静电吸盘及静电吸盘的制造方法与流程
1.本公开涉及静电吸盘及静电吸盘的制造方法。
背景技术:
2.例如,为了制造半导体元件,可以使用吸附并且保持晶片的静电吸盘(esc)。这种静电吸盘构造成将内置有电极的陶瓷板粘合至金属制成的底板上。由于施加至陶瓷板中内置的电极的电压,晶片利用静电力而被吸附在陶瓷板上。
3.通过诸如有机硅基粘合剂等粘合剂将陶瓷板粘合至底板。具体地,通过未固化状态的粘合剂将陶瓷板临时粘合至底板。然后,当未固化状态的粘合剂热固化时,陶瓷板被粘合至底板上(参见例如jp-a-2013-247342)。
4.顺便提及,在热固化后的冷却处理中,将底板和陶瓷板彼此粘合的粘合剂收缩。在这种情况下,陶瓷板的外周部下方的粘合剂容易被周围大气夺走热量,从而比陶瓷板的中心部下方的粘合剂收缩得更多。结果,陶瓷板的外周部下方的粘合剂的厚度变薄,使得陶瓷板以在中心部和中心部周围较高并且在外周部较低的形状以偏转状态粘合。
5.在这种偏转状态下粘合的陶瓷板引起静电吸盘的吸附面(即,陶瓷板的吸附面)的高度变化。为了解决该问题,一般通过抛光使这种静电吸盘中的陶瓷板的吸附面平坦。
6.然而,当陶瓷板的吸附面被抛光时,陶瓷板的厚度变得不均匀。即,陶瓷板的中心部和中心部周围的厚度变薄。当在这种条件下使用静电吸盘时,通过粘合剂在底板和陶瓷板之间的传热特性可能不均匀,使得陶瓷板的吸附面的温度不能充分均匀。
技术实现要素:
7.特定实施例提供一种静电吸盘。该静电吸盘包括:底板,其由金属制成;陶瓷板,其固定至底板并且构造成通过静电力吸附对象;以及结合层,其设置在底板和陶瓷板之间以使底板和陶瓷板彼此结合。结合层由包括形成底板的金属和形成陶瓷板的陶瓷的复合材料形成。
8.特定实施例提供一种静电吸盘的制造方法。该方法包括:制备由金属制成的底板;通过3d打印将结合层设置在底板上,其中结合层由包括金属和陶瓷的复合材料形成;以及通过3d打印将陶瓷板设置在结合层上。陶瓷板包括:第一电极,该第一电极构造成通过根据施加至第一电极的电压而产生的静电力来吸附对象;第二电极,该第二电极构造成根据施加至第二电极的电压而产生热量;以及陶瓷,该陶瓷包围第一电极和第二电极。
附图说明
9.图1是示出了根据实施例的静电吸盘的构造的透视图;
10.图2是示出了根据实施例的静电吸盘的截面的示意图;
11.图3是示出了根据实施例的静电吸盘的制造方法的流程图;
12.图4是示出了结合层设置步骤的具体示例的视图;
13.图5是示出了陶瓷板设置步骤的具体示例的视图;并且
14.图6是示出了根据实施例的变型例的静电吸盘的截面的示意图。
具体实施方式
15.下文将基于附图对本技术公开的静电吸盘以及静电吸盘的制造方法的实施例进行详细描述。顺便提及,本文公开的技术不局限于实施例。
16.(实施例)
17.[静电吸盘的构造]
[0018]
图1是示出了根据实施例的静电吸盘100的构造的透视图。图1所示的静电吸盘100具有陶瓷板120与底板110结合的结构。
[0019]
底板110是由诸如铝等金属制成的圆形构件。底板110用作静电吸盘100的基材。在底板110内部形成有供诸如冷却水等制冷剂通过的制冷剂通道,以调节陶瓷板120和吸附在陶瓷板120上的晶片等的温度。
[0020]
陶瓷板120是由绝缘陶瓷制成的圆形构件。陶瓷板120的直径小于底板110的直径。陶瓷板120固定至底板110的中央。即,陶瓷板120的一个面用作与底板110结合的结合面。通过由包括金属和陶瓷的复合材料制成的结合层使结合面与底板110结合,使得陶瓷板120固定至底板110。在陶瓷板120中,与结合面相反的面是能够吸附诸如晶片等待吸附对象的吸附面。
[0021]
在陶瓷板120内部布置有导电电极。当向该电极供应电力时,产生静电力。通过静电力,对象被吸附在陶瓷板120的吸附面上。
[0022]
另外,在陶瓷板120内部布置有加热电极。加热电极由于供应至加热电极的电力而产生热量以调节陶瓷板120和吸附在陶瓷板120上的诸如晶片等对象的温度。
[0023]
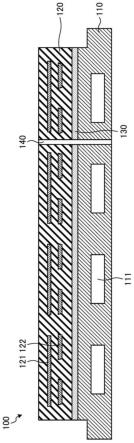
图2是示出了根据实施例的静电吸盘的截面的示意图。图2示出了沿图1的线ii-ii截取的截面图。如图2所示,静电吸盘100具有通过结合层130使陶瓷板120与底板110结合的构造。
[0024]
底板110例如是由金属制成的厚度为约20mm至50mm的构件,并且该底板110内部具有用作供诸如冷却水或冷却气体等制冷剂通过的通道的制冷剂通道111。由于通过制冷剂通道111的制冷剂,陶瓷板120和吸附在陶瓷板120上的晶片被冷却。作为冷却陶瓷板120的结果,吸附在陶瓷板120上的诸如晶片等对象被冷却。
[0025]
陶瓷板120由内部设置有电极121和加热电极122的陶瓷制成。陶瓷板120的厚度例如为约4.5mm。例如,通过使用氧化铝的3d打印来获得陶瓷。通过结合层130使陶瓷板120的作为与底板110结合的结合面的下表面与底板110的上表面结合。
[0026]
电极121构造成通过根据施加至电极121的电压而产生的静电力来吸附对象。即,当电压施加至陶瓷板120的电极121时,通过静电力使陶瓷板120吸附诸如晶片等对象。在图2中,陶瓷板120的上表面是吸附面,并且当电压施加至电极121时,对象被吸附在该吸附面上。
[0027]
另外,当电压施加至陶瓷板120的加热电极122时,加热电极122产生热量以便加热陶瓷板120,并且因此加热由陶瓷板120吸附的对象。通过由加热电极122进行的加热和由底板110进行的冷却来调节陶瓷板120的温度。结果,吸附在陶瓷板120上的对象的温度被调节
至期望温度。
[0028]
诸如cn49(康铜)(cu-ni-mn-fe合金)、zeranin(cu-mn-sn合金)或锰铜(cu-mn-ni合金)等合金可以用作加热电极122的材料。另外,加热电极122的厚度可以例如设定在约25μm至50μm的范围内。
[0029]
结合层130是由包括形成底板110的金属和形成陶瓷板120的陶瓷的复合材料制成的层。结合层130使陶瓷板120的下表面与底板110的上表面结合。例如通过使用包括形成底板110的金属和形成陶瓷板120的陶瓷的复合材料的3d打印来获得结合层130。在通过3d打印形成期间,包括金属和陶瓷的复合材料均匀设置在由金属制成的底板110上。结果,整个结合层130的厚度基本均匀。即,在形成期间,结合层130不需要像诸如有机硅基粘合剂等粘合剂那样的热固化和热固化后的冷却处理。因此,在结合层130的整个区域上厚度基本均匀。在结合层130的整个区域中,最厚部和最薄部之间的厚度差例如小于粘合剂的厚度差(热固化后的冷却处理中粘合剂的最厚部和最薄部之间的厚度差)。因此,通过结合层130在底板110和陶瓷板120之间的传热特性足够均匀,使得可以通过底板110使陶瓷板120的整个区域均匀冷却。结果,陶瓷板120的吸附面中的温差足够小,使得静电吸盘100可以获得足够高的热均匀性。
[0030]
顺便提及,当结合层130的厚度的最大值和最小值之间的差在0μm至100μm的范围内时,可以说结合层130的厚度基本均匀。更优选地,当结合层130的厚度的最大值和最小值之间的差在0μm至50μm的范围内时,可以说结合层130的厚度基本均匀。
[0031]
可以使用任何期望的比率作为形成结合层130的复合材料中陶瓷与金属的复合比率(陶瓷与金属的比率)。例如,结合层130可以形成为这样:随着沿结合层130的厚度方向接近陶瓷板120,复合材料中的陶瓷与金属的复合比率增加。对形成结合层130的复合材料施加(应用)梯度,使得随着接近陶瓷板120,陶瓷的复合比率增加。通过这种方式,可以减少由于陶瓷板120和底板110之间的热膨胀系数差异而引起的应力产生。因此,在由加热电极122进行加热期间或在由底板110进行冷却期间,可以防止由于应力而使陶瓷板120破裂。
[0032]
顺便提及,静电吸盘100可以设置有在厚度方向上穿透底板110、陶瓷板120和结合层130的气体流路140,使得诸如氦气等传热气体可以流过气体流路140。气体流路140的一端部处的开口形成在陶瓷板120的吸附面中。在陶瓷板120的吸附面中形成细微的凹凸部(irregularities)。从气体流路140的端部处的开口流出的传热气体可以到达已经吸附在陶瓷板120的吸附面上的诸如晶片等对象的表面,使得传热气体可以维持适合处理对象的状态。
[0033]
[静电吸盘的制造方法]
[0034]
接下来,参照图3对具有前述构造的静电吸盘100的制造方法进行描述。图3是示出了根据实施例的静电吸盘100的制造方法的流程图。顺便提及,在以下描述中,将省略形成气体流路140的步骤以便简化描述。
[0035]
首先,执行3d打印以便在底板110上设置结合层130(步骤s101)。结合层130由包括形成底板110的金属和陶瓷的复合材料制成。高精度地设置复合材料,使得例如结合层130的最厚部和最薄部之间的厚度差小于热固化后的冷却处理中诸如有机硅基粘合剂等粘合剂的最厚部和最薄部之间的厚度差。结果,例如,如图4所示,在底板110上设置厚度均匀的结合层130。图4是示出了结合层设置步骤的具体示例的视图。
[0036]
接着,执行3d打印,以便在结合层130上设置陶瓷板120(步骤s102)。陶瓷板120包括电极121、加热电极122和包围电极121和加热电极122的陶瓷。具体地,例如,在结合层130的表面上执行使用氧化铝粉末、使用作为电极121的材料的金属粉末以及使用作为加热电极122的材料的示例示出的合金粉末的3d打印,从而形成陶瓷板120。在这种情况下,因为高精度地设置复合材料,所以结合层130的厚度均匀。因此,设置在结合层130上的陶瓷板120的厚度也均匀。结果,例如,如图5所示,获得了集成有底板110、厚度均匀的陶瓷板120和结合层130的静电吸盘100。图5是示出了陶瓷板设置步骤的具体示例的视图。
[0037]
在静电吸盘100中,通过3d打印使结合层130的厚度均匀。因此,当通过来自加热电极122的加热和来自底板110的冷却来调节陶瓷板120的温度时,可以获得足够高的热均匀性。
[0038]
如上所述,根据实施例的静电吸盘(例如,静电吸盘100)具有由金属制成的底板(例如,底板110)、陶瓷板(例如,陶瓷板120)和结合层(例如,结合层130)。陶瓷板固定至底板以通过静电力吸附对象。结合层是由包括形成底板的金属和形成陶瓷板的陶瓷的复合材料形成的结合层,并且结合层以均匀厚度设置在底板和陶瓷板之间。结合层使底板和陶瓷板彼此结合。因此,根据实施例的静电吸盘,能够获得足够高的热均匀性。
[0039]
另外,根据实施例的结合层可以形成为使得随着沿结合层的厚度方向接近陶瓷板,复合材料中的陶瓷与金属的复合比率增加。因此,在根据实施例的静电吸盘中,可以防止由于陶瓷板和底板之间的热膨胀系数差异而使陶瓷板破裂。
[0040]
此外,根据实施例的陶瓷板可以具有可以施加电压的第一电极(例如,电极121)、由于施加电压而产生热量的第二电极(例如,加热电极122)以及包围第一电极和第二电极的陶瓷。因此,在根据实施例的静电吸盘中,当通过来自第二电极的加热和来自底板的冷却来调节陶瓷板的温度时,能够获得足够高的热均匀性。
[0041]
此外,根据实施例的陶瓷板可以具有供制冷剂通过的制冷剂通道(例如,制冷剂通道111)。因此,在根据实施例的静电吸盘中,当通过来自第二电极的加热和来自底板的冷却来调节陶瓷板的温度时,能够获得足够高的热均匀性。
[0042]
(变型例)
[0043]
顺便提及,在前述实施例中,通过示例的方式示出了使底板110和陶瓷板120彼此结合的结合层130由一层形成的情况。然而,可以可替代地形成多个结合层。具体地,例如,如图6所示,根据变型例的结合层130a可以由第一结合层131和第二结合层132形成。图6是示出了根据实施例的变型例的静电吸盘100a的截面的示意图。由包括形成底板110的金属和形成陶瓷板120的陶瓷的第一复合材料形成的第一结合层131设置在底板110上。由包括形成底板110的金属和形成陶瓷板120的陶瓷的第二复合材料形成的第二结合层132设置在第一结合层131和陶瓷板120之间。第二复合材料具有的陶瓷与金属的复合比率大于第一复合材料具有的陶瓷与金属的复合比率。因此,可以防止由于陶瓷板120与底板110之间的热膨胀系数差异而使陶瓷板120破裂。顺便提及,可以形成包括三个以上的结合层的结合层130a。即使在形成包括三个以上的结合层的结合层130a的情况下,也可以调节形成每个结合层的复合材料,使得随着接近陶瓷板120,陶瓷的复合比率增加。
[0044]
尽管上文已对优选实施例等进行详细描述,但本公开不局限于上述实施例等,并且在不脱离权利要求书所描述的范围的情况下,可以对上述实施例等加入各种变型和替换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1