一种耐高温的新能源锂电池以及加工方法与流程
1.本发明属于新能源锂电池技术领域,具体涉及一种耐高温的新能源锂电池以及加工方法。
背景技术:
[0002]“锂电池”,是一类由锂金属或锂合金为负极材料、使用非水电解质溶液的电池,由于锂金属的化学特性非常活泼,使得锂金属的加工、保存、使用,对环境要求非常高,随着新能源汽车日渐火爆,锂电池行业也变得炙手可热。
[0003]
现有的新能源锂电池在使用时,由于锂电池主体与其上方顶盖之间的连接方式较为繁琐,会给锂电池主体与顶盖之间的组合连接再来阻碍,降低组装便捷性,同时也给后续操作人员对锂电池主体内部的检修维护带来了不便,为此本发明提出一种耐高温的新能源锂电池以及加工方法。
技术实现要素:
[0004]
本发明的目的在于提供一种耐高温的新能源锂电池以及加工方法,以解决上述背景技术中提出的锂电池主体与其上方顶盖之间的连接方式繁琐,不利于二者之间拆装的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:一种耐高温的新能源锂电池,包括主体以及设置在主体顶部的顶盖,所述顶盖的前后表面均固定有两个顶块,且主体的前后表面均固定有两个底块,所述顶块的底部表面固定有矩形插块,且底块的内部开设有矩形插孔,便于矩形插块的顺利插入,所述底块的两侧表面均贯穿开设有侧孔,且侧孔内活动设置有侧卡杆,所述矩形插块的表面贯穿开设有中孔,便于侧卡杆的插入,所述侧卡杆的一端插入至中孔内部,用于对矩形插块插入后的限位,所述底块的两侧表面均设置有侧板,且所述侧卡杆的另一端伸出至底块的侧面与侧板相固定,便于对侧卡杆的拉动。
[0006]
优选的,所述侧孔的一侧内壁开设有侧滑槽,且侧滑槽内活动设置有侧滑杆,所述侧滑杆的一端与侧卡杆相固定,所述侧滑槽的内部还设置有弹簧,可使得侧卡杆被拉动之后还可以在弹簧的作用下回弹复位,所述弹簧的一端与侧滑杆相固定,所述弹簧的另一端固定在侧滑槽的内壁上。
[0007]
优选的,所述侧板的两侧表面分别设置有内滑块和外滑块,所述侧板的底端贯穿开设有连接槽,且连接槽内部活动设置有连接块,所述连接块的两端分别与内滑块和外滑块相固定,使得内滑块和外滑块可同时进行上下滑动。
[0008]
优选的,所述连接槽的两侧内壁均嵌入安装有条形橡胶垫,且条形橡胶垫的两端均设有一体式的圆形凸起,所述连接块的表面贯穿开设有矩形孔,用于内滑块和外滑块滑动后的限位。
[0009]
优选的,所述顶盖的顶部表面安装有导热板,且导热板的顶部表面均匀设有多个一体式的散热翅片,提高电池的散热性,所述顶盖的顶部表面还固定有c形防护网框,且导
热板位于c形防护网框的内侧,对散热翅片进行防护,同时不影响空气流通。
[0010]
一种新能源锂电池的加工方法,应用一种耐高温的新能源锂电池,所述加工方法包括以下步骤:
[0011]
步骤一、正负极匀浆,使用搅拌机和制胶罐分别完成正极匀浆和负极匀浆;
[0012]
步骤二、涂布碾压,将准备好的浆料通过涂布机进行涂布,然后再使用碾压机对涂布好的极片进行碾压;
[0013]
步骤三、分切烘烤,使用分切机对碾压好的极片进行分切,完成分切后放入烘烤箱内进行烘干;
[0014]
步骤四、卷绕入壳,将正极片卷和负极片卷使用卷绕设备进行卷绕,然后再进行片卷的入壳;
[0015]
步骤五、点焊烘烤,通过自动化点焊线对入壳后的片卷进行点焊操作,然后再集中放入中空烘烤机内进行烘烤;
[0016]
步骤六、注液和焊盖帽,通过海霸泵向烘烤后的电池壳内注入电解液,再通过焊接设备将压帽盖焊接在电池壳顶端;
[0017]
步骤七、化成,将组装后的电池,给与一定的电流,使电池正负极活性物质被击发,最后使电池具有放电能力;
[0018]
步骤八、分容和装壳,通过一定的充放电检测,将电池按容量分类,并将同容量的电池放入主体中,并在主体的四周内壁设置耐高温层,增加电池的耐高温特性,最后盖上顶盖,并将锂电池引线接出即可完成锂电池的加工。
[0019]
与现有技术相比,本发明的有益效果是:
[0020]
1、通过设置的顶块、底块、矩形插块、矩形插孔和侧卡杆等结构,使得主体与顶盖之间可快速的完成组合装配,给操作人员对新能源锂电池的组装带来了便捷,同时也便于后续检修时对顶盖的拆除,提高了后期的维护便捷性。
[0021]
2、通过设置的内滑块和外滑块等结构,使得操作人员将侧板侧拉后,可通过内滑块上滑来对侧板进行支撑限位,防止侧板和侧卡杆的回弹,进一步提高顶盖的拆装便捷性,而通过设置的导热板和c形防护网框,可提高电池整体的散热性能。
[0022]
3、通过在新能源锂电池加工过程中,加入耐高温层,可增加电池的耐高温特性。
附图说明
[0023]
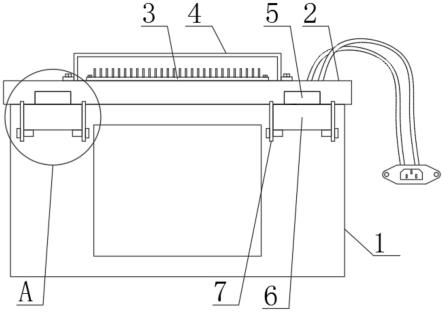
图1为本发明的结构示意图;
[0024]
图2为本发明图1中a区域的局部放大图;
[0025]
图3为本发明图1中a区域的局部放大剖视图;
[0026]
图4为本发明图3中b区域的局部放大图;
[0027]
图中:1、主体;2、顶盖;3、导热板;4、c形防护网框;5、顶块;6、底块;7、侧板;8、内滑块;9、外滑块;10、矩形插块;11、矩形插孔;12、侧卡杆;13、侧滑槽;14、侧滑杆;15、弹簧;16、连接块;17、连接槽;18、条形橡胶垫;19、圆形凸起。
具体实施方式
[0028]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0029]
实施例
[0030]
请参阅图1至图4,本发明提供一种技术方案:一种耐高温的新能源锂电池,包括主体1以及设置在主体1顶部的顶盖2,顶盖2的前后表面均固定有两个顶块5,且主体1的前后表面均固定有两个与顶块5相对应的底块6,顶块5的底部表面固定有矩形插块10,且底块6的内部开设有与矩形插块10相对应的矩形插孔11,用于矩形插块10的插入,底块6的两侧表面均贯穿开设有侧孔,且侧孔内活动设置有侧卡杆12,矩形插块10的表面贯穿开设有与侧卡杆12相对应的中孔,侧卡杆12的一端插入至中孔内部,使得顶块5和抵块6便于连接,底块6的两侧表面均设置有侧板7,且侧卡杆12的另一端伸出至底块6的侧面与侧板7相固定,可通过侧板7将侧卡杆12拉动,实现顶块5和底块6之间的拆装。
[0031]
本实施例中,优选的,侧孔的一侧内壁开设有侧滑槽13,且侧滑槽13内活动设置有侧滑杆14,侧滑杆14的一端与侧卡杆12相固定,侧滑槽13的内部还设置有弹簧15,弹簧15的一端与侧滑杆14相固定,弹簧15的另一端固定在侧滑槽13的内壁上,使得侧卡杆12被拉动后还可以在弹簧15的作用下复位。
[0032]
本实施例中,优选的,侧板7的两侧表面分别设置有内滑块8和外滑块9,侧板7的底端贯穿开设有连接槽17,且连接槽17内部活动设置有连接块16,连接块16的两端分别与内滑块8和外滑块9相固定,使得操作人员将侧板7侧拉后,可通过内滑块8上滑来对侧板7进行支撑限位。
[0033]
本实施例中,优选的,连接槽17的两侧内壁均嵌入安装有条形橡胶垫18,且条形橡胶垫18的两端均设有一体式的圆形凸起19,条形橡胶垫18和圆形凸起19均为氟橡胶材质构件,连接块16的表面贯穿开设有与圆形凸起19相对应的矩形孔,使得连接块16上下滑动后可以被圆形凸起19限位。
[0034]
本实施例中,优选的,顶盖2的顶部表面安装有导热板3,且导热板3的顶部表面均匀设有多个一体式的散热翅片,导热板3和散热翅片由铜或铝材质构件,具有良好的导热特性,提高电池整体的散热性能,顶盖2的顶部表面还固定有c形防护网框4,且导热板3位于c形防护网框4的内侧,c形防护网框4可对导热板3上的散热翅片进行防护,同时c形防护网框4的网框状结构,不影响空气的正常流通。
[0035]
一种新能源锂电池的加工方法,应用于一种耐高温的新能源锂电池,加工方法包括以下步骤:
[0036]
步骤一、正负极匀浆,使用搅拌机和制胶罐分别完成正极匀浆和负极匀浆;
[0037]
步骤二、涂布碾压,将准备好的浆料通过涂布机进行涂布,然后再使用碾压机对涂布好的极片进行碾压;
[0038]
步骤三、分切烘烤,使用分切机对碾压好的极片进行分切,完成分切后放入烘烤箱内进行烘干;
[0039]
步骤四、卷绕入壳,将正极片卷和负极片卷使用卷绕设备进行卷绕,然后再进行片卷的入壳;
[0040]
步骤五、点焊烘烤,通过自动化点焊线对入壳后的片卷进行点焊操作,然后再集中
放入中空烘烤机内进行烘烤;
[0041]
步骤六、注液和焊盖帽,通过海霸泵向烘烤后的电池壳内注入电解液,再通过焊接设备将压帽盖焊接在电池壳顶端;
[0042]
步骤七、化成,将组装后的电池,给与一定的电流,使电池正负极活性物质被击发,最后使电池具有放电能力;
[0043]
步骤八、分容和装壳,通过一定的充放电检测,将电池按容量分类,并将同容量的电池放入主体1中,并在主体1的四周内壁设置耐高温层,耐高温层具体由有机硅、环氧丙烯酸树脂、双酚f型氰酸酯树脂、呋喃树脂、双马来酰亚胺树脂和助溶剂组成,增加电池的耐高温特性,最后盖上顶盖2,并将锂电池引线接出即可完成锂电池的加工。
[0044]
本发明的工作原理及使用流程:该锂电池在组装时,需要将顶盖2安装在主体1的顶部,安装时先将侧板7侧拉,致使侧板7带着侧卡杆12侧移,并使得侧滑杆14逐渐将弹簧15压缩,直至侧卡杆12的端部移出矩形插孔11,此时将内滑块8和外滑块9上推,致使内滑块8可移动至底块6的一侧,即可通过内滑块8对侧板7进行支撑限位,防止侧板7和侧卡杆12的回弹,此时即可将顶盖2盖在主体1的顶部,致使矩形插块10插入矩形插孔11内,此时再将侧板7侧拉,并将外滑块9和内滑块8下移,致使内滑块8不再对侧板7进行支撑,然后松开侧板7,使得弹簧15将侧滑杆14回推,并使得侧卡杆12回弹,最终使得侧卡杆12的端部插入中孔,即可将矩形插块10限位,从而完成顶块5和底块6之间的快速连接,并快速的完成主体1和顶盖2之间的组装,给操作人员对新能源锂电池的组装带来了便捷,同时也便于后续检修时对顶盖2的拆除。
[0045]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1