电池的制作方法
电池
1.本技术是原发明专利申请(申请日为2018年12月11日,申请号为 201811510802.1,发明名称为“电池”)的分案申请。
技术领域
2.本技术涉及电源领域,更具体的,涉及一种电池。
背景技术:
3.电池广泛用于电子产品中,用于提供其所需电源。电子产品尤其是移动电子产品,在使用过程中会存在跌落等现象,因此需要保证电池部件在跌落条件下不会被损坏。所以电池在生产过程中要将包装外壳和电极组件固定起来,从而避免在跌落过程中因出现相互较大位移而导致损坏。
4.在目前的电池生产过程中,通过胶把包装外壳和里面的电极粘接起来,以达到连接牢固的目的。但是,目前的跌落等过程中仍然存在电极组件最外层的铝箔撕裂等问题,从而影响电池安全。
技术实现要素:
5.针对相关技术中存在的问题,本技术的目的在于提供一种降低铝箔撕裂风险,提高安全性能的电池。
6.为实现上述目的,本技术提供了一种电池,包括:电极组件;包装袋,包装袋封装电极组件;以及多个粘接部,多个粘接部至少部分地间隔设置并且位于包装袋和电极组件之间。
7.根据本技术的一个实施例,多个粘接部中的每个粘接部的厚度在1 um~50um之间。
8.根据本技术的一个实施例,电极组件包括第一极片和第二极片,第一极片和第二极片之间设置粘结层。
9.根据本技术的一个实施例,多个粘接部呈阵列形式排列。
10.根据本技术的一个实施例,多个粘接部呈点状阵列形式排列和条状阵列形式排列中的一种。
11.根据本技术的一个实施例,多个粘接部呈点状阵列形式排列,并且沿电池的对角方向,相邻两个粘接部之间的最近距离在0~100mm(0指的是连续大片胶)的范围内。其中优选0.1~40mm,再优选0.2~20mm,再优选 0.3~10mm,并且以上数值范围均包括端点值。
12.根据本技术的一个实施例,多个粘接部呈点状阵列形式排列,其中,沿电池的长度方向,相邻两个粘接部之间的间距在0~500mm(0指的是连续大片胶)的范围内,其中优选0.1~100mm,再优选0.5~70mm,再优选 0.8~30mm,再优选1~10mm;并且沿电池的宽度方向,相邻两个粘接部之间的间距在0~100mm的范围内,其中优选0.1~80mm,进一步优选 0.3~60mm,再一步优选0.5~30mm。以上数值范围均包括端点值。
13.根据本技术的一个实施例,沿电池的长度方向,最顶侧的粘接部与电池的顶边缘之间的间距在0~100mm(0指的是连续大片胶)的范围内,其中优选0.1~50mm,再优选0.2~10mm,再优选0.3~5mm;并且沿电池的宽度方向,最外侧的粘接部与电池的侧边缘之间的间距在0~100mm的范围内,其中优选0.1~50mm,再优选0.2~10mm,再优选0.3~8mm。以上数值范围均包括端点值。
14.根据本技术的一个实施例,粘接部为圆形形状,并且粘接部的半径在 0.1~500mm的范围内,其中优选0.2~300mm,再优选0.3~50mm,再优选 0.4~10mm。以上数值范围均包括端点值。
15.根据本技术的一个实施例,粘接部为矩形形状并且包括沿电池的宽度方向延伸的第一边和沿电池的长度方向延伸的第二边,其中,第一边的长度在0.1~1000mm的范围内,其中优选0.2~160mm,优选0.3~90mm;并且第二边的长度在0~1000mm的范围内,优选0.1~150mm,优选0.3~90mm。以上数值范围均包括端点值。
16.根据本技术的一个实施例,粘接部为三角形形状,其中沿电池的长度方向,粘接部的高度在0.1~1000mm的范围内,其中优选0.2~150mm,优选0.3~90mm,并且粘接部的底角在0.1
°
~90
°
的范围内,优选0.2
°
~60
°
,再优选0.3
°
~30
°
。以上数值范围均包括端点值。
17.根据本技术的一个实施例,多个粘接部形成沿电极组件的第一方向延伸的多个粘接单元,每个粘接单元包括沿电池的厚度方向部分地重叠多个粘接部,并且相邻粘接单元之间间隔设置。
18.根据本技术的一个实施例,第一方向包括电极组件的长度方向、宽度方向、对角方向中的任一者。
19.根据本技术的一个实施例,多个粘接部中的每个粘接部的形状和尺寸相同。
20.根据本技术的一个实施例,多个粘接部的总面积占电极组件的表面积的5%~100%。
21.根据本技术的一个实施例,沿电池的厚度方向,电极组件包括第一外表面和第二外表面,多个粘接部设置在第一外表面和第二外表面中的至少一者上。
22.本技术的有益技术效果至少在于:
23.通过设置多个粘接部,而且位置较为自由,能够极大地分散剪切应力,也使电池在跌落时的受力更加平均分散,减少了应力集中,降低了电极组件最外层的铝箔撕裂的风险,提高电池安全性能。
附图说明
24.图1是本技术的电池分解示意图;
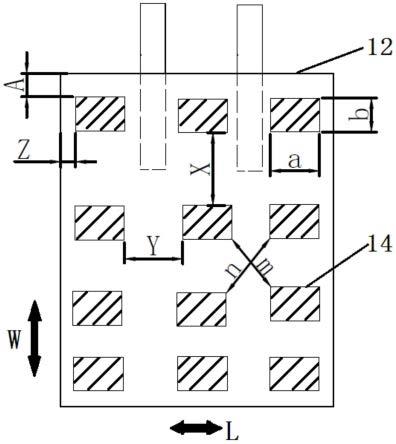
25.图2是本技术一个实施例的示意图;
26.图3是图2所示实施例的粘接部局部示意图;
27.图4是本技术另一实施例的示意图;
28.图5是图4所示实施例的粘接部局部示意图
29.图6是本技术另一实施例的示意图;
30.图7是图6所示实施例的粘接部局部示意图;
31.图8是本技术又一实施例的示意图;
32.图9是本技术又一实施例的示意图
33.图10是本技术再一实施例的示意图;
34.图11是本技术另一实施例的示意图;
35.图12是本技术另一实施例的示意图。
具体实施方式
36.以下结合说明书附图图1至图12对本技术的实施例进行详细说明。需要注意的是,在下文中,沿电池10的长度方向指的是沿箭头l的方向;沿电池10的宽度方向指的是沿箭头w的方向。另外,下文中用于描述尺寸的“较大”和“较小”在数值上不做具体限定,可以依据电池10的不同使用情景进行重新定义。
37.在本技术的一个实施例中,电池10包括:电极组件12;包装袋11,包装袋11封装电极组件12;以及多个粘接部14,多个粘接部14至少部分地间隔设置并且位于包装袋11和电极组件12之间。
38.在本实施例中,粘接部14设置有多个,不仅有助于增加粘接部14的面积,还使电池10在跌落过程中的受力分散,减少了应力集中,降低了铝箔撕裂的风险。另外,粘接部14至少部分的间隔设置,有利于电池10厚度整体的均匀性,避免因电池10厚度不均造成的电极组件12的界面性能差,避免循环性能降低。
39.在本技术的一个实施例中,多个粘接部14中的每个粘接部14的厚度在1um~50um之间。该厚度较薄,在不降低粘结力的前提下,还可以减小对电池10能量密度的降低程度。
40.另外,在一个或多个实施例中,每个粘接部14的厚度优选设置为35 um~50um之间,该厚度对能量密度损失仅仅1%~4%。因此更加有助于提升电池10的性能。
41.在本技术的一个实施例中,电极组件12包括第一极片和第二极片,第一极片和第二极片之间设置粘结层(图中未示出)。在本实施例中,粘结层可使第一极片和第二极片结合更紧密,从而使电极组件12形成紧密结合的整体,电极组件12与包装袋通过粘结部14形成电池10这一牢固整体,电池10在改善电池10跌落时撕裂的同时,同时改善了电池10的循环性能。
42.在本技术的一个实施例中,第一极片和第二极片之间设置的粘结层位于第一极片表面。
43.在本技术的一个实施例中,第一极片和第二极片之间设置的粘结层位于第二极片表面。
44.在本技术的一个实施例中,第一极片和第二极片之间设置的粘结层位于第一极片和第二极片之间的隔离膜的表面。
45.在本技术的一个实施例中,多个粘接部14呈阵列形式排列。在本实施例中,可以是所有粘接部14呈阵列形式排列布,也可以是仅有部分粘接部 14呈阵列形式排列布。在电池10在跌落过程中,阵列形式排列布有助于平均分散受力,减少应力集中,降低铝箔撕裂的风险。当仅有部分粘接部 14呈阵列形式排列时,另一部分可以呈自由排列。也就是说,另一部分可以是针对铝箔易撕裂的区域重点分布,这样不仅可以降低铝箔的撕裂风险,还可以减少胶液的使用量,从而减少对电池10能量密度发挥的影响,进一步提升了电池10的性能。
46.在本技术的一个实施例中,多个粘接部14呈点状阵列形式排列和条状阵列形式排
列中的一种。点状阵列形式排列的优点是分布范围广,分布更加均匀,有助于降低铝箔撕裂的风险。条状阵列形式排列的优点是粘接部 14是连续的,有助于实现粘接部14在铝箔易撕裂的区域重点分布,同样有助于降低铝箔撕裂的风险。当然,在其他的实施例中,可以采用点状阵列形式排列和条状阵列形式排列相结合的方式。
47.在本技术的一个实施例中,多个粘接部14呈点状阵列形式排列,并且沿电池10的对角方向,相邻两个粘接部14之间的最近距离(即第一对角距离m和第二对角距离n)在0~100mm的范围内(0指的是连续大片胶)。其中优选0.1~40mm,再优选0.2~20mm,再优选0.3~10mm,并且以上数值范围均包括端点值。
48.在本实施例中,将第一对角距离m和第二对角距离n均控制在上述尺寸范围内,可以改善电池10跌落过程中的受力,有助于解决侧向剥离力使跌落时电极组件12最外层被撕裂的问题。因此有助于提升电池10的性能。
49.在本技术的一个实施例中,多个粘接部14呈点状阵列形式排列,其中,沿电池10的长度方向,相邻两个粘接部14之间的间距(即纵向间距x) 在0~500mm的范围内(0指的是连续大片胶),其中优选0.1~100mm,再优选0.5~70mm,再优选0.8~30mm,再优选1~10mm。并且沿电池10的宽度方向,相邻两个粘接部14之间的间距(即横向间距y)在0~100mm的范围内,其中优选0.1~80mm,进一步优选0.3~60mm,再一步优选 0.5~30mm。以上数值范围均包括端点值。在本实施例中,通过控制纵向间距x和/或横向间距y的大小,有助于控制粘接部14在某一区域的密集程度。也就是说,如果需要重点在铝箔易撕裂的区域分布粘接部14,那么纵向间距x和/或横向间距y的取值可以较小,甚至是0。如果是铝箔不易撕裂的部分,那么纵向间距x和/或横向间距y的取值可以较大,一方面减少了胶液的使用量,另一方面还可以避免因胶液过多而增加电池10的能量密度损失。
50.在本技术的一个实施例中,沿电池10的长度方向,最顶侧的粘接部 14与电池10的顶边缘之间的间距(即顶部间距a)在0~100mm的范围内 (0指的是连续大片胶),其中优选0.1~50mm,再优选0.2~10mm,再优选0.3~5mm。并且沿电池10的宽度方向,最外侧的粘接部14与电池10的侧边缘之间的间距(即侧边间距z)在0~100mm的范围内(0指的是连续大片胶),优选0.1~50mm,再优选0.2~10mm,再优选0.3~8mm。以上数值范围均包括端点值。
51.在本实施例中,将顶部间距a和侧边间距z均控制在上述尺寸范围内,有助于提高电池10边缘的性能。也就是说,电池10的边缘是易撞击的区域,需要尽可能加强粘接,所以将顶部间距a和侧边间距z均控制在0~100 mm内。该范围既能够有效加强电池10周围的粘接,同时又尽量避免了因胶液过多而增加电池10能量密度的损失。
52.在本技术的一个实施例中,粘接部14为圆形,并且粘接部14的半径 (即半径r)在0.1~500mm的范围内,其中优选0.2~300mm,再优选 0.3~50mm,再优选0.4~10mm。以上数值范围均包括端点值。在本实施例中,当粘接部14的半径r较小时,粘接部14可以实现点状阵列形式排列,使电池10在跌落的过程中应力分散更加均匀;当粘接部14的半径r较大时,粘接部14可以实现在铝箔易撕裂的部位重点分布,以加强易撕裂部位的牢固性。当然,在某些实施例中,可以将点状阵列形式排列和易撕裂部位重点分布两种方式相结合。
53.在本技术的一个实施例中,粘接部14为矩形形状并且包括沿电池10 的宽度方向延伸的第一边a和沿电池10的长度方向延伸的第二边b。其中,第一边a的长度在0.1~1000mm的范围内,其中优选0.2~160mm,优选0.3~90mm;并且第二边b的长度在0~1000mm
的范围内,其中优选 0.1~150mm,优选0.3~90mm。以上数值范围均包括端点值。
54.在本实施例中,当粘接部14的第一边a和第二边b较小时,粘接部14 可以实现点状阵列形式排列,使电池10在跌落的过程中应力分散更加均匀;当粘接部14的第一边a和/或第二边b较大时,粘接部14可以实现条状阵列形式排列,在铝箔易撕裂的部位重点分布,以加强易撕裂部位的牢固性。当然,在某些实施例中,可以将点状阵列形式排列和条状阵列形式排列两种方式相结合。
55.在本技术的一个实施例中,粘接14为三角形形状,其中沿电池10的长度方向,粘接部14的高h在0.1~1000mm的范围内,其中优选 0.2~150mm,并且粘接部14的底角d在0.1
°
~90
°
的范围内,其中优选0.2
°
~60
°
,再优选0.3
°
~30
°
。以上数值范围均包括端点值。
56.在本实施例中,当粘接部14的高h较小时,粘接部14可以实现点状阵列形式排列,使电池10在跌落的过程中应力分散更加均匀;当粘接部 14的高h较大时,粘接部14可以实现条状阵列形式排列,在铝箔易撕裂的部位重点分布,以加强易撕裂部位的牢固性。当然,在某些实施例中,可以将点状阵列形式排列和条状阵列形式排列两种方式相结合。另外,将粘接部14的底角d控制在0.1
°
~90
°
的范围内,有助于控制粘接部14的密度,避免因有钝角而产生较大范围的无胶液区域,以造成铝箔易撕裂的问题。
57.在本技术的一个实施例中,多个粘接部14形成沿电极组件12的第一方向延伸的多个粘接单元,每个粘接单元包括沿电池10的厚度方向部分地重叠多个粘接部14,并且相邻粘接单元之间间隔设置。
58.在本实施例中,多个粘接部14沿电极组件12的第一方向上是重叠的,也就是说纵向间距x为0mm。当然,第一对角距离m=0mm,第二对角距离n=0mm。这种设置方式,将沿电极组件12的第一方向延伸的多个粘接单元连接成条状阵列形式排列的粘接部14,有助于在铝箔易撕裂的部位重点分布,以加强易撕裂部位的牢固性。
59.在本技术的一个实施例中,第一方向包括电极组件12的长度方向、宽度方向、对角方向中的任一者。在本实施例中,粘接部14的设置灵活自由,可以根据电池10在不同的使用场景采用不同的设置方案,有助于提高电池 10的性能。
60.在本技术的一个实施例中,多个粘接部14中的每个粘接部14的形状和尺寸相同。在本实施例中,形状和尺寸相同,有助于在粘接部14均匀地分散电池10跌落过程中的应力,有效避免了应力集中,避免铝箔撕裂。
61.当然,在其他实施例中,可以是仅有部分粘接部14中在形状和尺寸方面相同,也可以是任一粘接部14中的形状和尺寸不相同。也就是说,在本技术中没有限定,可以依据电池10的实际使用环境进行优化设计。
62.在本技术的一个实施例中,多个粘接部14的总面积占电极组件12的表面积的5%~100%。在本实施例中,粘接部14的覆盖范围极大,接近对电极组件12的全面覆盖,有助于使铝箔不易撕裂,加强电池10整体的牢固性。该实施例尤其适用于对电池10的牢固性要求较高的场景。
63.在本技术的一个实施例中,沿电池10的厚度方向,电极组件12包括第一外表面和第二外表面,多个粘接部14设置在第一外表面和第二外表面中的至少一者上。在本实施例中,粘接部14设置在电极组件12的第一外表面和第二外表面,使电池10内部的粘接更加牢固,铝箔不易撕裂,提升了电池10的性能。
64.以下再次结合说明书附图对本技术进行详细说明。
65.如图1所示,在本技术的一个实施例中,电池10包括电极组件12和封装电极组件12的包装袋11。
66.如图2所示,在本技术的一个实施例中,每个粘接部14设置成长方形,并且粘接部14呈点状阵列形式排列。其中,沿电池10的长度方向,相邻两个粘接部14之间的纵向间距x在0~500mm的范围内;沿电池10的宽度方向,相邻两个粘接部14之间的横向间距y在0~100mm的范围内;沿电池10的对角方向,相邻两个粘接部14之间的第一对角距离m和第二对角距离n均在0~100mm的范围内;沿电池10的长度方向,最顶侧的粘接部14与电池10的顶边缘之间的顶部间距a在0~100mm的范围内;沿电池10的宽度方向,最外侧的粘接部14与电池10的侧边缘之间的侧边间距 z在0~100mm的范围内。在本实施例中,通过控制上述间距,既能有效防止铝膜撕裂,使电池10内部粘接牢固,还能尽量避免降低电池10能量密度的发挥。
67.图3是图2的实施例中一个粘接部14的示意图。粘接部14为长方形,第一边a的范围是0.1~1000mm,第二边b的范围是0~1000mm。在此尺寸范围内的粘接部14,可以设置成点状阵列形式排列或条状阵列形式排列,有助于降低铝箔撕裂的风险。
68.如图4所示,在本技术第二个实施例中,每个粘接部14设置成圆形,并且粘接部14呈点状阵列形式排列。同样的,沿电池10的长度方向,相邻两个粘接部14之间的纵向间距x在0~500mm的范围内;沿电池10的宽度方向,相邻两个粘接部14之间的横向间距y在0~100mm的范围内;沿电池10的对角方向,相邻两个粘接部14之间的第一对角距离m和第二对角距离n均在0~100mm的范围内;沿电池10的长度方向,最顶侧的粘接部14与电池10的顶边缘之间的顶部间距a在0~100mm的范围内;沿电池10的宽度方向,最外侧的粘接部14与电池10的侧边缘之间的侧边间距z在0~100mm的范围内。在本实施例中,通过控制上述间距,既能有效防止铝膜撕裂,使电池10内部粘接牢固,还能尽量避免降低电池10能量密度的发挥。
69.图5是图4的实施例中一个粘接部14的示意图。粘接部14为圆形,半径r的范围是0.1~500mm。在此尺寸范围内的粘接部14,可以设置成点状阵列形式排列或条状阵列形式排列,有助于降低铝箔撕裂的风险。
70.如图6所示,在本技术第三个实施例中,每个粘接部14设置成三角形,并且粘接部14呈点状阵列形式排列。同样的,沿电池10的长度方向,相邻两个粘接部14之间的纵向间距x在0~500mm的范围内;沿电池10的宽度方向,相邻两个粘接部14之间的横向间距y在0~100mm的范围内;沿电池10的对角方向,相邻两个粘接部14之间的第一对角距离m和第二对角距离n均在0~100mm的范围内;沿电池10的长度方向,最顶侧的粘接部14与电池10的顶边缘之间的顶部间距a在0~100mm的范围内;沿电池10的宽度方向,最外侧的粘接部14与电池10的侧边缘之间的侧边间距z在0~100mm的范围内。在本实施例中,通过控制上述间距,既能有效防止铝膜撕裂,使电池10内部粘接牢固,还能尽量避免降低电池10能量密度的发挥。
71.图7是图6的实施例中一个粘接部14的示意图。粘接部14为三角形,高h的范围是0.1~1000mm,并且粘接部14的底角在0.1
°
~90
°
的范围内。在此尺寸范围内的粘接部14,可以设置成点状阵列形式排列或条状阵列形式排列,有助于降低铝箔撕裂的风险。
72.如图8所示,在本技术第四个实施例中,每个粘接部14设置成椭圆形,并且粘接部14呈点状阵列形式排列。当然在其他实施例中,每个粘接部 14的形状、尺寸可以部分相同或全部不同,同样可以达到上述实施例的技术效果。
73.如图9所示,在本技术第五个实施例中,每个粘接部14设置成五边形,并且粘接部14呈点状阵列形式排列。当然在其他实施例中,每个粘接部 14的形状、尺寸可以部分相同或全部不同,同样可以达到上述实施例的技术效果。
74.如图10所示,在本技术第六个实施例中,每个粘接部14设置成异形,并且粘接部14呈点状阵列形式排列。当然在其他实施例中,每个粘接部 14的形状、尺寸可以部分相同或全部不同,同样可以达到上述实施例的技术效果。
75.如图11所示,在本技术第七个实施例中,粘接部14沿电池10的宽度方向设置成条状阵列形式排列。有助于实现粘接部14在铝箔易撕裂的区域重点分布,从而降低铝箔撕裂的风险。在其他实施例中,粘接部14还可以是沿电池10的长度方向或者对角线方向设置成条状阵列形式排列。
76.如图12所示,在本技术第八个实施例中,粘接部14沿电池10的长度方向设置成条状阵列形式排列。有助于实现粘接部14在铝箔易撕裂的区域重点分布,从而降低铝箔撕裂的风险。在其他实施例中,粘接部14还可以是沿电池10的宽度方向或者对角线方向设置成条状阵列形式排列。
77.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1