卷绕铁芯、卷绕铁芯的制造方法以及卷绕铁芯制造装置与流程
本发明涉及卷绕铁芯、卷绕铁芯的制造方法以及卷绕铁芯制造装置。本申请基于2020年10月26日在日本提交的特愿2020-178562号并主张优先权,将其内容援用于此。
背景技术:
1、变压器的铁芯包括层叠铁芯以及卷绕铁芯。其中,卷绕铁芯一般如下那样制造:将方向性电磁钢板层叠为层状并卷绕成环状(卷绕形状),之后对该卷绕体进行加压而成型为大致方形(在本说明书中,有时将如此制造的卷绕铁芯称作箱型芯)。由于该成型工序而方向性电磁钢板整体产生机械式的加工应变(塑性变形应变),该加工应变成为使方向性电磁钢板的铁损大幅劣化的主要原因,因此需要进行去应变退火。
2、另一方面,作为卷绕铁芯的其他制造方法,公开有专利文献1至3那样的技术,即:预先对成为卷绕铁芯的角部的钢板的部分进行弯曲加工,以形成曲率半径为3mm以下的比较小的弯曲区域,将该弯曲加工后的钢板层叠为卷绕铁芯(在本说明书中,有时将如此制造的卷绕铁芯称作单芯(注册商标))。根据该制造方法,不需要以往那样的大规模的成型工序,钢板被精密地折弯而保持铁芯形状,加工应变也仅集中于弯曲部(角部),因此也能够省略基于上述退火工序的应变除去,工业上的优点较大而正在推进应用。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开2005-286169号公报
6、专利文献2:日本专利第6224468号公报
7、专利文献3:日本特开2018-148036号公报
技术实现思路
1、发明要解决的课题
2、然而,在通过钢板折弯加工对成为单芯的角部的钢板部分进行弯曲成型时,向折弯部导入应变。由于该应变,在未退火的状态下使用磁芯时,存在磁芯铁损成为劣势的问题。此外,即使在对磁芯进行退火而使用的情况下,根据退火条件的不同有时所导入的应变也不会完全释放,仍然存在磁芯铁损成为劣势的可能性。例如,在专利文献3中未充分地控制塑性应变的导入量。因此,在专利文献3所记载的方法中铁损有可能劣化。
3、本发明是鉴于上述情况而完成的,其目的于提供卷绕铁芯、卷绕铁芯的制造方法以及卷绕铁芯制造装置,无论有无退火都能够实现低铁损。
4、用于解决课题的手段
5、为了实现上述目的,本发明为一种卷绕铁芯,为在中心具有矩形的中空部,且包括在长度方向上平面部与弯曲部交替地连续的方向性电磁钢板在板厚方向上层叠的部分的卷绕形状,通过将被单独地折弯加工的上述方向性电磁钢板层叠为层状并组装成卷绕形状而形成,在每一卷中多张方向性电磁钢板经由至少一处接合部而相互连接,其特征在于,所层叠的上述方向性电磁钢板中的任一张以上的任意上述弯曲部为,沿着上述方向性电磁钢板的厚度方向的截面即沿着上述长度方向的l截面中的平均维氏硬度为190-250hv。
6、本发明人鉴于在成为单芯方式的卷绕铁芯中,在通过钢板折弯加工对成为单芯的角部的钢板部分进行弯曲成型时,向折弯部导入应变,由于该应变而磁芯铁损成为劣势这样的实际情况,着眼于在对钢板进行折弯加工而形成弯曲部时,通过将导入弯曲部的塑性应变的导入量控制在规定范围内,能够得到低铁损的卷绕铁芯的情况,得到如下见解:如果折弯加工后的弯曲部的l截面中的平均维氏硬度在190-250hv范围内,则导入弯曲部的塑性应变的导入量被抑制在规定的范围内,无论有无退火都能够实现低铁损的卷绕铁芯。
7、为了在折弯加工后在弯曲部实现190-250hv范围内的平均维氏硬度,在使用了弯曲工具的钢板折弯加工中,对钢板加工时的拉伸应力以及钢板与弯曲工具的动摩擦系数这两个参数进行控制是有效的。具体而言,例如,当对于所层叠的方向性电磁钢板的弯曲部,将如下条件中的双方同时组合进行时,
8、(1)将在钢板加工时在钢板的长度方向(l方向)上施加的拉伸应力设定为0.8mpa以上6.8mpa以下(例如,在长度方向上对方向性电磁钢板施加0.8mpa以上6.8mpa以下的范围的拉伸应力的同时对方向性电磁钢板进行折弯加工),
9、(2)将钢板与弯曲工具的动摩擦系数设定为0.10以上0.74以下,
10、能够有效、容易且可靠地实现190-250hv范围内的平均维氏硬度,由此,即使在未退火的状态下使用磁芯的情况下,也能够得到铁损劣化较小的磁芯,此外,在对磁芯进行退火时能够得到残留应变较少的磁芯。
11、在上述构成中,应测定维氏硬度的弯曲部的l截面中的位置例如可以选择任意10点。应测定维氏硬度的弯曲部的l截面中的位置优选从钢板表面在钢板厚度方向上离开规定距离。应测定维氏硬度的弯曲部的l截面中的位置更优选为钢板厚度方向的大致中央部。此外,各测定点彼此也优选在钢板长度方向上相互离开规定距离。
12、此外,本发明还提供具有上述特征的卷绕铁芯的制造方法以及制造装置。
13、发明的效果
14、根据本发明,折弯加工后的弯曲部的l截面中的平均维氏硬度在190-250hv范围内,因此导入弯曲部的塑性应变的导入量被抑制在规定范围内,无论有无退火都能够实现低铁损的卷绕铁芯、卷绕铁芯的制造方法以及卷绕铁芯制造装置。
技术特征:
1.一种卷绕铁芯,为在中心具有矩形的中空部,包括在长度方向上平面部与弯曲部交替地连续的方向性电磁钢板在板厚方向上层叠的部分的卷绕形状,通过将单独被折弯加工的上述方向性电磁钢板层叠成层状并组装成卷绕形状而形成,在每一卷中将多张方向性电磁钢板经由至少一处接合部相互连接,其特征在于,
2.一种卷绕铁芯的制造方法,该卷绕铁芯为在中心具有矩形的中空部,包括在长度方向上平面部与弯曲部交替地连续的方向性电磁钢板在板厚方向上层叠的部分的卷绕形状,通过将单独被折弯加工的上述方向性电磁钢板层叠成层状并组装成卷绕形状而形成,在每一卷中将多张方向性电磁钢板经由至少一处接合部相互连接,其特征在于,
3.一种卷绕铁芯制造装置,其特征在于,具备:
技术总结
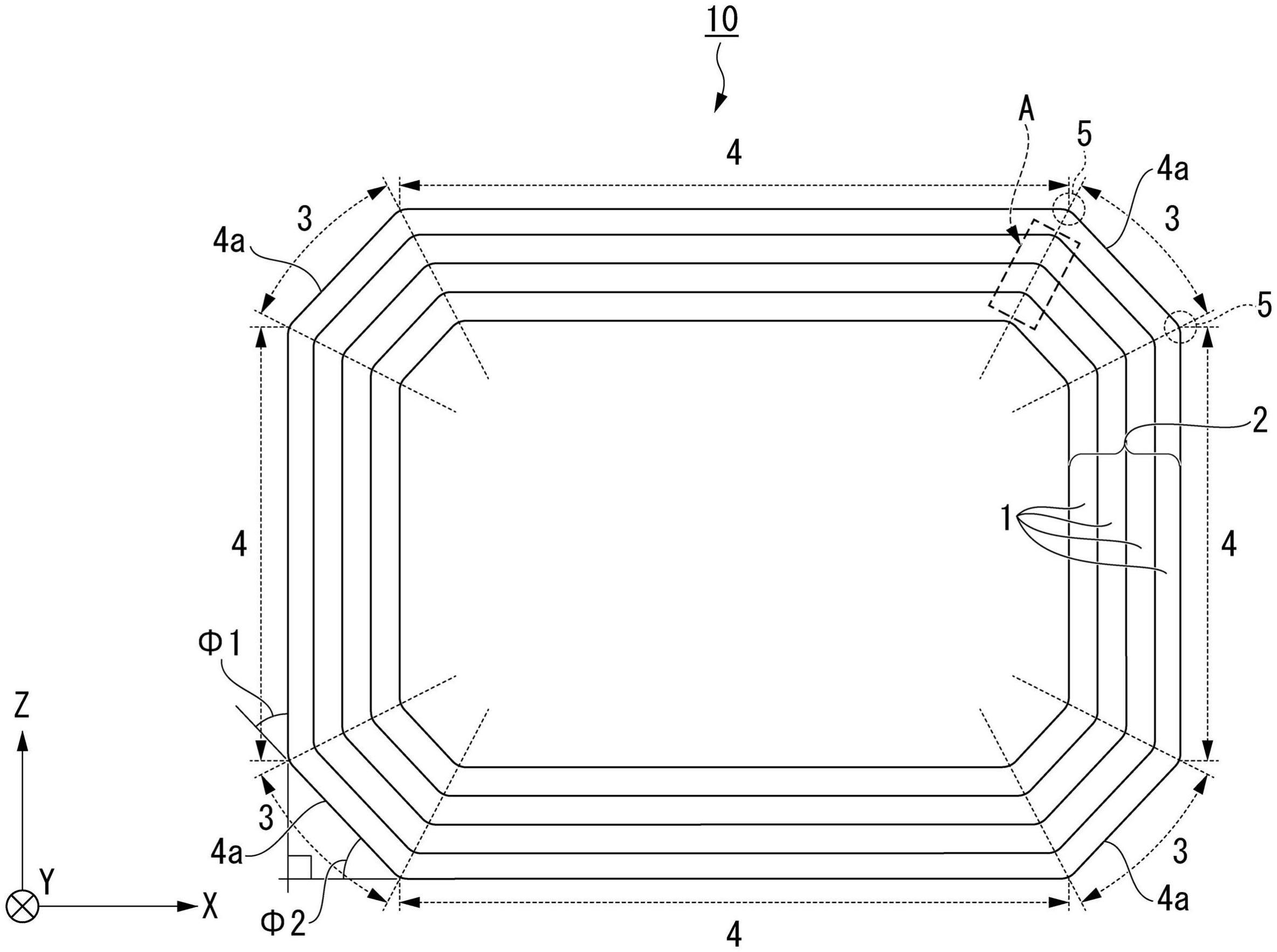
本发明涉及卷绕铁芯、卷绕铁芯的制造方法以及卷绕铁芯制造装置。该卷绕铁芯(10)为在中心具有矩形的中空部(15),包括在长度方向上平面部(4)与弯曲部(5)交替地连续的方向性电磁钢板(1)在板厚方向上层叠的部分的卷绕形状,该卷绕铁芯(10)的特征在于,通过将单独被折弯加工的方向性电磁钢板(1)层叠成层状并组装成卷绕形状,在每一卷中将多张方向性电磁钢板经由至少一处接合部(6)相互连接,所层叠的上述方向性电磁钢板(1)的弯曲部(5)的沿着方向性电磁钢板(1)的厚度方向的截面即沿着上述长度方向的L截面的平均维氏硬度为190‑250HV。
技术研发人员:水村崇人,茂木尚,沟上雅人,高桥克
受保护的技术使用者:日本制铁株式会社
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!