一种铜铝过渡设备张力线夹及其制备方法与流程
1.本发明涉及电力设备技术领域,具体涉及一种铜铝过渡设备张力线夹及其制备方法。
背景技术:
2.随着电力线路的不断建设,线路及设备呈几何式增加,而且新的设计标准越来越高,导线型号越来越大,使用铜铝设备线夹的数量越来越多,使用量剧增和导线型号加大使得目前铜铝设备线夹发生故障的几率也越来越大。特别是在架空线路上使用的受力的设备线夹长期发生铜铝连接处断裂,严重影响供电安全和供电可靠率,很多时候就因为一个设备线夹故障,影响一条主干线全部停电。
3.造成设备线夹故障的主要原因在于两种情况:一是原有设备线夹铜铝接触点(面)载流量达不到要求过热烧断,第二种情况是其机械强度不够,经不住连接两端线路或设备的张力折断。设备线夹结合点发热严重,产品在使用过程中长期受到导线的拉力和剪力,铜层易受到破坏脱落,导致产品在使用过程中电阻增大、温升过高,在长期使用过程中,过载等情况下,容易引起停电事故,严重时可能会烧毁设备,引起爆炸或火灾,影响电力系统正常运作。
技术实现要素:
4.为解决现有技术中存在的不足,本发明的目的在于,提供一种铜铝过渡设备张力线夹及其制备方法。通过该方法制备而成的铜铝设备线夹在铜铝之间实现了冶金多面结合,一体成型,降低了成本,不易被氧化,不易出现裂纹或折断现象,增大了铜铝设备线夹的张力,解决了铜铝设备线夹在外力作用下由于张力不足而断裂的问题。
5.本发明采用如下的技术方案:
6.一种铜铝过渡设备张力线夹,其包括:铜接线板以及铝接线板,所述铜接线板与铝接线板之间通过焊接与铆接相结合的方式连接起来;所述铜接线板的其中一端为铜连接端,其构造为台阶状结构,其用于与铝接线板进行固定连接,所述铝接线板的其中一端为铝连接端,其构造为与铜接线板的铜连接端相匹配的结构;所述铜接线板的另一端为铜接线端,铝接线板的另一端为铝接线端。
7.作为本发明的一种优选实施方式,所述铝连接端与铜连接端为反向对称结构,二者的大小、截面、厚度相互镶嵌配合为扁平件。
8.作为本发明的一种优选实施方式,所述铜连接端为矩形台阶状结构,其上设置有铜铆接孔,铝连接端为与铜连接端匹配的矩形台阶状结构,其上设置有与铜铆接孔对应的铝铆接孔。
9.作为本发明的一种优选实施方式,所述铜连接端为z形台阶状结构,其上设置有铜铆接孔,铝连接端为与铜连接端匹配的z形台阶状结构,其上设置有与铜铆接孔对应的铝铆接孔。
10.作为本发明的一种优选实施方式,所述铜接线板的铜接线端上设置有铜接线孔。
11.作为本发明的一种优选实施方式,所述铝接线板的铝接线端的中部设置有轴向的铝接线槽。
12.作为本发明的一种优选实施方式,所述铝接线槽的两侧对称开设有螺丝孔。
13.作为本发明的一种优选实施方式,对称的所述螺丝孔中设置有u形螺丝,并通过u形螺丝将马鞍件紧固在铝接线槽中压紧铝导线。
14.作为本发明的一种优选实施方式,对称的所述螺丝孔上设置有压线垫片,压线垫片的中间部位设置有凸起,用于与铝接线槽匹配,压紧铝导线,压线垫片的两端设置有与螺丝孔相对应的孔洞,用于通过螺栓紧固压线垫片。
15.一种铜铝过渡设备张力线夹的制备方法,所述制备方法包括以下步骤:
16.步骤1,加工铜接线板以及铝接线板,将铜接线板或者铝接线板加热后热轧出相应的焊接面与铆接面;
17.步骤2,使用车床、铣床对铜接线板以及铝接线板进行车、铣,将铜接线板与铝接线板的焊接面加工到符合钎焊的要求,并使用冲床冲出铜接线孔、铝接线槽以及螺丝孔;
18.步骤3,将加工完成的铜接线板和铝接线板的铜连接端和铝连接端对接,并采用钎焊进行焊接处理,焊接完成后放入到锡液中进行表面挂锡处理;
19.步骤4,将焊接完成的铜铝过渡设备线夹使用铆钉进行铆接,进一步保证铜接线板和铝接线板的压接和紧密连接;
20.步骤5,将马鞍件或压线垫片通过u形螺丝或紧固螺丝压紧;
21.步骤6,打磨处理铜铝过渡设备线夹,并检测其抗拉强度、抗压强度以及剪切力。
22.与现有技术相比,本发明的有益效果在于:
23.本发明的一种铜铝过渡设备张力线夹中的铜接线板与接线板采用阶梯状的对接方式,采用钎焊与铆接两种固定方法,不仅仅增加了焊接的面积,而且还加固了连接强度,解决了设备线夹连接效果差,防止线夹由于受外力、负荷、环境影响而氧化、剥皮、拉断,解决了线夹受力易断裂的问题,不仅能够适用于一般设备线夹,而且还适用于拉力较大设备的连接,本制备方法详尽清楚,操作要求低,能够批量进行制作。
附图说明
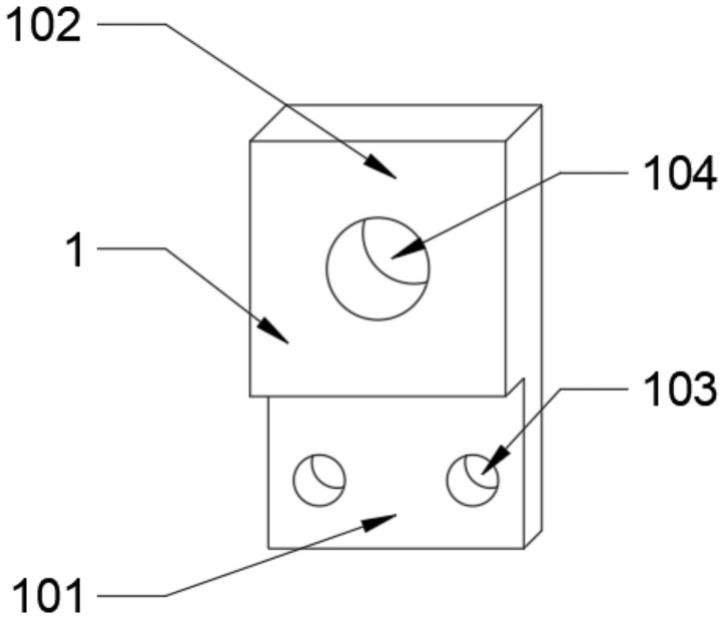
24.图1是本发明的一种铜铝过渡设备张力线夹的矩形台阶结构铜接线板结构示意图;
25.图2是本发明的一种铜铝过渡设备张力线夹的矩形台阶结构铝接线板结构示意图;
26.图3是本发明的一种铜铝过渡设备张力线夹的矩形台阶结构铜、铝接线板拼接的结构示意图;
27.图4是本发明的一种铜铝过渡设备张力线夹的z形台阶结构铜接线板结构示意图;
28.图5是本发明的一种铜铝过渡设备张力线夹的z形台阶结构铝接线板结构示意图;
29.图6是本发明的一种铜铝过渡设备张力线夹的z形台阶结构铜、铝接线板拼接的结构示意图;
30.图7是本发明的一种铜铝过渡设备张力线夹的马鞍件的结构示意图;
31.图8是本发明的一种铜铝过渡设备张力线夹的u形螺丝的结构示意图;
32.图9是本发明的一种铜铝过渡设备张力线夹的压线垫片的结构示意图。
33.图中:
34.1-铜接线板;101-铜连接端;102-铜接线端;103-铜铆接孔;104-铜接线孔;2-铝接线板;201-铝连接端;202-铝接线端;203-铝铆接孔;204-铝接线槽;205-螺丝孔;3-马鞍件;301-u形螺丝;4-压线垫片。
具体实施方式
35.下面结合附图对本技术作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本技术的保护范围。
36.如图1至图9所示,本发明的一种铜铝过渡设备张力线夹主要包括铜接线板1以及铝接线板2。
37.铜接线板1与铝接线板2之间通过焊接与铆接相结合的方式连接起来。
38.铜接线板1的其中一端为铜连接端101,其构造为台阶状结构,其用于与铝接线板2进行固定连接,所述铝接线板2的其中一端为铝连接端201,其构造为与铜接线板1的铜连接端101相匹配的结构。
39.铜接线板1的另一端为铜接线端102,铝接线板2的另一端为铝接线端202。
40.铝连接端201与铜连接端101为反向对称结构,二者的大小、截面、厚度相互镶嵌配合为扁平件。
41.优选地,铜连接端101为矩形台阶状结构,其上设置有铜铆接孔103,铝连接端201为与铜连接端101匹配的矩形台阶状结构,其上设置有与铜铆接孔103对应的铝铆接孔203。优选地,铜连接端101还可以是z形台阶状结构,其上设置有铜铆接孔103,铝连接端201为与铜连接端101匹配的z形台阶状结构,其上设置有与铜铆接孔103对应的铝铆接孔203。
42.铜接线端101与铝接线端201相配合,二者对接之后先采用钎焊进行焊接,随后采用铆钉将其铆接加固,使得铜接线板1与铝接线板2固定连接成为一个整体,形成一个完整的铜铝过渡设备线夹。
43.铜接线板1的铜接线端102上设置有铜接线孔104,用于压接铜导线。
44.铝接线板2的铝接线端202的中部设置有轴向的铝接线槽204,用于压接铝导线。
45.铝接线槽204的两侧对称开设有螺丝孔205。
46.铝接线槽204压接铝导线的方式至少有两种,其中一种是通过马鞍件3来进行接装,马鞍件3将铝导线压入铝接线槽204中,随后使用u形螺丝301穿过螺丝孔205,并将其使用螺帽紧固,从而完成对铝导线的压接。马鞍件3的平整面与铝导线接触并将铝导线压入铝接线槽204中,并使用u形螺丝301压接马鞍件3的马鞍面,将其压紧。
47.另外一种是通过压线垫片4来将铝导线压接。压线垫片4设置在对称开设的螺丝孔205上,压线垫片4的两端设置有与螺丝孔205对应的孔洞,其中间部位为凸起结构,用于与铝接线槽204相配合压紧铝导线,随后通过螺栓将压线垫片4紧固在螺丝孔205上,完成对铝导线的压接。
48.一种铜铝过渡设备张力线夹的制备方法,该制备方法包括以下步骤:
49.步骤1,加工铜接线板1以及铝接线板2,将铜接线板1或者铝接线板2加热后热轧出
相应的焊接面与铆接面;
50.步骤2,使用车床、铣床对铜接线板1以及铝接线板2进行车、铣,将铜接线板1与铝接线板2的焊接面加工到符合钎焊的要求,并使用冲床冲出铜接线孔104、铝接线槽204以及螺丝孔205;
51.步骤3,将加工完成的铜接线板1和铝接线板2的铜连接端101和铝连接端201对接,并采用钎焊进行焊接处理,焊接完成后放入到锡液中进行表面挂锡处理;
52.步骤4,将焊接完成的铜铝过渡设备线夹使用铆钉进行铆接,进一步保证铜接线板1和铝接线板2的压接和紧密连接;
53.步骤5,将马鞍件3或压线垫片4通过u形螺丝301或紧固螺丝压紧;
54.步骤6,打磨处理铜铝过渡设备线夹,并检测其抗拉强度、抗压强度以及剪切力。
55.步骤2中,对焊接面进行打磨、抛光、加热处理,主要是去除焊接面的氧化膜和油污,确保焊接面光洁。焊接介质采用硼砂或锡。
56.挂锡处理过的铜铝过渡设备线夹连接可靠,有效避免线夹发热造成电路安全问题,防止铜铝过渡设备线夹出现氧化虚接,甚至出现打火现象,进而避免了火灾的发生。
57.步骤4中,如果铆接完成的铜铝过渡设备线夹的表面出现氧化皮或锈蚀物,使用酸洗处理方法将其去除。
58.与现有技术相比,本发明的有益效果在于:
59.本发明的一种铜铝过渡设备张力线夹中的铜接线板与接线板采用阶梯状的对接方式,采用钎焊与铆接两种固定方法,不仅仅增加了焊接的面积,而且还加固了连接强度,解决了设备线夹连接效果差,防止线夹由于受外力、负荷、环境影响而氧化、剥皮、拉断,解决了线夹受力易断裂的问题,不仅能够适用于一般设备线夹,而且还适用于拉力较大设备的连接,本制备方法详尽清楚,操作要求低,能够批量进行制作。
60.本发明申请人结合说明书附图对本发明的实施示例做了详细的说明与描述,但是本领域技术人员应该理解,以上实施示例仅为本发明的优选实施方案,详尽的说明只是为了帮助读者更好地理解本发明精神,而并非对本发明保护范围的限制,相反,任何基于本发明的发明精神所作的任何改进或修饰都应当落在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1