一种固体电解质钽电容器封口装置及封口方法与流程
1.本发明涉及一种固体电解质钽电容器封口装置及封口方法,属于电容器生产技术领域。
背景技术:
2.目前,全密封固体电解质钽电容器的封口方法主要是采用手工烙铁焊,封焊过程中将烙铁头压住绝缘子可阀管端口的阳极引线并旋转产品,使焊锡均匀包裹绝缘子可阀管端口完成封口。但手工烙铁焊需要人工握持固体电解质钽电容器,且焊锡时间不稳定,容易给固体电解质钽电容器造成机械损伤或热损伤。
3.公开号为cn201997826u的中国专利文献,公开了一种电容器半自动焊接装置,包括工作台面,在工作台面设有控制装置及支架,所述的支架上部设有一锡丝挂架,其上挂有锡丝,所述支架下前方固定有烙铁固定架,烙铁固定架上设有电烙铁,所述的支架上还固定有送丝装置,所述的送丝装置连接一电机,所述的控制装置分别连接电机及送丝装置,所述的锡丝穿过送丝装置,锡丝一端头通过烙铁固定架与电烙铁头部接触。可以通过控制装置设置焊锡时间及锡线的长度,保证焊接质量稳定,且操作简单方便。
4.但是,采用该电容器半自动焊接装置封焊固体电解质钽电容器时,需要人工握持并旋转固体电解质钽电容器,仍然存在焊锡时间不稳定,容易给固体电解质钽电容器造成机械损伤或热损伤的不足,且封焊效率低。
技术实现要素:
5.为解决上述技术问题,本发明提供了一种固体电解质钽电容器封口装置及封口方法。
6.本发明通过以下技术方案得以实现:
7.一种固体电解质钽电容器封口装置,包括底座、门形架、z向升降组件和控制器,所述底座上并排设有多个x向平移组件,多个所述x向平移组件上均设有夹具,所述门形架设在底座上,且门形架的顶部设有y向平移组件,所述z向升降组件设在y向平移组件上,且z向升降组件上设有封焊机构,所述控制器设在门形架上。
8.所述夹具包括底板和夹板,底板设在x向平移组件上,底板上设有座块和两个限位座,座块的一侧并排设有若干个卡槽,两个限位座分别通过若干根导轴与座块连接,夹板位于座块和限位座之间,并与导轴滑动连接,且导轴上在夹板和限位座之间套装有弹性件。
9.所述座块上靠近夹板的一侧并排设有多个卡槽,且卡槽呈v形,夹板上在与卡槽相对应的位置螺纹连接有顶紧螺钉,且夹板上远离座块的一侧设有拉手,夹板上在与导轴相对应的位置螺纹连接有锁紧螺钉a,弹性件为压簧。
10.所述封焊机构包括竖向支撑组件和两套封焊部件,两套封焊部件对称设在竖向支撑组件上。
11.所述封焊部件包括放线筒、送线组件、焊接组件和导线组件,放线筒、送线组件和
焊接组件从上至下依次设在竖向支撑组件上,导线组件的一端与送线组件连接,另一端延伸到焊接组件附近,并通过调节支架与焊接组件连接。
12.所述送线组件包括箱体和齿轮,箱体上从上至下依次活动设有导线轮a、导线轮b和导线轮c,箱体内设有伺服电机,伺服电机与控制器电性连接,且伺服电机的输出轴延伸到箱体外,齿轮套装在伺服电机的输出轴上,且齿轮的安装高程与导线轮c的安装高程相同;
13.所述导线组件包括进线导管和出线导管,进线导管通过夹块a与箱体连接,出线导管的一端通过导线管与进线导管的一端连接,且出线导管通过调节支架与焊接组件连接;
14.所述焊接组件包括l形安装板和电烙铁,l形安装板上设有电缸,且电缸与控制器电性连接,电烙铁通过夹块b与电缸的输出轴连接。
15.所述调节支架包括支撑轴和阶梯轴b,支撑轴与l形安装板可拆卸连接,支撑轴的一端固定设有阶梯轴a,阶梯轴b与出线导管固定连接,并通过连接块与阶梯轴a连接,连接块上在与阶梯轴a和阶梯轴b相对应的位置均设有通孔a,两个通孔a之间通过连接槽连通,连接块上还设有槽口a与连接槽连通,且连接块上在槽口a的两侧均螺纹连接有锁紧螺钉b。
16.所述竖向支撑组件包括立板和弧形板,立板上并排设有两根横轴,且横轴上远离立板的一端螺纹连接有限位螺母,弧形板的中部与立板的下端连接,且弧形板上均布设有多组螺纹孔a。
17.一种固体电解质钽电容器封口装置的封口方法,包括以下主要步骤:
18.a、校正工作位:将电容器装夹固定到各x向平移组件上的夹具中,通过y向平移组件左右调整封焊机构的位置,通过z向升降组件上下调整封焊机构的位置,通过x向平移组件前后调整夹具的位置,直至封焊机构中两个电烙铁的工作端均与夹具上某一电容器的阳极引线接触,并将此时封焊机构的三维坐标设定为工作位;
19.b、设置工艺参数:通过控制器设定电烙铁的工作温度、封焊时间和每只电容器的封口锡量;
20.c、封焊:待电烙铁的温度升高到300℃
±
20℃后,封焊机构开始对其中一个夹具上的电容器逐个进行封焊;
21.d、循环封焊:待完成前一夹具上所有电容器的封焊工作并复位后,y向平移组件驱使封焊机构与另一夹具上的电容器对正,而前一夹具在相应x向平移组件的驱使下向前移动,工作人员从该夹具上取出已完成封焊的电容器,并将待封焊的电容器装入该夹具中。
22.所述步骤a中当两个电烙铁的工作端均与夹具上某一电容器的阳极引线接触时,电烙铁的工作端到该电容器上可阀管上端的距离为2mm~5mm;
23.所述步骤c中封焊机构对其中一个夹具上的电容器逐个进行封焊的方法包括以下主要步骤:
24.a、在电烙铁与位于夹具后端的电容器的阳极引线接触,且封焊机构移动到工作位的瞬间,送线组件匀速向相应的电烙铁输送锡线;
25.b、在前一只电容器达到设定封焊时间的瞬间,送线组件停止输送锡线,封焊机构在z向升降组件的驱使下上移到电容器上方,夹具在x向平移组件的驱使下向后移动,直至后一只电容器与封焊机构对正时停止,封焊机构下移至工作位,并对后一只电容器进行封焊;
26.c、重复步骤b,逐个完成夹具上所有电容器的封焊工作。
27.本发明的有益效果在于:
28.1、封焊机构中设置有两个电烙铁,在阳极引线的两侧同时进行焊锡,熔融的焊锡沿着阳极引线填充可阀管内部并包裹其外壁,对电容器进行封口,在确保封口质量的同时,不用旋转电容器即可实现封口,避免在封焊过程对电容器造成机械损伤。
29.2、通过控制器设定电容器的封焊时间,避免封焊给电容器造成热损伤。
30.3、采用夹具装夹电容器,具有装夹操作简单、方便、快速的优点,且能够对较大直径范围内的电容器进行有效装夹;夹具一次装夹可以对多个电容器进行封焊,且多个夹具可以交替装夹电容器,使封口装置实现连续运行,电容器封焊效率高。
31.4、通过导线组件对锡线进行导向,避免锡线的中部弯折,保障锡线正常输送,同时确保锡线出线方向稳定;此外,可以通过调节支架灵活调整出线导管的姿态,保证锡线从出线导管出来后与电烙铁的工作端接触,有助于确保封焊过程正常、稳定进行。
32.5、弧形板上均布加工有多组螺纹孔a,可以根据需要调整焊接组件的安装角度,同时可以通过电缸准确控制电烙铁的伸出量,确保电烙铁的工作端能够与电容器的阳极引线接触,以确保熔融焊锡沿阳极引线进入可阀管内部。
33.6、根据电容器规格型号和封口要求,可以通过控制器调整每只电容器的封焊时间和封口锡量,实用性强。
附图说明
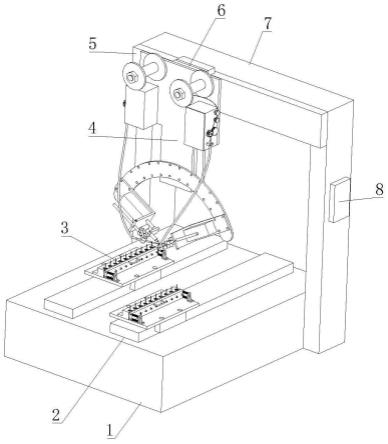
34.图1为本发明的结构示意图;
35.图2为图1在另一视角的结构示意图;
36.图3为本发明的夹具的结构示意图;
37.图4为本发明的座块的结构示意图;
38.图5为本发明的封焊机构的结构示意图;
39.图6为本发明的送线组件和导线组件的装配结构示意图;
40.图7为本发明的焊接组件、调节支架和出线导管的装配结构示意图;
41.图8为本发明的支撑轴和阶梯轴a的装配结构示意图;
42.图9为本发明的连接块的结构示意图;
43.图10为本发明的电容器的结构示意图。
44.图中:1-底座,2-x向平移组件,3-夹具,300-底板,301-座块,3010-卡槽,302-夹板,303-导轴,304-限位座,305-顶紧螺钉,306-拉手,307-弹性件,4-封焊机构,5-y向平移组件,6-z向升降组件,7-门形架,8-控制器,9-立板,10-放线筒,11-送线组件,110-箱体,111-导线轮a,112-导线轮b,113-导线轮c,114-齿轮,12-导线组件,120-夹块a,121-进线导管,122-导线管,123-出线导管,13-弧形板,14-焊接组件,140-l形安装板,141-电缸,142-夹块b,143-电烙铁,15-调节支架,150-支撑轴,151-阶梯轴a,152-连接块,153-阶梯轴b,16-电容器,160-阳极引线,161-可阀管。
具体实施方式
45.下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
46.如图1至图10所示,本发明所述的一种固体电解质钽电容器封口装置,包括底座1、门形架7、z向升降组件6和控制器8,所述底座1上并排安装有两个x向平移组件2,两个所述x向平移组件2上均安装有夹具3,所述门形架7安装在底座1上,且门形架7的顶部安装有y向平移组件5,所述z向升降组件6安装在y向平移组件5上,且z向升降组件6上安装有封焊机构4,所述控制器8安装在门形架7上。在使用时,x向平移组件2、y向平移组件5和z向升降组件6均为直线电机,可以选用天友tmz17s-c2系列的直线电机,各直线电机均与控制器8电性连接;夹具3安装在x向平移组件2的移动块上,z向升降组件6安装在y向平移组件5的移动块上,封焊机构4安装在z向升降组件6的移动块上。
47.所述夹具3包括底板300和夹板302,底板300安装在x向平移组件2上,底板300上安装有座块301和两个限位座304,座块301的一侧并排加工有若干个卡槽3010,两个限位座304分别通过两根导轴303与座块301连接,夹板302位于座块301和限位座304之间,并与导轴303滑动连接,且导轴303上在夹板302和限位座304之间套装有弹性件307。
48.所述座块301上靠近夹板302的一侧并排加工有多个卡槽3010,且卡槽3010呈v形,夹板302上在与卡槽3010相对应的位置螺纹连接有顶紧螺钉305,且夹板302上远离座块301的一侧安装有拉手306,夹板302上在与导轴303相对应的位置螺纹连接有锁紧螺钉a,弹性件307为压簧。座块301上加工有多个卡槽3010,使夹具3能够装夹多个电容器16,以实现一次装夹完成多个电容器16封焊,有助于提高电容器16的封焊效率。卡槽3010呈v形,能够用于夹持一定直径大小范围内的各种型号电容器16。如图3所示,当电容器16的直径比较大,将其置于卡槽3010中后,其外圆面能够向右延伸到卡槽3010外时,夹板302在压簧的作用下向左移动能够与电容器16的外圆面接触,并与卡槽3010配合夹持固定住电容器16;装夹过程为:通过拉手306向右拉夹板302移动一定距离,并向各卡槽3010中放入电容器16,然后松开拉手306,夹板302在压簧的推动下与卡槽3010配合夹持固定住电容器16。当电容器16的直径比较小,将其置于卡槽3010中后,其外圆面不能向右延伸到卡槽3010外,显然不能通过夹板302与卡槽3010配合夹持固定住电容器16,此时夹板302的一个侧面在压簧的推动下与座块301贴合,拧紧锁紧螺钉a顶住导轴303,使夹板302固定,然后依次旋转各顶紧螺钉305顶住相应的电容器16,从而通过顶紧螺钉305与卡槽3010配合夹持固定住电容器16,进一步拓宽了夹具3夹持电容器16的直径范围;下次装夹时,先退松锁紧螺钉a,然后通过拉手306向右拉夹板302移动一定距离,取出已完成封焊的电容器16后,向各卡槽3010中装入待封焊的电容器16,最后松开拉手306,压簧推动夹板302向左移动,使顶紧螺钉305顶住相应的电容器16。由此可见,采用夹具3装夹电容器6,具有装夹操作简单、方便、快速的优点,且能够对较大直径范围内的电容器16进行有效装夹;夹具3一次装夹可以对多个电容器16进行封焊,且多个夹具3可以交替装夹电容器16,使封口装置实现连续运行,电容器16封焊效率高。
49.所述封焊机构4包括竖向支撑组件和两套封焊部件,两套封焊部件对称安装在竖向支撑组件上。
50.所述封焊部件包括放线筒10、送线组件11、焊接组件14和导线组件12,放线筒10、送线组件11和焊接组件14从上至下依次安装在竖向支撑组件上,导线组件12的一端与送线组件11连接,另一端延伸到焊接组件14附近,并通过调节支架15与焊接组件14连接。
51.所述送线组件11包括箱体110和齿轮114,箱体110上从上至下依次活动安装有导线轮a111、导线轮b112和导线轮c113,箱体110内安装有伺服电机,伺服电机与控制器8电性
连接,且伺服电机的输出轴延伸到箱体110外,齿轮114套装在伺服电机的输出轴上,且齿轮114的安装高程与导线轮c113的安装高程相同。在使用时,齿轮114与导线轮c113配合夹住锡线,伺服电机带动齿轮114旋转,即可实现锡线输送。
52.所述导线组件12包括进线导管121和出线导管123,进线导管121通过夹块a120与箱体110连接,出线导管123的一端通过导线管122与进线导管121的一端连接,且出线导管123通过调节支架15与焊接组件14连接。在使用时,进线导管121和出线导管123均为硬质管,夹块a120固定安装在箱体110上,夹块a120上在与进线导管121相对应的位置加工有通孔b,夹块a120上加工有槽口b与通孔b连通,且夹块a120上在与槽口b相对应的位置螺纹连接有螺钉。通过导线组件12对锡线进行导向,避免锡线的中部弯折,保障锡线正常输送,同时确保锡线出线方向稳定。
53.所述焊接组件14包括l形安装板140和电烙铁143,l形安装板140上安装有电缸141,且电缸141与控制器8电性连接,电烙铁143通过夹块b142与电缸141的输出轴连接。在使用时,夹块b142的结构与夹块a120的结构相同,将电烙铁143安装到电缸141的输出轴上,能够通过电缸141准确控制电烙铁143的伸出量,确保电烙铁143的工作端能够与电容器16的阳极引线160接触。封焊机构4中设置有两个电烙铁143,在阳极引线160的两侧同时进行焊锡,熔融的焊锡沿着阳极引线160填充可阀管161内部并包裹其外壁,对电容器16进行封口,在确保封口质量的同时,不用旋转电容器16即可实现封口,避免在封焊过程对电容器16造成机械损伤。
54.所述调节支架15包括支撑轴150和阶梯轴b153,支撑轴150与l形安装板140可拆卸连接,支撑轴150的一端固定焊接有阶梯轴a151,阶梯轴b153与出线导管123固定连接,并通过连接块152与阶梯轴a151连接,连接块152上在与阶梯轴a151和阶梯轴b153相对应的位置均加工有通孔a,两个通孔a之间通过连接槽连通,连接块152上还加工有槽口a与连接槽连通,且连接块152上在槽口a的两侧均螺纹连接有锁紧螺钉b。在使用时,支撑轴150和l形安装板140的连接结构与夹块a120和进线导管121的连接结构类似,退松用于顶紧支撑轴150的螺钉后,可以相对l形安装板140转动支撑轴150;退松用于锁紧阶梯轴a151的锁紧螺钉b后,可以相对阶梯轴a151转动连接块152;退松用于锁紧阶梯轴b153的锁紧螺钉b后,可以相对连接块152转动阶梯轴b153;所以,可以通过调节支架15灵活调整出线导管123的姿态,保证锡线从出线导管123出来后与电烙铁143的工作端接触。
55.所述竖向支撑组件包括立板9和弧形板13,立板9上并排安装有两根横轴,且横轴上远离立板9的一端螺纹连接有限位螺母,弧形板13的中部与立板9的下端连接,且弧形板13上均布加工有多组螺纹孔a。在使用时,缠绕有锡线的放线筒10活动套装在横轴上,并通过限位螺母进行限位;弧形板13上均布加工有多组螺纹孔a,方便根据需要调整焊接组件14在弧形板13上的安装位置,进一步达到调整焊接组件14安装角度的目的。
56.一种固体电解质钽电容器封口装置的封口方法,包括以下主要步骤:
57.a、校正工作位:将电容器16装夹固定到各x向平移组件2上的夹具3中,通过y向平移组件5左右调整封焊机构4的位置,通过z向升降组件6上下调整封焊机构4的位置,通过x向平移组件2前后调整夹具3的位置,直至封焊机构4中两个电烙铁143的工作端均与夹具3上某一电容器16的阳极引线160接触,并将此时封焊机构4的三维坐标设定为工作位;另外,还可以在此过程中通过电缸141调节电烙铁143的位置。
58.b、设置工艺参数:通过控制器8设定电烙铁143的工作温度、封焊时间和每只电容器16的封口锡量;通过控制器8设定电容器16的封焊时间,避免封焊给电容器16造成热损伤;封口锡量确定后,控制器8自动根据封焊时间、锡线线径,计算齿轮114的线速度和伺服电机的转速。
59.c、封焊:待电烙铁143的温度升高到300℃
±
20℃后,封焊机构4开始对其中一个夹具3上的电容器16逐个进行封焊;夹具3一次装夹可以实现多个电容器16封焊。
60.d、循环封焊:待完成前一夹具3上所有电容器16的封焊工作并复位后,y向平移组件5驱使封焊机构4与另一夹具3上的电容器16对正,而前一夹具3在相应x向平移组件2的驱使下向前移动,工作人员从该夹具3上取出已完成封焊的电容器16,并将待封焊的电容器16装入该夹具3中。
61.所述步骤a中当两个电烙铁143的工作端均与夹具3上某一电容器16的阳极引线160接触时,电烙铁143的工作端到该电容器16上可阀管161上端的距离为2mm~5mm;若电烙铁143的工作端到可阀管161上端的距离过小,则熔融焊锡填充可阀管161时可能会与电烙铁143的工作端接触;若电烙铁143的工作端到可阀管161上端的距离过大,则熔融焊锡沿阳极引线160流进可阀管161内部的时间过长,熔融焊锡的温度和流动性会明显下降,进一步给电容器16的封口质量造成不利影响。
62.所述步骤c中封焊机构4对其中一个夹具3上的电容器16逐个进行封焊的方法包括以下主要步骤:
63.a、在电烙铁143与位于夹具3后端的电容器16的阳极引线160接触,且封焊机构4移动到工作位的瞬间,送线组件11匀速向相应的电烙铁143输送锡线;
64.b、在前一只电容器16达到设定封焊时间的瞬间,送线组件11停止输送锡线,封焊机构4在z向升降组件6的驱使下上移到电容器16上方,夹具3在x向平移组件2的驱使下向后移动,直至后一只电容器16与封焊机构4对正时停止,封焊机构4下移至工作位,并对后一只电容器16进行封焊;
65.c、重复步骤b,逐个完成夹具3上所有电容器16的封焊工作。
66.本发明所提供的固体电解质钽电容器封口装置及封口方法,其有益效果如下:
67.1、封焊机构4中设置有两个电烙铁143,在阳极引线160的两侧同时进行焊锡,熔融的焊锡沿着阳极引线160填充可阀管161内部并包裹其外壁,对电容器16进行封口,在确保封口质量的同时,不用旋转电容器16即可实现封口,避免在封焊过程对电容器16造成机械损伤。
68.2、通过控制器8设定电容器16的封焊时间,避免封焊给电容器16造成热损伤。
69.3、采用夹具3装夹电容器6,具有装夹操作简单、方便、快速的优点,且能够对较大直径范围内的电容器16进行有效装夹;夹具3一次装夹可以对多个电容器16进行封焊,且多个夹具3可以交替装夹电容器16,使封口装置实现连续运行,电容器16封焊效率高。
70.4、通过导线组件12对锡线进行导向,避免锡线的中部弯折,保障锡线正常输送,同时确保锡线出线方向稳定;此外,可以通过调节支架15灵活调整出线导管123的姿态,保证锡线从出线导管123出来后与电烙铁143的工作端接触,有助于确保封焊过程正常、稳定进行。
71.5、弧形板13上均布加工有多组螺纹孔a,可以根据需要调整焊接组件14的安装角
度,同时可以通过电缸141准确控制电烙铁143的伸出量,确保电烙铁143的工作端能够与电容器16的阳极引线160接触,以确保熔融焊锡沿阳极引线160进入可阀管161内部。
72.6、根据电容器16规格型号和封口要求,可以通过控制器8调整每只电容器16的封焊时间和封口锡量,实用性强。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1