正极浆料、正极极片和锂电池的制作方法
1.本发明属于锂电池领域,具体涉及一种正极浆料、正极极片和锂电池。
背景技术:
2.随着锂电池的发展,在保证电芯安全性的前提下降低锂电池成本成为当下的一个热点。目前电芯降成本的主要手段包括提高极片涂布厚度,增加极片压实密度,开发更低成本的原材料等。低成本原材料存在开发耗时周期较长且具有投入大、性能不确定性的风险,因而目前提高极片涂布厚度和增加极片压实密度成为了降低锂电池成本的重要手段。然而目前的正极浆料采用pvdf粘结剂导致正极极片硬脆,限制了正极极片厚度的提高和压实密度的增加,因此如何提升正极极片的柔韧性成为正极极片涂厚和压密增加的关键。
技术实现要素:
3.本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的一个目的在于提出一种正极浆料、正极极片和锂电池,该正极浆料可以有效解决现有技术中仅使用pvdf作为粘结剂的正极浆料导致的正极极片硬脆以及正极浆料涂布过厚开裂的问题,而采用本技术组成的正极浆料可以在提高正极极片柔韧性的同时提高正极浆料涂布厚度,从而可以提高正极极片的厚度和压实密度,同时正极浆料与正极集流体之间可形成氢键作用力,并使pvdf粘结剂在涂布烘烤阶段发生交联作用,提高正极极片的内聚力和剥离力,减少掉粉,进而提高电池的循环性能和安全性能。
4.在本发明的一个方面,本发明提出了一种正极浆料。根据本发明的实施例,所述正极浆料包括粘结剂,所述粘结剂包括聚偏氟乙烯和添加剂,其中所述添加剂的化学式为其中,r1包括-h、ch3或-oh,r2包括-nhch2ch3、n(ch2ch3)2、-nh2或-oh。
5.由此,通过在正极浆料中采用包括聚偏氟乙烯和添加剂(添加剂的化学式为其中,r1包括-h、ch3或-oh,r2包括-nhch2ch3、n(ch2ch3)2、-nh2或-oh)的混合物作为粘结剂,在一定的温度下,该结构的添加剂可以与pvdf发生拔氢反应,并诱导pvdf发生交联反应,形成交联网络,从而有效解决现有技术中使用仅使用pvdf作为粘结剂的正极浆料导致的正极极片硬脆以及正极浆料涂布过厚开裂的问题,而采用本技术组成的正极浆料可以在提高正极极片柔韧性的同时提高正极浆料涂布厚度,从而可以提高正极极片的厚度和压实密度,同时正极浆料与正极集流体之间可形成氢键作用力,并使pvdf在涂布烘烤阶段发生交联反应,提高正极极片的内聚力和剥离力,减少掉粉,进而提高电池的循环性能和安全性能。
6.另外,根据本发明上述实施例的正极浆料还可以具有如下附加的技术特征:
7.在本发明的一些实施例中,所述聚偏氟乙烯和所述添加剂的质量比为(69~87):(13~31)。
8.在本发明的一些实施例中,所述添加剂的沸点不高于200℃。由此,在涂布烘烤过程中,可以很好地除去,进而不影响电芯的电性能,有利于循环性能的保持。
9.在本发明的一些实施例中,所述添加剂包括乙二醇、乙醇、乙胺、丙醇、丙胺、羟基乙胺、二乙胺、n-乙基正丙胺和三乙胺中的至少两种。由此,可以在提高正极极片柔韧性的同时提高正极浆料涂布厚度。
10.在本发明的一些实施例中,所述正极浆料还包括正极活性物质和导电剂。
11.在本发明的一些实施例中,所述正极活性物质、所述导电剂和所述粘结剂的质量比为(96.5~98.2):(0~0.7):(1.2~3)。
12.在本发明的第二个方面,本发明提出了一种正极极片。根据本发明的实施例,所述正极极片包括:
13.正极集流体;
14.正极活性物质层,所述正极活性物质层形成在所述正极集流体的表面上,并且所述正极活性物质层采用上述的正极浆料形成。
15.由此,将上述正极浆料涂覆在正极集流体表面形成正极极片,可以有效解决现有技术中仅使用含有pvdf的粘结剂的正极浆料导致的正极极片硬脆以及正极浆料涂布过厚开裂的问题,而采用本技术上述组成的正极浆料可以在提高正极极片柔韧性的同时提高正极浆料涂布厚度,从而可以提高正极极片的厚度和压实密度,同时正极浆料与正极集流体之间可形成氢键作用力,提高正极极片的内聚力和剥离力,减少掉粉,进而提高电池的循环性能和安全性能。
16.在本发明的一些实施例中,所述正极活性物质层的单面涂布重量为245~325g/m2。由此,可以提高正极极片的涂布厚度,从而降低电芯制备成本。
17.在本发明的第三个方面,本发明提出了一种锂电池。根据本发明的实施例,所述锂电池包括上述的正极极片。由此,该锂电池具有优异的安全性能和循环性能。
18.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
具体实施方式
19.下面详细描述本发明的实施例,旨在用于解释本发明,而不能理解为对本发明的限制。
20.在本发明的一个方面,本发明提出了一种正极浆料。根据本发明的实施例,该正极浆料包括粘结剂,粘结剂包括聚偏氟乙烯和添加剂,其中所述添加剂的化学式为其中,r1包括-h、ch3或-oh,r2包括-nhch2ch3、n(ch2ch3)2、-nh2或-oh。
21.发明人发现,通过在正极浆料采用包括聚偏氟乙烯和添加剂(添加剂的化学式为其中,r1包括-h、ch3或-oh,r2包括-nhch2ch3、n(ch2ch3)2、-nh2或-oh)的混合物作为粘结剂,在一定的温度下(例如≥25℃),该结构的添加剂可以与pvdf发生拔氢反应,并在涂布高温烘烤过程中诱导pvdf发生交联反应,形成交联网络,从而有效解决现有技术中仅使用pvdf作为粘结剂的正极浆料导致的正极极片硬脆以及正极浆料涂布过厚开裂的问题,
而采用本技术组成的用于正极浆料的粘结剂可以在提高正极极片柔韧性的同时提高正极浆料涂布厚度,从而可以提高正极极片的厚度和压实密度,同时正极浆料与正极集流体之间可形成氢键作用力,提高正极极片的内聚力和剥离力,减少掉粉,进而提高电池的循环性能和安全性能。
22.根据本发明的实施例,上述用于正极浆料的粘结剂中聚偏氟乙烯和添加剂的质量比为(69~87):(13~31)。发明人发现,若聚偏氟乙烯加入量过高,极片偏硬脆,并且正极浆料涂布过厚会存在开裂问题;若聚偏氟乙烯加入量过低剥离力较低,发生掉粉;同时若添加剂加入量过高,在涂布烘烤阶段不能完全除去,影响电性能;而若添加剂加入量过低,效果有限,无法提高涂布厚度,并且导致浆料固含量降低,易发生正极浆料涂布过厚开裂的问题。进一步地,本技术采用的添加剂其沸点不高于200℃。由此,该类添加剂可在正极极片制作过程的涂布烘烤过程中除去,从而不影响电芯性能。
23.根据本发明的实施例,上述添加剂包括乙二醇、乙醇、乙胺、丙醇、丙胺、羟基乙胺、二乙胺、n-乙基正丙胺和三乙胺中的至少两种,优选乙二醇和三乙胺的组合。
24.根据本发明的实施例,上述正极浆料还包括正极活性材料和导电剂,并且正极活性材料、导电剂和粘结剂的质量比为(96.5~98.2):(0~0.7):(1.2~3)。发明人发现,若正极活性材料添加量过高,将会挤压导电剂和粘结剂用量,极片制备难度加大,而若正极活性材料添加量过低,容量无法达到设计容量;若导电剂添加量过高,分散难度增大;若粘结剂添加量过高,极片偏硬脆;而若粘结剂添加量过低,导致正极极片剥离力降低。进一步地,正极活性材料包括但不限于镍酸锂、锰酸锂、钴酸锂、磷酸锰锂、磷酸钒锂、磷酸铁锂、镍钴铝锂氧化物和镍钴锰锂氧化物中至少之一;导电剂包括但不限于乙炔黑、super p、碳纳米管、石墨烯和导电碳纤维中的至少之一。
25.在本发明的第二个方面,本发明提出了一种正极极片。根据本发明的实施例,所述正极极片包括正极集流体和正极活性物质层,正极活性物质层形成在正极集流体的表面上,并且正极活性物质层采用上述的正极浆料形成。
26.发明人发现,通过将上述正极浆料涂覆在正极集流体表面形成正极极片,可以有效解决现有技术中使用仅含有pvdf的粘结剂的正极浆料导致的正极极片硬脆以及正极浆料涂布过厚开裂的问题,而采用本技术上述组成的正极浆料可以在提高正极极片柔韧性的同时提高正极浆料涂布厚度,从而可以提高正极极片的厚度和压实密度,同时正极浆料与正极集流体之间可形成氢键作用力,提高正极极片的内聚力和剥离力,减少掉粉,进而提高电池的循环性能和安全性能。
27.进一步地,上述正极活性物质层的单面涂布重量为245~325g/m2。由此,相较于现有技术中使用含有pvdf粘结剂的正极浆料导致的正极浆料涂布过厚开裂的问题,本技术可以在正极集流体上涂覆相对较厚的正极浆料而不开裂,从而提高正极极片的压实密度,进而提高电池的循环性能。
28.需要说明的是,上述针对正极浆料所描述的特征和优点同样适用于该正极极片,此处不再赘述。
29.在本发明的第三个方面,本发明提出了一种锂电池。根据本发明的实施例,所述锂电池包括上述的正极极片。由此,该锂电池具有优异的安全性能和循环性能。
30.需要说明的是,上述针对正极极片所描述的特征和优点同样适用于该锂电池,此
处不再赘述。
31.下面详细描述本发明的实施例,需要说明的是下面描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。另外,如果没有明确说明,在下面的实施例中所采用的所有试剂均为市场上可以购得的,或者可以按照本文或已知的方法合成的,对于没有列出的反应条件,也均为本领域技术人员容易获得的。
32.实施例1
33.正极浆料包括:96.5%wt%的磷酸铁锂、3wt%的粘结剂和0.5wt%的导电炭黑,其中,粘结剂包括pvdf和添加剂乙二醇,并且pvdf和添加剂的质量比为87:13;
34.制备正极极片的方法:利用在铝箔双表面涂布上述正极浆料,涂布完成后进行辊压,即可在铝箔表面形成正极活性物质层单面涂布重量为245g/m2的正极极片;
35.电芯制备:以上述正极极片为正极,以石墨为负极,pp膜为隔膜,电解液包括六氟磷酸锂、碳酸乙烯酯、碳酸二甲酯和环状碳酸甲乙酯,其中电解液中六氟磷酸锂的浓度为1mol/l,然后组装电芯。
36.实施例2
37.添加剂为乙醇,其余同于实施例1。
38.实施例3
39.添加剂为乙胺,其余同于实施例1。
40.实施例4
41.添加剂为丙醇,其余同于实施例1。
42.实施例5
43.添加剂为丙胺,其余同于实施例1。
44.实施例6
45.添加剂为羟基乙胺,其余同于实施例1。
46.实施例7
47.添加剂为二乙胺,其余同于实施例1。
48.实施例8
49.添加剂为n-乙基正丙胺,其余同于实施例1。
50.实施例9
51.添加剂为三乙胺,其余同于实施例1。
52.实施例10
53.添加剂为乙二醇和三乙胺,pvdf、乙二醇和三乙胺的质量比为87:3:10;其余同于实施例1。
54.实施例11
55.添加剂为乙醇和乙胺,pvdf、乙醇和乙胺的质量比为87:3:10;其余同于实施例1。
56.实施例12
57.添加剂为丙醇和丙胺,pvdf、丙醇和丙胺的质量比为。87:3:10;其余同于实施例1。
58.实施例13
59.添加剂为乙二醇和羟基乙胺,pvdf、乙二醇和羟基乙胺的质量比为87:3:10;其余同于实施例1。
60.实施例14
61.添加剂为乙醇和二乙胺,pvdf、乙醇和二乙胺的质量比为87:3:10;其余同于实施例1。
62.实施例15
63.添加剂为乙醇和n-乙基正丙胺,pvdf、乙醇和n-乙基正丙胺的质量比为87:3:10;其余同于实施例1。
64.实施例16
65.添加剂为乙醇和三乙胺,pvdf、乙醇和三乙胺的质量比为87:3:10;其余同于实施例1。
66.实施例17
67.添加剂为乙醇、乙胺和三乙胺,pvdf、乙醇、乙胺和三乙胺的质量比为87:3:5:5;其余同于实施例1。
68.实施例18
69.正极极片上正极活性物质层的单面涂布重量为280g/m2,其余同于实施例10。
70.对比例
71.正极浆料包括:96.5wt%的磷酸铁锂、3wt%的pvdf粘结剂和0.5wt%的导电炭黑,并且其粘结剂中不加入添加剂,其余同于实施例1。
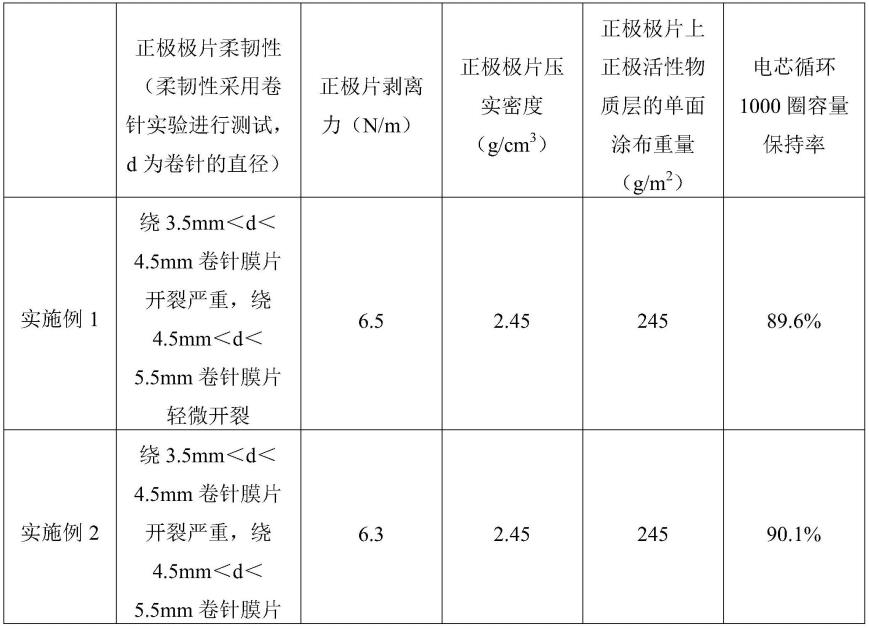
72.对实施例1-18和对比例所得正极极片柔韧性、剥离力、压实密度和正极极片上正极活性物质层的涂布情况以及电芯循环性能进行评价,评价结果如表1所示。
73.表1实施例1-18和对比例所得正极极片柔韧性、剥离力、压实密度和正极极片上正极活性物质层的涂布情况以及电芯循环性能
74.75.[0076][0077]
备注:采用卷针实验进行韧性测试的方法:一共有4种直径的卷针,分别是2.5mm<d<3.5mm、3.5mm<d<4.5mm、4.5mm<d<5.5mm、5.5mm<d<6mm,用极片进行卷绕后,拿一定的力去拉极片,看极片开裂情况,开裂的卷针直径越小,柔韧性越好。
[0078]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0079]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1