密封钉的制作方法
1.本发明涉及焊接技术领域,尤其涉及一种密封钉。
背景技术:
2.目前,焊接常用的密封钉的结构如图1所示,包括第一焊接面1和第二焊接面2。此种结构的密封钉在焊接时,焊接难度较高,存在热应力无法得到有效释放的问题,易造成焊接熔深不足、焊接裂纹不良的后果。
3.因此,本发明提出了一种密封钉,以降低焊接难度以及有效释放焊接过程中的热应力。
技术实现要素:
4.本发明提供了一种密封钉,以降低焊接难度以及有效释放焊接过程中的热应力。
5.本发明提供了一种密封钉,包括:本体部、至少一个凸部;所述本体部包括第一本体部底面和第二本体部底面,至少在所述第一本体部底面或者所述第二本体部底面上设置有一个所述凸部;所述凸部与所述第一本体部底面或者所述第二本体部底面的接触面的面积小于所述第一本体部底面或者所述第二本体部底面的面积,所述凸部用于焊接。
6.其有益效果在于:本发明在密封钉的装配过程中,通过凸部焊接进行固定,在焊接过程中通过增加接触面降低了焊接的难度,还通过所述凸部与所述本体部之间存在间隙来达到有效释放焊接过程中的热应力的目的。
7.可选地,所述密封钉,包括:两个凸部,即第一凸部和第二凸部,所述第一本体部底面上设置有所述第一凸部,所述第二本体部底面上设置有所述第二凸部。
8.进一步可选地,所述第一凸部包括第一凸部侧面、第一凸部底面,所述第二凸部包括第二凸部侧面、第二凸部底面;所述第一凸部底面与所述第一本体部底面不平行;所述第二凸部底面与所述第二本体部底面不平行。其有益效果在于:通过所述第一凸部底面与所述第一本体部底面不平行以及所述第二凸部底面与所述第二本体部底面不平行,在一定程度上增加焊接面积,降低焊接难度。
9.又进一步可选地,所述第一凸部底面所在的平面与所述第一凸部侧面所形成的第一内角的角度包括20-160度;所述第一凸部底面所在的平面与所述第一凸部侧面所形成的第二内角的角度包括20-160度,所述第一夹角和所述第二夹角为互补角;所述第二凸部底面所在的平面与所述第二凸部侧面所形成的第三内角的角度包括20-160度;所述第二凸部底面所在的平面与所述第二凸部侧面所形成的第四内角的角度包括20-160度,所述第三夹角和所述第四夹角为互补角。
10.可选地,所述第一内角的角度包括45度;所述第二内角的角度包括135度;所述第三内角的角度包括45度;所述第四内角的角度包括135度。其有益效果在于:有利于所述密封钉的装配。
11.可选地,所述第一内角的角度包括60度;所述第二内角的角度包括120度;所述第
三内角的角度包括60度;所述第四夹角的角度包括120度。
12.进一步可选地,所述第一凸部侧面包括第一焊接区域和第一焊接返工区域;第二凸部侧面包括第二焊接区域和第二焊接返工区域。其有益效果在于:通过设置所述第一焊接返工区域和所述第二焊接返工区域,给所述密封钉二次返工提供预留空间。
13.可选地,所述本体部为圆柱体;所述凸部与所述第一本体部底面或者所述第二本体部底面的接触面为圆形。
14.可选地,所述第一本体部底面或所述第二本体部底面的半径与所述圆形的半径的比值为2.5-2.2。其有益效果在于:通过所述第一本体部底面或所述第二本体部底面的半径与所述圆形的半径的比值为2.5-2.2,给焊接过程提供足够的熔宽。
15.可选地,所述密封钉包括不锈钢密封钉。
附图说明
16.图1为一种密封钉正视图;
17.图2为本发明提供的一种密封钉实施例正视图;
18.图3为本发明提供的一种密封钉实施例左视图;
19.图4为本发明提供的一种密封钉部分结构实施例示意图;
20.图5为本发明提供的又一种密封钉实施例正视图。
具体实施方式
21.下面结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。其中,在本技术实施例的描述中,以下实施例中所使用的术语只是为了描述特定实施例的目的,而并非旨在作为对本技术的限制。如在本技术的说明书和所附权利要求书中所使用的那样,单数表达形式“一种”、“该”、“上述”、“该”和“这一”旨在也包括例如“一个或多个”这种表达形式,除非其上下文中明确地有相反指示。还应当理解,在本技术以下各实施例中,“至少一个”、“一个或多个”是指一个或两个以上(包含两个)。术语“和/或”,用于描述关联对象的关联关系,表示可以存在三种关系;例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b的情况,其中a、b可以是单数或者复数。字符“/”一般表示前后关联对象是一种“或”的关系。
22.在本说明书中描述的参考“一个实施例”或“一些实施例”等意味着在本技术的一个或多个实施例中包括结合该实施例描述的特定特征、结构或特点。由此,在本说明书中的不同之处出现的语句“在一个实施例中”、“在一些实施例中”、“在其他一些实施例中”、“在另外一些实施例中”等不是必然都参考相同的实施例,而是意味着“一个或多个但不是所有的实施例”,除非是以其他方式另外特别强调。术语“包括”、“包含”、“具有”及它们的变形都意味着“包括但不限于”,除非是以其他方式另外特别强调。术语“连接”包括直接连接和间接连接,除非另外说明。“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。
23.在本技术实施例中,“示例性地”或者“例如”等词用于表示作例子、例证或说明。本技术实施例中被描述为“示例性地”或者“例如”的任何实施例或设计方案不应被解释为比其它实施例或设计方案更优选或更具优势。确切而言,使用“示例性地”或者“例如”等词旨
在以具体方式呈现相关概念。
24.作为新能源汽车的核心零部件,动力电池对整车的性能具有决定性作用。在动力电池的生产过程中,给动力电池注入电解液之后,焊接前需装上与注液口匹配的密封钉。现有技术的密封钉在焊接时,焊接难度较高,存在热应力无法得到有效释放的问题,易造成焊接熔深不足、焊接裂纹不良的后果。因此,本发明提供了一种密封钉,可用于与注液口配合,并能够实现降低焊接难度以及有效释放焊接过程中的热应力。本发明所提供的所述密封钉包括:本体部、至少一个凸部;所述本体部包括第一本体部底面和第二本体部底面,至少在所述第一本体部底面或者所述第二本体部底面上设置有一个所述凸部;所述凸部与所述第一本体部底面或者所述第二本体部底面的接触面的面积小于所述第一本体部底面或者所述第二本体部底面的面积,所述凸部用于焊接。
25.在一种可能的实施例中,所述密封钉,包括:两个凸部,即第一凸部和第二凸部,所述第一本体部底面上设置有所述第一凸部,所述第二本体部底面上设置有所述第二凸部。
26.在又一种可能的实施例中,所述第一凸部包括第一凸部侧面、第一凸部底面,所述第二凸部包括第二凸部侧面、第二凸部底面;所述第一凸部底面与所述第一本体部底面不平行;所述第二凸部底面与所述第二本体部底面不平行。可选地,所述第一凸部底面用于焊接,所述第二凸部底面用于焊接。又一种可选地,所述第一凸部底面和部分所述第一凸部侧面用于焊接,所述第二凸部底面和部分所述第二凸部侧面用于焊接。本发明通过将对现有技术中的密封钉的焊接壁厚做削薄处理,使得焊接区域由原先的侧壁熔接变成底面加侧面熔接,可以通过使用更低的焊接能量,达到有效的熔接效果。本发明通过所述第一凸部底面与所述第一本体部底面不平行以及所述第二凸部底面与所述第二本体部底面不平行,在一定程度上增加焊接面积,降低焊接难度。
27.在还一种可能的实施例中,所述第一凸部底面所在的平面与所述第一凸部侧面所形成的第一内角的角度包括20-160度;所述第一凸部底面所在的平面与所述第一凸部侧面所形成的第二内角的角度包括20-160度,所述第一夹角和所述第二夹角为互补角;所述第二凸部底面所在的平面与所述第二凸部侧面所形成的第三内角的角度包括20-160度;所述第二凸部底面所在的平面与所述第二凸部侧面所形成的第四内角的角度包括20-160度,所述第三夹角和所述第四夹角为互补角。
28.在一种可能的实施例中,所述第一内角的角度包括45度;所述第二内角的角度包括135度;所述第三内角的角度包括45度;所述第四内角的角度包括135度。该设计有利于所述密封钉的装配。
29.在又一种可能的实施例中,所述第一内角的角度包括60度;所述第二内角的角度包括120度;所述第三内角的角度包括60度;所述第四夹角的角度包括120度。该设计有利于所述密封钉与顶盖的配合。
30.在还一种可能的实施例中,所述第一凸部侧面包括第一焊接区域和第一焊接返工区域;第二凸部侧面包括第二焊接区域和第二焊接返工区域。本实施例通过设置所述第一焊接返工区域和所述第二焊接返工区域,给所述密封钉二次返工提供预留空间。
31.在一种可能的实施例中,所述本体部为圆柱体;所述凸部与所述第一本体部底面或者所述第二本体部底面的接触面为圆形。
32.在又一种可能的实施例中,所述第一本体部底面或所述第二本体部底面的半径与
所述圆形的半径的比值为2.5-2.2。本发明通过所述第一本体部底面或所述第二本体部底面的半径与所述圆形的半径的比值为2.5-2.2,给焊接过程提供足够的熔宽。
33.可选地,所述密封钉包括不锈钢密封钉。
34.为了更加详细的说明本技术的发明内容,在此进行举例说明。
35.示例一:
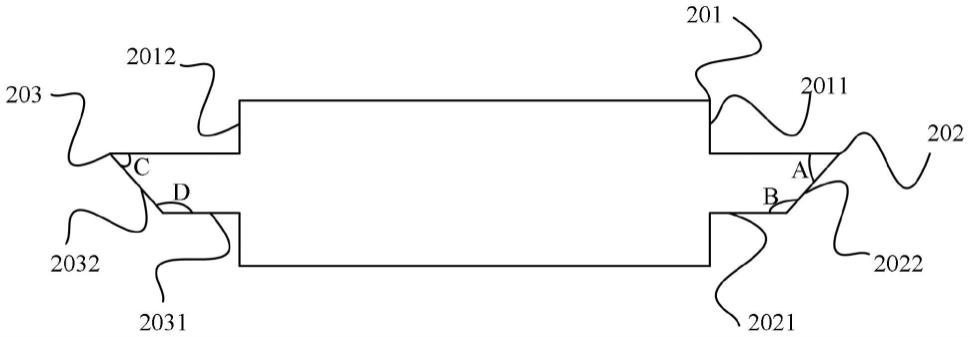
36.如图2所示,本发明提供了一种密封钉,所述密封钉包括:本体部201、第一凸部202和第二凸部203;所述本体部201为圆柱体,所述本体部201包括第一本体部底面2011和第二本体部底面2012,所述第一本体部底面2011上设置有所述第一凸部202,所述第二本体部底面2012上设置有所述第二凸部203。所述第一凸部202与所述第一本体部底面2011的接触面为圆形,所述第二凸部203与所述第二本体部底面2012的接触面为圆形。该密封钉的左视图如图3所示(因该密封钉为对称结构,第二凸部203未示出)。所述第一本体部底面2011的面积为所述第一凸部202与所述第一本体部底面2011的接触面的面积的5.29倍,所述第二本体部底面2012的面积为所述第二凸部203与所述第二本体部底面2012的接触面的面积的5.29倍。具体比例根据焊接熔宽设计,所述第一凸部和所述第二凸部的长度根据焊接熔深设计。
37.如图2所示,所述第一凸部202包括第一凸部侧面2021、第一凸部底面2022,所述第二凸部203包括第二凸部侧面2031、第二凸部底面2032;所述第一凸部底面2022与所述第一本体部底面2011不平行;所述第二凸部底面2032与所述第二本体部底面2012不平行。
38.所述第一凸部底面2022所在的平面与所述第一凸部侧面2021所形成的第一内角a的角度为60度;所述第一凸部底面2022所在的平面与所述第一凸部侧面2021所形成的第二内角b的角度为120度,所述第一夹角a和所述第二夹角b为互补角;所述第二凸部底面2032所在的平面与所述第二凸部侧面2031所形成的第三内角c的角度为60度;所述第二凸部底面2032所在的平面与所述第二凸部侧面2031所形成的第四内角的角度d为120度,所述第三夹角c和所述第四夹角d为互补角。该设计有利于所述密封钉与顶盖的配合。
39.如图4所示,所述第一凸部侧面包括第一焊接区域20211和第一焊接返工区域20212;第二凸部侧面包括第二焊接区域和第二焊接返工区域(图4未示出)。本实施例通过设置所述第一焊接返工区域和所述第二焊接返工区域,给所述密封钉二次返工提供预留空间。
40.示例二:
41.如图5所示,本发明提供了一种密封钉,所述密封钉包括:本体部501、第一凸部502和第二凸部503;所述本体部501为圆柱体,所述本体部501包括第一本体部底面5011和第二本体部底面5012,所述第一本体部底面5011上设置有所述第一凸部502,所述第二本体部底面5012上设置有所述第二凸部503。所述第一凸部502与所述第一本体部底面5011的接触面为圆形,所述第二凸部503与所述第二本体部底面5012的接触面为圆形。所述第一本体部底面5011的面积为所述第一凸部502与所述第一本体部底面5011的接触面的面积的5.29倍,所述第二本体部底面5012的面积为所述第二凸部503与所述第二本体部底面5012的接触面的面积的5.29倍。
42.所述第一凸部502包括第一凸部侧面5021、第一凸部底面5022,所述第二凸部503包括第二凸部侧面5031、第二凸部底面5032;所述第一凸部底面5022与所述第一本体部底
面5011平行;所述第二凸部底面5032与所述第二本体部底面5012平行。
43.所述第一凸部侧面包括第一焊接区域和第一焊接返工区域;第二凸部侧面包括第二焊接区域和第二焊接返工区域(图5未示出)。本实施例通过设置所述第一焊接返工区域和所述第二焊接返工区域,给所述密封钉二次返工提供预留空间。
44.以上所述,仅为本技术实施例的具体实施方式,但本技术实施例的保护范围并不局限于此,任何在本技术实施例揭露的技术范围内的变化或替换,都应涵盖在本技术实施例的保护范围之内。因此,本技术实施例的保护范围应以所述的权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1