一种具有多个电芯的锂电池的制作方法
1.本发明涉及锂离子电池技术领域,尤其涉及一种具有多个电芯的锂电池。
背景技术:
2.目前传统的锂电池装配方法如下:
①
采用“蝴蝶焊接”工艺将两个单卷芯连接在一起, 即通过连接片将相同极性的两极耳,利用超声波焊接在一起;
②
将上述连接片通过激光与盖 板上对应相同极性的极柱焊接在一起,并在焊印处扣合止动架;
③
将上述两个单卷芯合并, 通过捆绑胶带固定;
④
将电芯塞入铝壳,通过激光完成盖板与铝壳的封口焊接。
3.现有技术存在如下缺陷:1、加工制造工序复杂,需要涉及极耳超声波焊接、连接片激光 焊接、扣合止动架、合芯等诸多工序,且连接片激光焊接工序中,不易实现卷芯及连接片的 定位,从而降低了制造的合格率、稼动率;2、连接片与盖板的激光焊接工序中,会产生大量 的金属粉尘,而焊接位置均靠近卷芯的开口处,极易使金属粉尘进入卷芯内部,从而造成锂 电池因短路而报废;3、合芯工序中,两个单卷芯的对齐度不易控制,且正、负极耳弯折时易 出现断裂、反插入卷芯内部等风险,当单个锂电池的卷芯数量增加时,极耳弯折的缺陷更加 明显,大大限制了工艺应用。
4.公开号为cn113300055a的发明专利申请公开了一种电芯的连接组件、锂电池及装配方 法,通过连接组件连接多个电芯,将多个电芯的极耳引导到连接组件的极片上;连接后的多 个电芯折叠排列后放入铝壳内,通过盖板的极柱与连接组件的极片连接从而将多个电芯的正 负极分别与铝壳盖板上的正负极柱连接,整体作为电池使用。该方案虽然能够提高锂电池的 能量密度,但是电芯需要先通过连接组件并联,再通过盖板并联,装配过程步骤较多,组装 不方便。
技术实现要素:
5.本发明所要解决的技术问题在于提供一种能够提高能量密度,简化装配流程的多电芯锂 电池结构。
6.本发明是通过以下技术方案解决上述技术问题的:一种具有多个电芯的锂电池,包括容 纳多个电芯的壳体,所述壳体的两侧分别设置有一个盖板,所述电芯的两个极耳均设置于电 极端,两个电芯的电极端相对设置形成一个电芯组,所述壳体内封装有至少一个电芯组;所 述电芯组中的两个电芯极性相同的极耳分别对齐,所述盖板的外表面分别设置有一个极柱, 所述极柱穿过盖板连接有极片,多个电芯极性相同的极耳分别与同一个极片并联连接。
7.本发明在壳体内同时封装至少一个电芯组,通过两个盖板分别将多个电芯的正负极耳引 出到极柱上,通过两个盖板上的极柱进行充放电,得到具有多个电芯的锂电池,相对于传统 锂电池结构能够提高能量密度,并且能够省去止动架等现有锂电池的安装结构,降低封装成 本和封装工序,提高装配效率。
8.优选的,所述壳体包括两个个一端敞口的铝壳,所述电芯能够沿敞口端插入铝壳
内,所 述铝壳的厚度方向能够容纳至少一个电芯,两个所述铝壳的敞口端能够拼接固定并使两侧电 芯的电极端相对贴合形成电芯组,两个所述铝壳拼接位置的两侧分别设置有一个所述盖板。
9.优选的,所述铝壳在敞口端长度方向的两端分别具有凹口,两个所述铝壳拼接固定时, 所述盖板能够分别与两个铝壳的凹口拼接固定。
10.优选的,所述盖板包括基板,所述基板的外表面设置有所述极柱,内表面设置有所述极 片,所述极柱和极片分别与基板绝缘配合并相互连接。
11.优选的,所述基板两侧分别贴附有绝缘层,所述极片具有穿过基板与极柱连接的凸台, 所述凸台与极柱通过激光焊接固定,所述凸台与基板接触的位置通过绝缘层阻隔,所述绝缘 层上具有通气孔。
12.优选的,所述极片包括与电极端垂直的第一连接片和与电极端平行的第二连接片,所述 第一连接片与第二连接片固定连接,所述基板的内表面设置有两个分别与凸台的两边连接的 第二连接片,两个所述第一连接片能够与两侧电芯的极耳分别固定连接,所述第一连接片能 够向第二连接片翻折。
13.优选的,所述第一连接片与一保护片焊接固定夹持至少一个电芯组的极耳,所述极耳能 够向电极端表面折叠,所述第一保护片处于靠近电极端的一侧,焊接区域两侧的表面分别贴 附有绝缘胶带。
14.优选的,所述第一连接片与第二连接片的连接处设置有一排应力孔。
15.优选的,两个所述基板上共设置有至少一个注液孔和至少一个防爆阀。
16.优选的,所述电芯的正极耳包括多层堆叠的铝箔,电芯的负极耳包括多层堆叠设置的铜 箔;与正极耳连接的极柱和极片的材料为铝,与负极耳连接的极柱和极片的材料为铜,所述 盖板连接的至少一个电芯组通过保护膜包裹连接后放入所述壳体内。
17.本发明提供的具有多个电芯的锂电池的优点在于:在壳体内同时封装至少一个电芯组, 通过两个盖板分别将多个电芯的正负极耳引出到极柱上,通过两个盖板上的极柱进行充放电, 得到具有多个电芯的锂电池,相对于传统锂电池结构能够提高能量密度,并且能够省去止动 架等现有锂电池的安装结构,降低封装成本和封装工序,提高装配效率。相较于传统的锂电 池结构,取消连接片激光焊接、扣合止动架、合芯等诸多工序,更易于实现卷芯定位,提高 合格率和稼动率;将连接片与盖板的激光焊接工序转移到凸台与极柱的激光焊接工序上,此 时的焊接位置远离卷芯的开口处,可以有效规避激光焊接过程中产生的金属粉尘进入卷芯内 部,避免了锂电池短路的风险;在卷芯固定封装时,正、负极耳均处于拉伸状态,能够规避 正、负极耳弯折时易断裂、反插的风险。
附图说明
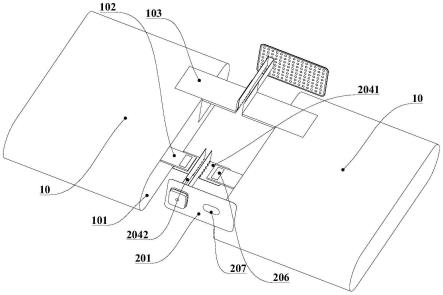
18.图1为本发明的实施例1提供的锂电池的示意图;
19.图2为本发明的实施例1提供的电芯的示意图;
20.图3为本发明的实施例1提供的盖板与电芯组的配合状态示意图;
21.图4为本发明的实施例1提供的铝壳的示意图;
22.图5为图4中a部分的局部放大图;
23.图6为本发明的实施例1提供的盖板的示意图一;
24.图7为本发明的实施例1提供的盖板的示意图二;
25.图8为本发明的实施例1提供的极片与极柱的配合状态示意图;
26.图9为图7中b部分的局部放大图;
27.图10为本发明的实施例1提供的盖板与电芯组的装配过程示意图一;
28.图11为本发明的实施例1提供的盖板与电芯组的装配过程示意图二;
29.图12为本发明的实施例1提供的盖板与电芯组的装配过程示意图三;
30.图13为本发明的实施例1提供的盖板与电芯组的装配过程示意图四;
31.图14为本发明的实施例2提供的盖板与两个电芯组的配合状态示意图一;
32.图15为本发明的实施例2提供的盖板与两个电芯组的配合状态示意图二。
具体实施方式
33.为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图, 对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例, 而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动 前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.实施例1
35.如图1所示,本实施例提供了一种具有多个电芯的锂电池,包括能够容纳多个电芯的壳 体30,所述壳体30的两侧分别设置有一个盖板20;结合图2和图3,所述电芯10的两个极 耳102均设置于电极端101上,两个电芯10的电极端101相对设置形成一个电芯组,并通过 所述壳体30进行封装,同一个电芯组中的两个电芯10极性相同的极耳102分别对齐,所述 盖板20的外表面分别设置有一个极柱203,所述极柱203穿过盖板20连接有极片204,两个 电芯10上极性相同的极耳102分别与同一个极片204并联连接。
36.本实施例在壳体30内同时封装至少一个电芯组,通过两个盖板20分别将多个电芯的正 负极耳引出到极柱上,通过两个盖板20上的极柱203进行充放电,得到具有多个电芯的锂电 池,相对于传统锂电池结构能够提高能量密度,并且能够省去止动架等现有锂电池的安装结 构,降低封装成本和封装工序,提高装配效率。
37.结合图1和图4,所述壳体30包括两个一端敞口的铝壳301,所述电芯10能够沿敞口端 插入到铝壳301内,所述铝壳301的厚度根据需要容纳的电芯10的数量确定,本实施例中仅 需要容纳一个电芯10即可,两个所述铝壳301的敞口端能够拼接固定并使两侧电芯10的电 极端101相对贴合形成所述电芯组,两个所述铝壳301拼接位置的两侧分别设置有一个所述 盖板20。
38.所述铝壳301在沿敞口端长度方向的两端分别具有凹口302,两个所述铝壳301拼接固 定时,所述盖板20能够与所述凹口拼合得到的结构拼接固定,参考图5,所述铝壳301的敞 口端设置有台阶槽以方便两个铝壳301的拼接固定,同时所述盖板20与凹口302上也适应性 设置有台阶槽进行拼接,拼接后的铝壳301之间以及盖板20与铝壳301之间分别通过激光焊 接固定。
39.参考图6、图7和图8,所述盖板20包括基板201,所述基板201的外表面设置有所述 极柱203,内表面设置有所述极片204,所述基板201的两个表面分别贴附有绝缘层202,所 述极片204具有穿过基板201与极柱203连接的凸台205,所述凸台205与极柱203通过激 光
焊接固定,所述凸台205与基板201基础的位置通过绝缘层202绝缘阻隔。
40.再参考图9,所述基板201的边缘设置为台阶槽以方便与铝壳301的凹口302进行装配。
41.再参考图6和图7,所述极片204包括与电极端101垂直的第一连接片2041和与电极端 101平行的第二连接片2042,所述第一连接片2041与第二连接片2042固定连接,所述基板 201的内表面设置有两个分别与凸台205的两边连接的第二连接片2042,结合图10;两个所 述第一连接片2041能够与两侧电芯10的极耳102分别固定连接,所述第一连接片2041能够 向第二连接片2042方向翻折。
42.在进行极耳102与极片204的连接时,使用一个保护片206与第一连接片2041夹持固定 所述极耳102,然后所述极耳102折叠与电极端101的表面重合,第一连接片2041跟随极耳 102折叠。
43.具体的,结合图10和图11,所述第一连接片2041处于极耳102靠近电极端101的一侧, 保护片206处于另一侧,通过超声波焊接将保护片206、极耳102和第一连接片2041焊接在 一起,参考图3和图10,焊接后在焊印区域的两侧表面上分别贴附绝缘胶带103,从而防止 后续加工过程中的焊接粉尘进入到卷芯10内,规避电池短路的风险。
44.两个所述盖板20上根据需要共设置至少一个防爆阀207和至少一个注液孔208,参考图 6和图10,本实施例中,防爆阀207和注液孔208分别设置在两个盖板20上。结合图7,所 述绝缘层202上具有通气孔,一方面能够减轻绝缘片202的重量,提升电池的能量密度,另 一方面能够使电池内部产生的气体可以顺利排向防爆阀207。
45.参考图12,所述第一连接片2041与极耳102焊接固定后,通过折叠极耳102和第一连 接片2041使一个电芯组内的两个电芯10相互靠近,本实施例中,所述电芯10的两个极耳 102均设置在其厚度方向的一个侧面上,极耳102向另一侧折叠从而不会超出电芯10的厚度 范围;结合图6和图7,第一连接片2041与第二连接片2042的连接位置设置有一排应力孔 以方便第一连接片2041折叠。
46.所述电芯10的极耳102分别包括正极耳和负极耳,其中正极耳由多层铝箔材堆叠而成, 负极耳是由多层铜箔材堆叠而成;与正极耳连接的极片204和极柱203使用铝材制成,与负 极耳连接的极片204和极柱203使用铜材制成;本实施例中电芯10为卷绕型电芯,但本实施 例的方案同样适用于叠片型卷芯、卷绕-叠片型等其他型式的电芯结构。
47.参考图13,极片204与极耳102连接后,两个所述基板201分别处在电芯组两侧并靠近 电芯10的侧面;在第一连接片2041和极耳102折叠在一起后,基板201的位置处在电芯10 的厚度范围内,从而不会因基板201的厚度增大壳体的封装厚度。然后使用一个绝缘膜104 包裹住组装在一起的电芯10,此时需要注意绝缘膜104不能覆盖两侧的盖板20;然后将两个 铝壳301分别套在两个电芯10上,将两侧的盖板20分别与铝壳301进行装配后通过激光或 超声波进行焊接,封装得到锂电池。
48.实施例2
49.参考图14和图15,本实施例中所述盖板20连接有两个电芯组,第二个电芯组的极耳102 与第一个电芯组的极耳102贴合,第一连接片2041和保护片206将两个极耳102夹持在中间, 然后通过超声波焊接进行固定,之后将两个极耳102向其中一个电芯10的极耳端101折叠, 第一连接片2041跟随折叠到第二连接片2042上,其他安装步骤与实施例1相同;
此时铝壳301的尺寸适应性设置以容纳两个电芯10即可。
50.进一步的,本领域技术人员可根据本实施例提供的方案,通过一个盖板20连接更多个电 芯组,在需要连接多个电芯组的情况下,只需要适应性调整下层电芯组的极耳102的长度, 使其能够与极片204连接到一起即可,在具体固定时,可先将下层的极耳102折叠与电极端 101贴合,然后使其极耳102的端部与上层的极耳102贴合到一起,再与第一连接片2041和 保护片206焊接固定。
51.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发 明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载 的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不 使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1