一种线束生产用焊接工艺的制作方法
一种线束生产用焊接工艺
【技术领域】
1.本发明涉及线束生产领域,具体涉及一种线束生产用焊接工艺。
背景技术:
2.线束为一定负载源组提供服务设备的总体,如中继线路、交换装置、控制系统等,在现有的线束焊接工艺中,对线束材料处理较为单一,并且在使用时,焊接时间较长,容易发生刺穿的情况。针对上述提出的问题,在原有的焊接工艺基础上进行创新设计。
技术实现要素:
3.为解决上述问题,本发明的目的在于提供一种线束生产用焊接工艺,解决了现有的线束焊接工艺中,对线束材料处理较为单一,并且在使用时,焊接时间较长,容易发生刺穿的问题。
4.为实现上述目的,本发明采取的技术方案为:一种线束生产用焊接工艺,包括以下步骤:
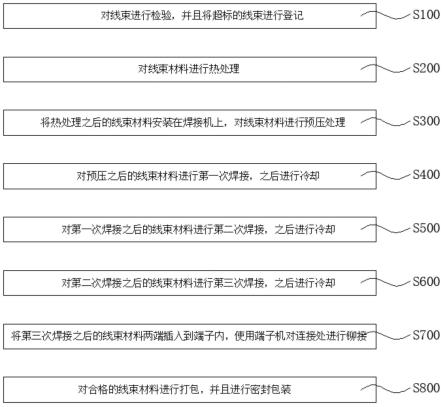
5.s100:对线束进行检验,并且将超标的线束进行登记,保证线皮不破损,表面圆润,无编织纹;
6.s200:对线束材料进行热处理;
7.s300:将热处理之后的线束材料安装在焊接机上,对线束材料进行预压处理;
8.s400:对预压之后的线束材料进行第一次焊接,之后进行冷却;
9.s500:对第一次焊接之后的线束材料进行第二次焊接,之后进行冷却;
10.s600:对第二次焊接之后的线束材料进行第三次焊接,之后进行冷却;
11.s700:将第三次焊接之后的线束材料两端插入到端子内,使用端子机对连接处进行铆接;
12.s800:对线束材料进行打包,并且进行密封包装。
13.本发明中的一种线束生产用焊接工艺进一步设置为:所述步骤s200中,对线束材料进行退火处理,并且使线束材料满足之后的使用要求,退火处理为再结晶退火。
14.本发明中的一种线束生产用焊接工艺进一步设置为:所述步骤s400中,对线束材料的焊接时间为20-30ms。
15.本发明中的一种线束生产用焊接工艺进一步设置为:所述步骤s500中,对线束材料的焊接时间为20-25ms。
16.本发明中的一种线束生产用焊接工艺进一步设置为:所述步骤s600中,对线束材料的焊接时间为20-25ms。
17.本发明中的一种线束生产用焊接工艺进一步设置为:所述步骤s400-s600中,对线束焊接所使用的焊接机型号为ts-usw,功率为4000w。
18.本发明中的一种线束生产用焊接工艺进一步设置为:所述步骤s700中,端子机型号为jydzj。
19.与现有技术相比,本发明具有如下有益效果:
20.(1)、该线束生产用焊接工艺,通过对线束材料进行三次焊接处理,能够对线束材料处理的更加彻底,同时因为对焊接处理的时间进行限制,可以避免对线束材料在焊接时,发生刺穿的情况,保证该装置的实用性。
21.(2)、该线束生产用焊接工艺,通过对线束材料进行筛选,可以防止生产出来的产品不达标,并且先进行热处理的工艺,能够方便之后对线束材料进行焊接处理,进而提高工作效率。
【附图说明】
22.图1是本发明的工艺流程结构示意图。
【具体实施方式】
23.下面通过具体实施例对本发明所述的一种线束生产用焊接工艺作进一步的详细描述。
24.如图1所示,本发明提供一种技术方案:一种线束生产用焊接工艺,包括以下步骤:
25.s100:对线束进行检验,并且将超标的线束进行登记,保证线皮不破损,表面圆润,无编织纹;
26.s200:对线束材料进行热处理;
27.s300:将热处理之后的线束材料安装在焊接机上,对线束材料进行预压处理;
28.s400:对预压之后的线束材料进行第一次焊接,之后进行冷却;
29.s500:对第一次焊接之后的线束材料进行第二次焊接,之后进行冷却;
30.s600:对第二次焊接之后的线束材料进行第三次焊接,之后进行冷却;
31.s700:将第三次焊接之后的线束材料两端插入到端子内,使用端子机对连接处进行铆接;
32.s800:对线束材料进行打包,并且进行密封包装;
33.步骤s200中,对线束材料进行退火处理,并且使线束材料满足之后的使用要求,退火处理为再结晶退火;
34.步骤s400中,对线束材料的焊接时间为20-30ms;
35.步骤s500中,对线束材料的焊接时间为20-25ms;
36.步骤s600中,对线束材料的焊接时间为20-25ms;
37.步骤s400-s600中,对线束焊接所使用的焊接机型号为ts-usw,功率为4000w;
38.步骤s700中,端子机型号为jydzj。
39.本发明的工作原理是:使用时,首先将需要使用的线束材料进行检验,当出现不达标的线束材料时,将其取出,并且进行登记,之后对合格的线束材料进行热处理,再将处理完成的原料固定在焊接机上,通过焊接机对原料进行焊接处理,时间为20-30ms,处理完成之后对线束材料进行冷却,再进行第二次焊接处理,时间为20-25ms,处理完成之后对线束材料进行冷却,再进行第三次焊接处理,时间为20-25ms,对线束材料进行冷却,并安装在端子内,通过端子机对连接处进行铆接,最后处理完成之后,对线束材料进行打包处理,并且进行密封包装,这就是该线束生产用焊接工艺的工作原理,同时本说明书中未作详细描述
的内容,均属于本领域专业技术人员公知的现有技术。
40.上述的实施例仅例示性说明本发明创造的原理及其功效,以及部分运用的实施例,而非用于限制本发明;应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
技术特征:
1.一种线束生产用焊接工艺,其特征在于:包括以下步骤:s100:对线束进行检验,并且将超标的线束进行登记,保证线皮不破损,表面圆润,无编织纹;s200:对线束材料进行热处理;s300:将热处理之后的线束材料安装在焊接机上,对线束材料进行预压处理;s400:对预压之后的线束材料进行第一次焊接,之后进行冷却;s500:对第一次焊接之后的线束材料进行第二次焊接,之后进行冷却;s600:对第二次焊接之后的线束材料进行第三次焊接,之后进行冷却;s700:将第三次焊接之后的线束材料两端插入到端子内,使用端子机对连接处进行铆接;s800:对线束材料进行打包,并且进行密封包装。2.如权利要求1所述的一种线束生产用焊接工艺,其特征在于:所述步骤s200中,对线束材料进行退火处理,并且使线束材料满足之后的使用要求,退火处理为再结晶退火。3.如权利要求1所述的一种线束生产用焊接工艺,其特征在于:所述步骤s400中,对线束材料的焊接时间为20-30ms。4.如权利要求1所述的一种线束生产用焊接工艺,其特征在于:所述步骤s500中,对线束材料的焊接时间为20-25ms。5.如权利要求1所述的一种线束生产用焊接工艺,其特征在于:所述步骤s600中,对线束材料的焊接时间为20-25ms。6.如权利要求1所述的一种线束生产用焊接工艺,其特征在于:所述步骤s400-s600中,对线束焊接所使用的焊接机型号为ts-usw,功率为4000w。7.如权利要求1所述的一种线束生产用焊接工艺,其特征在于:所述步骤s700中,端子机型号为jydzj。
技术总结
本发明涉及一种线束生产用焊接工艺,包括以下步骤:S 100:对线束进行检验,并且将超标的线束进行登记;S200:对线束材料进行热处理;S300:将热处理之后的线束材料安装在焊接机上,对线束材料进行预压处理;S400:对预压之后的线束材料进行第一次焊接,之后进行冷却;S500:对第一次焊接之后的线束材料进行第二次焊接,之后进行冷却;S600:对第二次焊接之后的线束材料进行第三次焊接,之后进行冷却;S700:将第三次焊接之后的线束材料两端插入到端子内,使用端子机对连接处进行铆接;S800:对合格的线束材料进行打包,并且进行密封包装。该线束生产用焊接工艺,能够避免对线束材料在焊接时,发生刺穿的情况,保证该装置的实用性。保证该装置的实用性。保证该装置的实用性。
技术研发人员:黄斌 杨洪亮 吴杰 施宇
受保护的技术使用者:江苏威晟轨道交通科技有限公司
技术研发日:2022.03.28
技术公布日:2022/7/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1