一种电芯的制作方法
1.本发明涉及电池技术领域,尤其涉及一种电芯。
背景技术:
2.锂电池被广泛的应用在笔记本电脑、智能手机等便携式移动电子设备上。随着人们生活节奏的加快,快充锂离子电池成为消费类锂离子电池主要发展的趋势。然而,现有的锂离子电池在快速充电条件下容易出现锂离子电池负极析锂的现象,尤其是电池负极片卷绕弯折位置析锂情况严重,降低了锂离子电池循环寿命。
3.可见,现有技术中电芯存在循环寿命较短的问题。
技术实现要素:
4.本发明实施例提供一种电芯,以解决现有技术中电芯循环寿命较短的问题。
5.本发明实施例提供了一种电芯,包括正极片和负极片,所述正极片和所述负极片层叠后卷绕形成卷芯,所述正极片包括集流体和第一活性物质层,所述第一活性物质层设置在所述集流体的表面;
6.沿所述卷芯的卷绕方向所述卷芯包括卷绕弯折区和平直区,在所述卷绕弯折区,所述正极片还包括第二活性物质层,且所述第二活性物质层的动力学性能低于所述第一活性物质层的动力学性能。
7.可选地,在所述平直区,所述第一活性物质层设置在所述集流体的表面,所述第二活性物质层设置在所述第一活性物质层的背离所述集流体的表面。
8.可选地,在所述卷绕弯折区,所述第二活性物质层与所述集流体抵接。
9.可选地,在所述卷绕弯折区,所述正极片包括设置有所述第一活性物质层的涂料区和未设置所述第一活性物质层的未涂料区;所述未涂料区和所述涂料区间隔设置,在所述涂料区所述第一活性物质层设置在所述集流体的表面,所述第二活性物质层设置在所述第一活性物质层的背离所述集流体的表面;在所述未涂料区所述第二活性物质层嵌设在所述第一活性物质层中。
10.可选地,在所述卷绕弯折区,所述第一活性物质层的远离所述集流体的一侧设置有凹槽,所述第二活性物质层设置在所述第一活性物质层的背离所述集流体的表面,且在所述凹槽位置所述第二活性物质层嵌设在所述第一活性物质层中。
11.可选地,所述第一活性物质层包括第一活性材料、第一导电剂和第一粘结剂;所述第二活性物质层包括第二活性材料、第二导电剂和第二粘结剂。
12.可选地,所述第二活性材料的粒径尺寸大于所述第一活性材料的粒径尺寸;
13.和/或,所述第二活性物质层中所述第二导电剂的含量小于所述第一活性物质层中所述第一导电剂的含量。
14.可选地,所述第一活性材料、所述第一导电剂和所述第一粘结剂之间的质量百分含量的范围比值为:(85~99.5wt%):(0.1~1wt%):(0.5~15wt%);
15.和/或,所述第二活性材料、所述第二导电剂和所述第二粘结剂之间的质量百分含量的范围比值为:(85~99.5wt%):(0.1~1wt%):(0.5~15wt%)。
16.可选地,所述第一活性材料或所述第二活性材料包括钴酸锂、镍钴锰酸锂、锰酸锂、镍锰酸锂、镍钴铝酸锂、磷酸铁锂和富锂锰中的至少一种。
17.可选地,所述第一导电剂或所述第二导电剂包括导电炭黑、乙炔黑、科琴黑、导电石墨、导电碳纤维、碳纳米管、金属粉和碳纤维中的至少一种;
18.所述第一粘结剂或所述第二粘结剂包括丁苯橡胶、聚丙烯酸、聚丙烯酸脂、聚丙烯酸钠、聚偏氟乙烯、聚四氟乙烯和聚丙烯酸锂中的至少一种。
19.本发明实施例中,通过在正极片中设置动力学性能相对较低的第二活性物质层,以降低锂离子在卷绕弯折区的正极片上的脱嵌速度,使得在单位时间内负极片上聚集或接受的锂离子的数量减少,从而可以减少负极片出现析锂的情况,提高电芯的循环寿命。
附图说明
20.为了更清楚地说明本发明实施例的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
21.图1是本发明实施例提供的电芯的正极片的结构示意图之一;
22.图2是本发明实施例提供的电芯的正极片的结构示意图之二;
23.图3是本发明实施例提供的电芯的负极片的结构示意图;
24.图4是本发明实施例提供的电芯结构示意图。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.本发明的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不用于描述特定的顺序或先后次序。应该理解这样使用的结构在适当情况下可以互换,以便本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施,且“第一”、“第二”等所区分的对象通常为一类,并不限定对象的个数,例如第一对象可以是一个,也可以是多个。此外,说明书以及权利要求中“和/或”表示所连接对象的至少其中之一,字符“/”,一般表示前后关联对象是一种“或”的关系。
27.本发明实施例提供了一种电芯,如图1至图4所示,包括正极片10和负极片20,正极片10和负极片20层叠后卷绕形成卷芯,正极片10包括集流体101和第一活性物质层102,第一活性物质层102设置在集流体101的表面;
28.沿卷芯的卷绕方向卷芯可以包括卷绕弯折区401和平直区402,在卷绕弯折区401,正极片10还包括第二活性物质层103,且第二活性物质层103的动力学性能低于第一活性物质层102的动力学性能。
29.动力学性能可以是锂离子的脱嵌速度,脱嵌速度越快,动力学性能越高。
30.本实施方式中,通过在正极片10中设置动力学性能相对较低的第二活性物质层103,以降低锂离子在卷绕弯折区401的正极片10上的脱嵌速度,使得在单位时间内负极片20上聚集或接受的锂离子的数量减少,从而可以减少负极片20出现析锂的情况,提高电芯的循环寿命。
31.其中,根据负极片20的析锂情况,在平直区402的正极片10也可以设置有第二活性物质层103,使得第一活性物质层102设置在集流体101的表面,第二活性物质层103设置在第一活性物质层102的背离集流体101的表面,且第二活性物质层103的动力学性能低于第一活性物质层102的动力学性能,以减少设置第二活性物质层103对应的负极片20上出现析锂的情况,提高电芯的循环寿命。
32.可选地,在卷绕弯折区401,正极片10包括设置有第一活性物质层102的涂料区1022和未设置第一活性物质层102的未涂料区1021;未涂料区1021和涂料区1022间隔设置,在涂料区1022第一活性物质层102设置在集流体101的表面,第二活性物质层103设置在第一活性物质层102的背离集流体101的表面;在未涂料区1021第二活性物质层103嵌设在第一活性物质层102中。
33.本实施方式中,在卷绕弯折区401的正极片10可以包括间隔设置的未涂料区1021和涂料区1022。涂料区1022中的第一活性物质层102可以设置在集流体101的表面,第二活性物质层103设置在第一活性物质层102的背离集流体101的表面;在未涂料区1021,第二活性物质层103可以嵌设在第一活性物质层102中。例如,未涂料区1021和涂料区1022在集流体101的表面交替设置,在未涂料区1021设置第二活性物质层103,以将第二活性物质层103设置在相邻的涂料区1022之间,涂料区1022中设置有第一活性物质层102,将第二活性物质层103嵌设在第一活性物质层102中,以减少在卷绕弯折区401的正极片10中第一活性物质层102的占比,增加第二活性物质层103的占比,从而降低锂离子在卷绕弯折区401的正极片10上的脱嵌速度,减少负极片20出现析锂的情况,提高电芯的循环寿命。并且多个未涂料区1021和多个涂料区1022在集流体101的表面交替间隔设置,提升了正极片10在卷绕弯折区401的延展性。
34.可选地,在卷绕弯折区401,第二活性物质层103与集流体101抵接。
35.本实施方式中,在未涂料区1021的第二活性物质层103可以设置在集流体101上。将第二活性物质层103在未涂料区1021位置嵌设于第一活性物质层102中,且第二活性物质层103与集流体101抵接,以增加正极片10中第二活性物质层103的占比。从而,进一步降低锂离子在正极片10上的脱嵌速度,使得在单位时间内负极片20上聚集或接受的锂离子的数量减少,可以减少负极片20出现析锂的情况。
36.其中,在涂料区1022中设置第一活性物质层102时,由于工艺上的误差,在未涂料区1021中可能存在部分覆盖在集流体101表面的第一活性物质层102,在未涂料区1021中的第一活性物质层102的厚度小于在涂料区1022中的第一活性物质层102的厚度的情况下,可以达到相同的技术效果,在此不再赘述。
37.在另一些可选地实施方式中,在卷绕弯折区401,第一活性物质层102的远离集流体101的一侧设置有凹槽,第二活性物质层103设置在第一活性物质层102的背离集流体101的表面,且在凹槽位置第二活性物质层103嵌设在第一活性物质层102中。这样,通过在卷绕
弯折区401的第一活性物质层102上设置凹槽,在凹槽中填充第二活性物质层103,使得第二活性物质层103通过第一活性物质层102设置在集流体101上,以增加在卷绕弯折区401的正极片10中第二活性物质层103的含量,降低锂离子在正极片10上的脱嵌速度,使得在单位时间内负极片20上聚集或接受的锂离子的数量减少,可以减少负极片20出现析锂的情况,提高电芯的循环寿命。
38.对长期循环后的电芯拆解,发现锂离子电池负极片20在卷绕弯折区401析锂情况严重。降低整个正极片10的动力学性能,虽然可以减少出现析锂的情况,但是也导致了锂离子电池快充能力的降低。
39.在一些可选的实施方式中,通过在析锂情况严重的卷绕弯折区401设置未涂料区1021,第二活性物质层103在未涂料区1021嵌设在第一活性物质层102中,以增加设置在卷绕弯折区401的第二活性物质层103在正极片10中的占比。降低了锂离子在卷绕弯折区401的正极片10上的脱嵌速度。在卷芯的平直区402,可以不设置未涂料区1021,以减少正极片10整体的动力学性能降低,而导致的快充能力降低的问题。可以兼顾充电能力,同时提高了电芯的循环寿命。
40.其中,未涂料区1021的长度和涂料区1022的长度可以根据正极片10卷绕时的弯折宽度设置,弯折宽度可以是软包锂电池中卷芯的宽度。弯折宽度可以是60毫米至80毫米,涂料区1022的长度可以是60毫米至70毫米,未涂料区1021的长度可以是1毫米至20毫米。例如,弯折宽度可以是70毫米,涂料区1022的长度可以是65毫米,未涂料区1021的长度可以是10毫米。
41.需要说明的是,未涂料区1021的长度和涂料区1022的长度可以根据位于卷芯弯折区域的负极析锂的情况进行调节,以降低位于卷芯弯折区域的正极片10的动力学性能,从而改善了卷芯弯折区域负极析锂的情况。
42.可选地,在正极片10的长度方向上,正极片10的整体厚度相同。在集流体101上设置第一活性物质层102后,在第一活性物质层102上设置第二活性物质层103,第二活性物质层103在未涂料区1021嵌设在第一活性物质层102中,并且正极片10的整体厚度相同,使得卷芯的厚度均匀,减少由于卷芯厚度不均导致降低电池循环寿命的情况。
43.其中,第一活性物质层102可以包括第一活性材料、第一导电剂和第一粘结剂。第一活性材料、第一导电剂和第一粘结剂之间的质量百分含量的范围比值可以是:(85~99.5wt%):(0.1~1wt%):(0.5~15wt%)。
44.第二活性物质层103可以包括第二活性材料、第二导电剂和第二粘结剂。第二活性材料、第二导电剂和第二粘结剂之间的质量百分含量的范围比值可以是:(85~99.5wt%):(0.1~1wt%):(0.5~15wt%)。
45.可选地,第一活性材料或第二活性材料可以包括钴酸锂、镍钴锰酸锂、锰酸锂、镍锰酸锂、镍钴铝酸锂、磷酸铁锂和富锂锰中的至少一种。
46.可选地,第一导电剂或第二导电剂可以包括导电炭黑、乙炔黑、科琴黑、导电石墨、导电碳纤维、碳纳米管、金属粉和碳纤维中的至少一种。
47.可选地,第一粘结剂或第二粘结剂可以包括丁苯橡胶、聚丙烯酸、聚丙烯酸脂、聚丙烯酸钠、聚偏氟乙烯、聚四氟乙烯和聚丙烯酸锂中的至少一种。
48.在一些可选的实施方式中,制备第一活性物质层102的过程可以参见如下表述:
49.第一活性材料可以选用钴酸锂,第一导电剂可以选用导电炭黑,第一粘结剂可以选用聚偏氟乙烯。钴酸锂、导电炭黑和聚偏氟乙烯按照98:1:1的质量比加入到搅拌罐中;然后加入n-甲基吡咯烷酮(nmp)配制成第一浆料,第一浆料固含量可以是75wt%~80wt%;使用涂布机,将第一浆料涂覆在间隔设置的涂料区1022,相邻的涂料区1022之间则为未涂料区1021,涂料区1022和未涂料区1021的设置位置可以根据卷芯弯折的位置确定,以增加未涂料区1021在卷芯弯折位置处的第一活性物质层102中的占比,卷绕时未涂料区1021与卷芯弯折位置相对。将涂覆在集流体101上的第一活性物质层102进行烘干,如图2所示。
50.在一些可选的实施方式中,制备第二活性物质层103的过程可以参见如下表述:
51.第二活性材料可以选用钴酸锂,第二导电剂可以选用导电炭黑,第二粘结剂可以选用聚偏氟乙烯。钴酸锂、导电炭黑和聚偏氟乙烯按照98.4:0.6:1的质量比加入到搅拌罐中;然后加入n-甲基吡咯烷酮(nmp)配制成第二浆料,第二浆料固含量可以是75wt%~80wt%;使用涂布机,将第二浆料涂覆在第一浆料上,以及未涂料区1021中;并且控制涂覆的第二浆料沿正极片10长度方向上整体厚度一致。将涂覆在第一活性物质层102上的第二活性物质层103进行烘干,如图1所示。通过分切得到特定需求宽度的正极片10。
52.其中,制备负极片20的过程可以参见如下表述:
53.负极活性材料可以选用石墨,分散剂可以选用羧甲基纤维素钠,粘结剂可以选用丁苯橡胶;石墨、导电炭黑、羧甲基纤维素钠和丁苯橡胶可以按照96.9:0.5:1.3:1.3的质量比加入到搅拌罐中,加入去离子水进行充分搅拌,配成负极浆料,负极浆料固含量可以是45wt%~50wt%,再利用涂布机将负极浆料涂覆到负极集流体上,进行烘干,通过分切得到如图3所示特定需求宽度的负极片20。
54.将上述制备的正极片10与负极片20一起卷绕形成卷芯。
55.可选地,第二活性材料的粒径尺寸大于第一活性材料的粒径尺寸。
56.形成第二活性物质层103的第二活性材料的粒径尺寸大于形成第一活性物质层102的第一活性材料的粒径尺寸,以使得第二活性物质层103中的锂离子迁移路径比第一活性物质层102中的锂离子迁移路径长,从而,锂离子在第二活性物质层103中的迁移速率比在第一活性物质层102中的迁移速率慢。这样,降低了锂离子在正极片10上的脱嵌速度,使得在单位时间内负极片20上聚集或接受的锂离子的数量减少,减少负极片20出现析锂的情况,提高了电芯的循环寿命。
57.可选地,第二活性物质层103中第二导电剂的含量小于第一活性物质层102中第一导电剂的含量。形成第二活性物质层103的第二导电剂的含量小于形成第一活性物质层102的第一导电剂的含量。这样,可以使得第二活性物质层103的电子导电能力低于第一活性物质层102的电子导电能力,以降低正极片10的导电能力、降低锂离子的扩散能力。从而,在单位时间内负极片20上聚集或接受的锂离子的数量减少,减少负极片20出现析锂的情况,提高了电芯的循环寿命。
58.需要说明的是,第一活性材料或第二活性材料还可以选用其他材料,比如镍钴锰酸锂、锰酸锂、镍锰酸锂、镍钴铝酸锂、磷酸铁锂和富锂锰中的至少一种,可以达到相同的技术效果,为避免重复,在此不再赘述。
59.需要说明的是,第一导电剂或第二导电剂还可以选用其他材料,比如乙炔黑、科琴黑、导电石墨、导电碳纤维、碳纳米管、金属粉和碳纤维中的至少一种,可以达到相同的技术
效果,为避免重复,在此不再赘述。
60.需要说明的是,第一粘结剂或第二粘结剂还可以选用其他材料,比如丁苯橡胶、聚丙烯酸、聚丙烯酸脂、聚丙烯酸钠、聚四氟乙烯和聚丙烯酸锂中的至少一种,可以达到相同的技术效果,为避免重复,在此不再赘述。
61.实施例1:
62.第一步,在集流体101上设置第一活性物质层102,第一活性物质层102可以包括间隔设置的未涂料区1021和涂料区1022,第二活性物质层103覆盖涂料区1022,且第二活性物质层103在未涂料区1021嵌设在第一活性物质层102中。
63.第一活性物质层102中钴酸锂、导电炭黑和聚偏氟乙烯按照98.0:1.0:1.0的质量比加入到搅拌罐中;然后加入n-甲基吡咯烷酮(nmp)配制成第一浆料,第一浆料固含量可以是75wt%~80wt%。
64.第二活性物质层103中钴酸锂、导电炭黑和聚偏氟乙烯按照98.4:0.6:1.0的质量比加入到搅拌罐中;然后加入n-甲基吡咯烷酮(nmp)配制成第二浆料,第二浆料固含量可以是75wt%~80wt%。
65.第二步,使用涂布机,将第一浆料涂覆在间隔设置的涂料区1022,相邻的涂料区1022之间则为未涂料区1021,涂料区1022和未涂料区1021的设置位置可以根据卷芯弯折的位置确定,以增加未涂料区1021在卷芯弯折位置处的第一活性物质层102中的占比,卷绕时未涂料区1021与卷芯弯折位置相对。将涂覆在集流体101上的第一活性物质层102进行烘干。
66.第三步,使用涂布机,将第二浆料涂覆在第一浆料上,以及未涂料区1021中;并且控制涂覆的第二浆料沿正极片10长度方向上整体厚度一致。将涂覆在第一活性物质层102上的第二活性物质层103进行烘干,通过分切得到特定需求宽度的正极片10。
67.第四步,制备负极片20。负极片20中石墨、导电炭黑、羧甲基纤维素钠和丁苯橡胶可以按照96.9:0.5:1.3:1.3的质量比加入到搅拌罐中,加入去离子水进行充分搅拌,配成负极浆料,负极浆料固含量可以是45wt%~50wt%,再利用涂布机将负极浆料涂覆到负极集流体上,进行烘干,通过分切得到特定需求宽度的负极片20。
68.第五步,组装电芯,将上述制备的正极片10与负极片20及隔膜一起卷绕形成卷芯。再用铝塑膜包装卷芯,烘烤去除水分后注入电解液,采用热压化成工艺化成即可得到电芯。
69.实施例2:
70.实施例2与实施例1的区别在于:实施例2中第二活性材料的粒径尺寸大于第一活性材料的粒径尺寸,而实施例1中第二活性材料的粒径尺寸与第一活性材料的粒径尺寸相等;
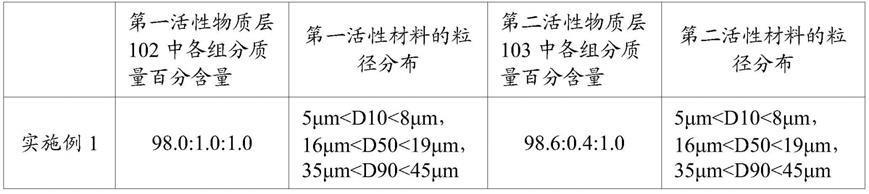
71.此外,实施例2中,第一活性物质层102中各组分质量百分含量与第二活性物质层103中各组分质量百分含量均可以是98.6:0.4:1.0;而实施例1中,第一活性物质层102中各组分质量百分含量可以是98.0:1.0:1.0,第二活性物质层103中各组分质量百分含量可以是98.6:0.4:1.0。具体如表1所示。
72.表1:实施例1-2和对比例1-3的正极片的相关参数
[0073][0074][0075]
还可以设置对比例1、对比例2和对比例3,对比例1、对比例2和对比例3中正极片10的相关参数如表1所示。其中,对比例2相对于对比例1,在对比例2中增加了正极片10中导电剂的含量。对比例3相对于对比例1,在对比例3中减小了正极片10中活性材料的粒径大小。
[0076]
此外,还增加实施例3、实施例4和实施例5:
[0077]
选用型号为386283的软包电芯,其中,电芯的厚度是3.8毫米,电芯的宽度是62毫米,电芯的长度是83毫米。
[0078]
实施例1中,根据电芯的宽度是62毫米,第一活性物质层102的涂料区1022的长度可以是58毫米,未涂料区1021的长度可以是6毫米。
[0079]
实施例2中,第一活性物质层102的涂料区1022的长度和未涂料区1021的长度可以与实施例1中的相同。
[0080]
实施例3与实施例1的区别在于:实施例3中,第一活性物质层102的涂料区1022的长度可以是62毫米,未涂料区1021的长度可以是2毫米。
[0081]
实施例4与实施例1的区别在于:实施例4中,第一活性物质层102的涂料区1022的长度可以是54毫米,未涂料区1021的长度可以是10毫米。
[0082]
实施例5与实施例1的区别在于:实施例5中,第一活性物质层102的涂料区1022的长度可以是50毫米,未涂料区1021的长度可以是14毫米。
[0083]
如表2所示:
[0084]
表2:实施例1-5的正极片的相关参数
[0085]
[0086][0087]
上述实施例1-5以及对比例1-3中,制备的正极片10压实相同,并组装成型号为386283的软包电芯,在25℃下进行0.2c充电/0.2c放电测试,以测量电芯的能量密度。
[0088]
上述实施例1-5以及对比例1-3中,制成的每种软包电芯在25℃条件下进行1.5c充电/0.7c放电测试,并在不同循环次数下拆解电芯确认负极片20表面析锂的情况,记录的拆解结果和能量密度、充电速度,如下表3所示:
[0089]
表3:实施例1-5和对比例1-3的相关测试数据结果
[0090][0091]
其中,卷绕弯折区401轻微析锂:表示析锂面积占整个负极表面积的5%以内;卷绕弯折区401析锂:表示析锂面积占整个负极表面积的5%~30%;卷绕弯折区401严重析锂:表示析锂面积占整个负极表面积的30%以上。
[0092]
从上表3中可以看出,采用本发明提供的包括正极片10的电芯,可以在不降低快充锂电池充电速度的条件下有效改善锂电池极片弯折位置析锂的问题,改善了循环膨胀,从而,提高了电芯的循环寿命。
[0093]
本发明实施例还提供了一种电池,电池包括膜壳、电解液和上述的电芯,电解液和电芯设置在膜壳中。
[0094]
本实施方式中,将上述制备的正极片10与负极片20以及隔膜一起卷绕形成卷芯。再用膜壳包装卷芯,烘烤去除水分后注入电解液,采用热压化成工艺进行密封,制成电池。
[0095]
需要说明的是,上述电芯的实施例的实现方式同样适应于该电池的实施例中,并能达到相同的技术效果,在此不再赘述。
[0096]
本发明实施例还提供了一种电子设备,电子设备包括上述的电池。
[0097]
需要说明的是,电子设备可以是笔记本电脑、智能手机等设备,在此不作限定。电池可以包括上述实施例中电芯,上述电芯的实施例的实现方式同样适应于该电子设备的实施例中,并能达到相同的技术效果,在此不再赘述。
[0098]
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。此外,需要指出的是,本发明实施方式中的方法和装置的范围不限于按所讨论的顺序来执行功能,还可包括根据所涉及的功能按基本同时的方式或按相反的顺序来执行功能,例如,可以按不同于所描述的次序来执行所描述的方法,并且还可以添加、省去、或组合各种步骤。另外,参照某些示例所描述的特征可在其他示例中被组合。
[0099]
上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本发明的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1