及待以基本90
°
角度的配合方向分别插入外端子的长形配合部中的长形刀片式公端子。
20.图13是本发明的管状大电流母端子的第五实施例的透视图,示出圆柱形管形式的外端子的端接部,端接部的圆柱形部分能通过压接附接到高压电缆。
21.图14是本发明的管状大电流母端子的第六实施例的分解图,示出用于在其中接收圆柱型公端子的圆柱管形式的管状配合部,并且进一步示出能附接到高压电缆或电导体(例如,母线端子等)的外端子的端接部。
具体实施方式
22.图1例示本发明的管状大电流母端子的第一实施例,其总体以附图标记1指代,具有外端子3和芯端子5。外端子3包括长形配合部7和端接部9。长形配合部7和端接部9在两者之间通过过渡部6一体地联结。长形配合部7具有无缝的长形开口12,以允许芯端子5从中穿过以便最终容纳在长形配合部7内,如稍后将讨论的。也如稍后讨论的,端接部9能附接到电缆或电导体。图1示出第一类型的芯端子5。术语“长形”在本文中被定义为具有如下尺寸的构件,其中该构件的宽度大于其厚度。
23.大电流母端子1具有管状设计,其整体轮廓可以高精度容易地预制,并且被预制成在其中装配长形公端子(例如,如后面所述的,长形刀片式公端子或伸长的圆柱型公端子)。
24.过渡部6中的材料切口8是为了在外端子3的制造中简化并促进具有不同轮廓的配合部7和端接部9的成型过程。
25.外端子3优选地是单件、薄型,并且在结构或构造上强固以在芯端子5插入外端子3中时引导、支撑和保护芯端子5。外端子3还优选地由预制无缝管制成,且无需机械加工,如前所述,机械加工不太高效且生产率低。
26.芯端子5包括多个弹簧触头24、26,稍后将更充分讨论。芯端子5在其相反端中的各端处具有长形开口13、14,该长形开口13、14配合以装配在外端子3的长形配合部7的长形开口12内。芯端子5的每个长形开口13、14具有两个纵向侧18、20,用于与长形刀片式公端子配合,这也将在后面讨论。
27.图2示出本发明的管状大电流母端子1的第一实施例,除了第二类型的芯端子30之外,其具有与上面关于图1所述的相似的构件或部件。图2示出第二类型的芯端子30,与第一类型的芯端子5一样,具有多个弹簧触头34、36,以及配合以装配在外端子3的长形配合部7的长形开口12内的长形开口39、40。每个长形开口39、40具有两个纵向侧42、44,用于与长形刀片式公端子配合,这也将在后面讨论(参见图3和图4)。
28.闩锁48、50分别附接到第二类型的芯端子30的长形开口40的纵向侧42、44。如稍后将讨论的,当第二类型的芯端子30完全插入长形配合部7中时,闩锁48、50将分别联接到外端子3的长形配合部7的长形开口12的纵向侧49、51。
29.本发明的管状大电流母端子1在图3中示出,其例示第二类型的芯端子30和用于插入芯端子30中的长形刀片式公端子52。如图4所示,第二类型的芯端子30的闩锁48、50分别附接到外端子3的长形配合部7的长形开口12的纵向侧49、51。通过长形配合部7的长形开口12,可以看到第二类型的芯端子30的弹簧触头36。图3和图4还示出长形的配合部7和端接部9,长形的配合部7和端接部9在两者之间通过过渡部6一体地联结。
30.图5示出具有多个弹簧触头24、26的第一类型的芯端子5。芯端子5在其相反端中的各端处具有长形开口13、14,该长形开口13、14配合以装配在外端子3的长形配合部7的长形开口12内(参见图1)。芯端子5的每个长形开口13、14具有用于与长形刀片式公端子52配合的两个纵向侧18、20。芯端子5的长形开口13、14的纵向侧18、20也用作用于所述多个弹簧触头24、26的端部支撑。在纵向侧18、20和多个弹簧触头24、26的大致中间是弹簧梁60,其用作芯端子5和长形刀片式公端子52之间的接触点。最大化弹簧触头24、26的数量确保与长形刀片式公端子52配合的最低接触电阻。
31.如图5进一步所示,芯端子5具有非圆柱形几何形状以与外端子3的长形配合部7的
长形开口12匹配或对应并与长形刀片式公端子52配合。此外,芯端子5在制造时最初是条带,然后被成型或折叠成如图5所示的形式,其中接缝65在长形开口13、14的纵向侧18、20之间延伸。
32.如上文关于图5中的芯端子5所述的,图6中的芯端子30类似地示出具有多个弹簧触头34、36的第二类型的芯端子30。芯端子30在其相反端中的各端部处具有长形开口39、40,该长形开口39、40配合以装配在外端子3的长形配合部7的长形开口12内(参见图2)。芯端子30的每个长形开口39、40具有两个纵向侧42、44,用于与长形刀片式公端子52(参见图4)配合。闩锁48、50分别附接到第二类型的芯端子30的长形开口40的纵向侧42、44。每个闩锁48、50在形式或构造上是基本c形的,在第二类型的芯端子30完全插入长形配合部7中时(见图4),每个闩锁48、50能够分别附接到外端子3的长形配合部7的长形开口12的纵向侧49、51。芯端子30的长形开口39、40的纵向侧42、44也用作多个弹簧触头34、36的端部支撑。在纵向侧42、44和多个弹簧触头34、36的大致中间是弹簧梁70,其用作芯端子30和长形刀片式公端子52之间的接触点。最大化弹簧触头34、36的数量确保了与长形刀片式公端子52配合的最低电接触电阻。
33.如图6进一步所示,芯端子30具有非圆柱形几何形状,以与外端子3的长形配合部7的长形开口12匹配或对应并与长形刀片式公端子52配合。此外,芯端子30在制造时最初是条带,然后被成型或折叠成如图6所示的形式,其中接缝75在长形开口39、40的纵向侧42、44之间延伸。
34.图7例示具有多个弹簧触头梁83、85的第三类型的芯端子80。芯端子80是非圆柱形的。芯端子80沿插入方向,即朝向外端子3的长形配合部7的长形开口12的插入方向,被冲压和折叠。弹簧梁87、89分别横跨多个弹簧触头83、85的中间延伸,它们用作芯端子80和长形刀片式公端子52之间的多个接触点。当冲压的芯端子80被折叠时,如图7所示,折叠的芯端子80的上部和下部是基本对称的。在芯端子80的端部处是长形构件100、102;闩锁103、105分别附接到长形构件100、102。如在第二类型的芯端子30中那样,第三类型的芯端子80的闩锁103、105中的每一个在形式或构造上是基本c形的,在第三类型的芯端子80完全插入长形配合部7中时(参见图4),该闩锁103、105中的每一个能够分别附接到外端子3的长形配合部7的长形开口12的纵向侧49、51。
35.如图7进一步所示,闩锁103、105具有基本对称的特征。另外,当长形刀片式公端子52插入芯端子80中时,闩锁103、105具有引入和引导特征。当长形刀片式公端子52插入芯端子80中时,闩锁103、105还支撑由长形刀片式公端子52施加的插入力。此外,当闩锁103、105分别附接到外端子3的长形配合部7的长形开口12的纵向侧49、51上时,闩锁103、105有效地将芯端子80定位并锁定在长形配合部7内。芯端子80的与闩锁103、105相反的一端是前端108,前端108在芯端子80插入时面向外端子3的长形配合部7的长形开口12,如图8所示。
36.如在图7和图8中可见,芯端子80的前端108是初始冲压的芯端子80的折叠部,并且在前端108处沿着朝向外端子3的长形配合部7的长形开口12的插入方向折叠。在图8中,第三类型的芯端子80的前端108进入外端子3的长形配合部7的长形开口12。芯端子108整体进入并被容纳在外端子3的长形配合部7内。此后,当闩锁103、105分别附接到外端子3的长形配合部7的长形开口12的纵向侧49、51上时,闩锁103、105有效地将芯端子80定位并锁定在长形配合部7内。在芯端子108插入长形配合部7中时,芯端子80被定位成在其中接收长形刀
片式公端子52。在插入长形刀片式公端子52期间,其通过附接到外端子3的长形部分7的长形开口12的纵向侧49、61的闩锁103、105被引入并引导。闩锁103、105也支撑由长形刀片式公端子52施加的插入力。在将长形刀片式公端子52完全插入芯端子80中时,横跨多个弹簧触头83、85且在多个弹簧触头83、85之间延伸的弹簧梁87、89用作芯端子80和长形刀片式公端子52之间的多个接触点。优选地,长形刀片式公端子52的接触区域110在形状上是长形的,以使长形刀片式公端子52与芯端子80的弹簧梁87、89的接触最大化。
37.如上所讨论的,本发明的管状大电流母端子1的第一实施例包括外端子3和芯端子5、30、80。外端子3包括长形配合部7和端接部9。如图9a和图9b所示,端接部9连接到电缆或电部件115。在图9a中,外端子3的端接部9通过焊接、压接或机械紧固连接到电缆115,使得管状大电流母端子1延伸所沿的纵向方向和电缆115延伸所沿的纵向方向是垂直的。
38.在图9b中,外端子3的端部9通过焊接、压接或机械紧固连接到电缆115,使得管状大电流母端子1延伸所沿的纵向方向和电缆115延伸所沿的纵向方向是平行的。
39.如上文关于例如图4所讨论的,管状大电流母端子1包括外端子3和芯端子5、30、80。外端子3包括长形配合部7和端接部9,且长形配合部7在其中容纳芯端子5、30、80。在图10中,本发明第一实施例的两个管状大电流母端子1的外端子3的端接部9通过焊接或机械紧固(例如螺栓连接)紧固在一起,使得管状大电流母端子1延伸所沿的纵向方向是垂直的。通过上面讨论的结构布置,如图10所示,分别与芯端子30、80配合并分别固定在芯端子5、30、80内的长形刀片式公端子52允许管状大电流母端子52以基本90
°
分别与芯端子30、80配合。
40.如图11所示,本发明的第二实施例的管状大电流母端子200是单个均匀的外端子210,其具有基本对称的相反端,各端具有长形开口212、214,用于与两个相对的长形刀片式公端子52成180
°
配合。在管状电流母端子200内容纳有两个芯端子5、30、80(图11中示出第二类型的芯端子30或第三类型的芯端子80),该两个芯端子5、30、80利用闩锁48、50或闩锁103、105分别附接到长形开口212、214上(参见图6和图7)。管状大电流母端子200在图11中示出为与两个长形刀片式公端子52处于180
°
配合状态,该两个长形刀片式公端子52分别进入单个均匀外端子210的相反的长形开口212、214中。尽管在本发明的第二实施例的管状大电流母端子200中将芯端子5、30、80描述为两个芯端子5、30、80,但是每个芯端子5、30、80也可以是分别从分别具有相反的长形开口212、214的相反的配合部与两个长形刀片式公端子52接触的单个芯端子5、30、80。
41.如图12a所示,本发明的第三实施例的管状大电流母端子300也是单件外端子310,其具有基本对称的相反端,各个端具有用于以任何预设角度与两个相对的长形刀片式公端子52配合的长形开口312、314。分别具有长形开口312、314的两个对称的配合部之间通过过渡部被一体地联结。在管状大电流母端子300内容纳有两个芯端子5、30、80(图11中示出第二类型的芯端子30或第三类型的芯端子80),该两个芯端子5、30、80利用闩锁48、50或闩锁103、105分别附接到长形开口312、314。管状大电流母端子300在图12a中示出为与两个长形刀片式公端子52处于任何预设角度的配合状态,该两个长形刀片式公端子52分别进入到单件外端子310的相反的长形开口312、314中。
42.如图12b所示,本发明的第四实施例的管状大电流母端子400是又一单件外端子410,其具有基本对称的相反端,各个端具有用于以基本90
°
角度与两个相对的长形刀片式
公端子52配合的长形开口412、414。分别具有长形开口412、414的两个对称的配合部之间通过过渡部被一体地联结。在管状电流母端子400内容纳两个芯端子5、30、80(图12b中示出第二类型的芯端子30或第三类型的芯端子80),该两个芯端子5、30、80利用闩锁48、50或闩锁103、105分别附接到长形开口412、414上(参见图6和图7)。管状大电流母端子400在图12b中示出为与两个长形刀片式公端子52处于预设的基本90
°
角度的配合状态,该两个长形刀片式公端子52分别进入到单件外端子410的相反的长形开口412、414中。
43.如上所讨论的,在本发明的第二实施例的管状大电流母端子200中,在本发明的大电流母端子的第三实施例300(图12a)和第四实施例400(图12b)中,每个芯端子5、30、80可类似地是单个芯端子5、30、80,其从分别具有相反的长形开口312、314或相反的长形开口412、414的相反的配合部接触两个长形刀片式公端子52。
44.总体上以附图标记500指代并如图13所示的第五实施例的管状大电流母端子包括外端子503和芯端子5。尽管图13中示出第一类型的芯端子5,但是第二类型的芯端子30和第三类型的芯端子80同样适用。外端子503包括长形配合部507,其与第一实施例的管状大电流母端子1的长形配合部7基本类似构造。然而,该第五实施例的管状大电流母端子500的端接部509是圆柱形管的形式,该圆柱形管能通过例如压接被附接到电缆。长形配合部507和端接部509之间通过过渡部506被一体地联结。过渡部506中的材料切口508是为了在外端子503的制造中简化和促进具有不同轮廓的配合部507和端接部509的成型过程。
45.总体上以附图标记600指代并且如图14所示的第六实施例的管状大电流母端子包括第四类型的外端子603和芯端子611。外端子603包括伸长的圆柱形配合部607和端接部609。优选地,伸长的圆柱形配合部607和端接部609之间通过过渡部606被一体地联结。伸长的圆柱形配合部607具有基本圆形开口612,用于允许第四类型的芯端子611从中穿过,以最终被容纳在伸长的圆柱形配合部607内。如在芯端子5、30、80中那样,芯端子603优选地被冲压并折叠成圆形形式,以便穿过伸长的圆柱形配合部607的圆形开口612并容纳在其中。将伸长的圆柱型公端子620插入伸长的圆柱形配合部607的圆形开口612中,以便与附接在其中的芯端子611配合。端接部609可通过焊接、压接或机械紧固而附接到电缆或电导体(例如,母线端子等)。
46.大电流母端子600具有管状设计,其整体轮廓可以以高精度容易地预制,并且被预制为在其中装配伸长的圆柱型公端子620。外端子603优选地是单件、薄型且强固的结构或构造,以支撑并保护芯端子611。外端子603还优选地由预制管制成而无需机械加工,如前所述,机械加工不太高效且生产率低。芯端子611包括多个弹簧触头624;优选地,芯端子611被折叠并构造为与外端子603的伸长的圆柱形配合部607的圆形开口612匹配并装配在圆形开口612中。
47.本发明不限于上述实施例;并且在不脱离本发明的范围或等效物的范围内,可以使用设计、结构布置等的各种修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1