一种蜂窝式电池组自动编队组装设备的制作方法
1.本发明涉及电芯组装设备领域,尤其涉及一种蜂窝式电池组自动编队组装设备。
背景技术:
2.电池包由大量电池组封装构成,每个电池组由大量单枚柱形电芯构成,电芯与电芯之间通过支架合成一体,在对支架同电芯的组装过程中,流水线操作员需要挑选辨认每枚电芯的正负极,根据电芯支架的组装要求,分别实施正装组装操作和倒装组装操作,由于人工组装失误率高,因此电池组的良率较低。
技术实现要素:
3.本发明主要解决的技术问题是提供一种蜂窝式电池组自动编队组装设备,在芯床两侧平行构建左侧芯栈和右侧芯栈,运用分拨机构使栈顶处电芯通过交替出栈方式在芯床上形成正负极有序编队,从而使电芯能准确组合到蜂窝式电芯支架中,代替人工操作从而有效提高良率和产量。
4.为解决上述技术问题,本发明采用的一个技术方案是:提供一种蜂窝式电池组自动编队组装设备,包括设置在机台上的上料搬运机构、下料搬运机构、电芯料盘、编队机构、配组工装,所述编队机构由芯床和左侧芯栈、右侧芯栈组成,所述左侧芯栈、右侧芯栈分列于芯床两侧且相互交替对接,所述上料搬运机构将电芯料盘分别同左侧芯栈、右侧芯栈对接,所述下料搬运机构将芯床同配组工装对接。
5.在本发明一个较佳实施例中,所述左侧芯栈两端、右侧芯栈两端均具有栈顶部和栈底部,所述栈底部外接有变位机构供上料搬运机构对接,所述栈顶部设置有接驳芯床的分拨机构,所述芯床下设有直线模组,所述直线模组协同分拨机构使芯床在平移过程交替接驳左侧芯栈和右侧芯栈。
6.在本发明一个较佳实施例中,所述配组工装表面开设有若干蜂窝式支架容 置料穴。
7.在本发明一个较佳实施例中,所述芯床表面开设有若干平行排布的圆弧形 状的两端贯通芯床的电芯容置槽。
8.在本发明一个较佳实施例中,所述左侧芯栈和右侧芯栈结构相同,均是由 栈道、挡墙、出栈口、电芯仿形升降座组成,所述栈道路径沿线包围设置有挡 墙,所述栈底部于出栈路径的横向外侧对挡墙开口以供变位机构对接,所述栈 顶部的底面开设出栈口,所述出栈口匹配有上下浮动的电芯仿形升降座,所述 电芯仿形升降座适时等高对接芯床。
9.在本发明一个较佳实施例中,所述栈道路径沿线设置有无杆气缸,所述无 杆气缸挂载有堆栈拨片,所述堆栈拨片置于栈道内。
10.在本发明一个较佳实施例中,所述栈道在逆出栈口方向设置有上升斜坡。
11.在本发明一个较佳实施例中,所述分拨机构由水平伸缩气缸和设置在水平 伸缩气缸头部的电芯推板组成。
12.在本发明一个较佳实施例中,所述变位机构由轴承支架、接料盒、齿轮、 齿条、电芯端面承托底板、吐料气缸、转接臂组成,所述轴承支架水平架设有 接料盒,所述接料盒在轴承支架的轴端外连齿轮,所述齿轮与一气动升降的齿 条啮合传动而使接料盒做偏向左侧芯栈或右侧芯栈的90度翻转变位,所述接料 盒底部设置有电芯端面承托底板,所述接料盒外挂一吐料气缸,所述吐料气缸 通过转接臂垂直举托在电芯端面承托底板的底部,所述吐料气缸在翻转变位过 程接驳到左侧芯栈或右侧芯栈。
13.本发明的有益效果是:本发明提供的一种蜂窝式电池组自动编队组装设备, 在芯床两侧平行构建左侧芯栈和右侧芯栈,运用分拨机构使栈顶处电芯通过交 替出栈方式在芯床上形成正负极有序编队,从而使电芯能准确组合到蜂窝式电 芯支架中,代替人工操作从而有效提高良率和产量。
附图说明
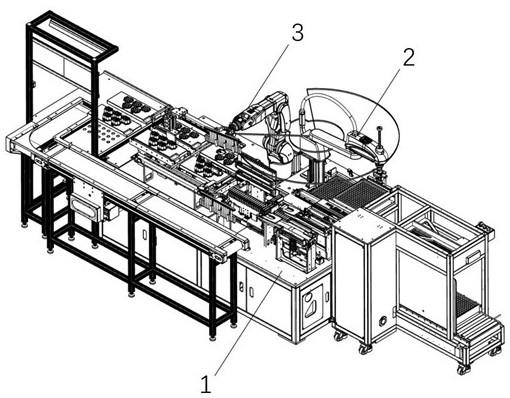
14.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所 需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明 的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下, 还可以根据这些附图获得其它的附图,其中:图1是本发明一种蜂窝式电池组自动编队组装设备的整机结构图;图2是本发明一种蜂窝式电池组自动编队组装设备的局部放大结构图;图3是本发明一种蜂窝式电池组自动编队组装设备的编队机构结构图;图4是本发明一种蜂窝式电池组自动编队组装设备的左侧芯栈和右侧芯栈 结构图;图5是本发明一种蜂窝式电池组自动编队组装设备的变位机构结构图。
具体实施方式
15.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描 述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中 的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其 它实施例,都属于本发明保护的范围。
16.如图1-5所示,本发明实施例包括:
17.一种蜂窝式电池组自动编队组装设备,包括设置在机台1上的上料搬运机 构2、下料搬运机构3、电芯料盘4、编队机构5、配组工装6,所述编队机构5 由芯床51和左侧芯栈52、右侧芯栈53组成,所述左侧芯栈52、右侧芯栈53 分列于芯床51两侧且相互交替对接,所述上料搬运机构2将电芯料盘4分别同 左侧芯栈52、右侧芯栈53对接,所述下料搬运机构3将芯床51同配组工装6 对接。
18.其中,所述左侧芯栈52两端、右侧芯栈53两端均具有栈顶部54和栈底部 55,所述栈底部55外接有变位机构56供上料搬运机构2对接,所述栈顶部54 设置有接驳芯床51的分拨机构57,所述芯床51下设有直线模组58,所述直线 模组58协同分拨机构57使芯床51在平移过程交替接驳左侧芯栈52和右侧芯 栈53。
19.进一步的,所述配组工装6表面开设有若干蜂窝式支架容置料穴61。
20.进一步的,所述芯床51表面开设有若干平行排布的圆弧形状的两端贯通芯 床51的电芯容置槽511。
21.进一步的,所述左侧芯栈52和右侧芯栈53结构相同,均是由栈道521、挡 墙522、出栈口523、电芯仿形升降座524组成,所述栈道521路径沿线包围设 置有挡墙522,所述栈底部55于出栈路径的横向外侧对挡墙522开口以供变位 机构56对接,所述栈顶部54的底面开设出栈口523,所述出栈口523匹配有上 下浮动的电芯仿形升降座524,所述电芯仿形升降座524适时等高对接芯床51。
22.进一步的,所述栈道521路径沿线设置有无杆气缸525,所述无杆气缸525 挂载有堆栈拨片526,所述堆栈拨片526置于栈道521内。
23.进一步的,所述栈道521在逆出栈口523方向设置有上升斜坡527。
24.进一步的,所述分拨机构57由水平伸缩气缸和设置在水平伸缩气缸头部的 电芯推板572组成。
25.进一步的,所述变位机构56由轴承支架561、接料盒562、齿轮563、齿条564、电芯端面承托底板565、吐料气缸566、转接臂组成,所述轴承支架561 水平架设有接料盒562,所述接料盒562在轴承支架561的轴端外连齿轮563, 所述齿轮563与一气动升降的齿条564啮合传动而使接料盒562做偏向左侧芯 栈52或右侧芯栈53的90度翻转变位,所述接料盒562底部设置有电芯端面承 托底板565,所述接料盒562外挂一吐料气缸566,所述吐料气缸566通过转接 臂垂直举托在电芯端面承托底板565的底部,所述吐料气缸566在翻转变位过 程接驳到左侧芯栈52或右侧芯栈53。
26.本设备电芯料盘4内整齐排列有柱状电芯,各个柱状电芯的正负极方向相 同,上料过程通过上料搬运机构2将一组电芯搬运到接料盒562,接料盒562的 底部镂空并设有电芯端面承托底板565,上料搬运机构2将柱状电芯竖直放入接 料盒562。接料盒562首先受控进行翻转变位动作,图3中芯床51两侧的接料 盒562向对称轴方向翻转90度,使柱状电芯躺平,柱状电芯的端面朝向左侧芯 栈52和右侧芯栈53。由于接料盒562是对称翻转,因此所有柱状电芯同极对称。 变位翻转完成后,无杆气缸525带动堆栈拨片526将柱状电芯排列成栈,位于 栈顶的柱状电芯经出栈口523流入电芯仿形升降座524,柱状电芯被顶升至芯床 51等高位置时,分拨机构57将柱状电芯推到芯床51上,根据蜂窝式支架预设 的正负极排列方式,两个分拨机构57交替运行,按需将电芯推入芯床51。由于 所有柱状电芯关于芯床51同极对称,因此来自芯床51左侧的电芯的电极和来 自芯床51右侧的电芯的电极相互反向,由此得到指定序列的电芯编队。编队完 成后即由下料搬运机构3搬出,经过姿态调整后的电芯直接插入蜂窝式电芯支 架即完成了一次组装工序。
27.综上所述,本发明提供了一种蜂窝式电池组自动编队组装设备,在芯床51 两侧平行构建左侧芯栈52和右侧芯栈53,运用分拨机构57使栈顶电芯通过交 替出栈方式在芯床51上形成正负极有序编队,从而使电芯能准确组合到蜂窝式 电芯支架中,代替人工操作从而有效提高良率和产量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1