一种基于低压塑封工艺的汽车低压密封线束的制作方法
1.本发明涉及汽车设备技术领域,具体为一种基于低压塑封工艺的汽车低压密封线束。
背景技术:
2.汽车低压线束连接汽车的各用电设备及电源,起到电力供给和电信号传递的作用,低压线束由导线、端子、接插件、绝缘层等组成,低压塑封工艺是一种采用低压注胶机对电子元器件进行注塑密封的组装工艺,将低压塑封工艺与线束组装相结合,能够得到基于低压塑封工艺的汽车低压密封线束。
3.常规汽车线束常用组装工艺有连接器后装结构和高压塑封方案,就连接器后装结构而言,连接器的设计结构比较复杂,就高压塑封方案而言,线束易损坏,接触件变形也会导致产品失效,车辆内部线束较为密集,连接关系复杂,然而现有的汽车线束缺少灵活可靠的定型能力,布置线束难度大,线束与车内电气设备的连接可靠性存在隐患。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种基于低压塑封工艺的汽车低压密封线束,解决了线束易损坏和线束布置困难的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种基于低压塑封工艺的汽车低压密封线束,包括汽车线束,所述汽车线束外侧设置有多个锁紧机构,所述锁紧机构两侧对称设置有定型机构,所述汽车线束一端设置有母头,所述汽车线束另一端设置有公头;
8.所述锁紧机构包括双头胶芯,所述双头胶芯一头设置有第一卡件,所述第一卡件固定连接在第一壳体的内侧,所述双头胶芯另一头设置有第二卡件,所述第二卡件转动连接在第二壳体的内侧,所述第一壳体螺纹连接在第二壳体的内侧,所述第一卡件与第二卡件相靠近的一侧均设置有槽体,所述汽车线束贯穿第一壳体、第一卡件、双头胶芯、第二卡件和第二壳体;
9.所述定型机构包括耳块,所述耳块固定连接在第一壳体的外侧壁上,所述耳块内侧螺纹连接有调节管,所述调节管后部外侧螺纹连接有连接件,所述连接件后端固定连接有吸盘。
10.优选的,所述锁紧机构还包括限位环,所述限位环设置在双头胶芯的中部外侧,所述限位环外侧滑动连接有均匀分布的杆体,所述杆体的两端均固定连接有限位柱,所述第一卡件和第二卡件均与杆体滑动连接,所述第一卡件和第二卡件内部均设置有均匀分布的限位槽,所述杆体的两侧均设置有弹簧。
11.优选的,所述双头胶芯包括胶套,所述胶套顶部外侧和底部外侧均固定连接有均
匀分布的爪瓣,所述汽车线束贯穿胶套,所述胶套中部外侧设置有与限位环对应的环形槽。
12.优选的,所述杆体一侧的弹簧设置在第一卡件与限位环之间,所述杆体另一侧的弹簧设置在第二卡件与限位环之间,所述弹簧始终保持压缩状态。
13.优选的,所述第一卡件内部的限位槽与双头胶芯一头的限位柱一一对应,所述第二卡件内部的限位槽与双头胶芯另一头的限位柱一一对应。
14.优选的,所述定型机构还包括活塞,所述活塞与连接件的内壁过盈配合,所述活塞固定连接在调节管的后端,所述调节管后部外侧设置有通孔,所述连接件内部设置有腔室,所述活塞设置在腔室的内部,所述调节管前部外侧固定连接有手柄。
15.优选的,所述汽车线束包括绝缘护套,所述绝缘护套内侧设置有屏蔽层,所述屏蔽层内侧设置有内衬,所述内衬内侧设置有多根绝缘缆芯,多根所述绝缘缆芯相互绞合,所述内衬与多根绝缘缆芯之间设置有阻燃填充绳。
16.优选的,所述绝缘护套一端通过热缩套管与母头相连,所述绝缘护套另一端通过塑封件与公头相连,所述塑封件采用低压塑封工艺注塑成型。
17.工作原理:相对于第一壳体正向旋转第二壳体时,第二壳体朝接近第一壳体的方向移动,第一卡件与第二卡件相互靠拢,对双头胶芯的两头进行挤压,槽体向爪瓣提供径向压力,从而使胶套上部内周和下部内周给予汽车线束均匀的压力,使锁紧机构和定型机构与汽车线束相对固定,使锁紧机构与汽车线束相互锁定,弹簧为锁定提供预应力,相对于第一壳体反向旋转第二壳体时,第二壳体朝远离第一壳体的方向移动,第一卡件与第二卡件相互远离,槽体与爪瓣相互分离,使锁紧机构和定型机构能够与汽车线束相对旋转和滑动,解除锁紧机构的锁定,限位槽配合限位柱和杆体限制第一壳体与第二壳体的相对移动距离,防止第一壳体脱离第二壳体,杆体限制第一卡件与第二卡件产生相对转动,限位环对双头胶芯的位置和姿态进行限制,布置线束过程中,根据汽车内部空间和接线需要调整汽车线束的姿态,调整完毕后,解除锁紧机构的锁定,将锁紧机构移动至合适的位置,并适当旋转锁紧机构,使吸盘朝向安装面,通过手柄正向旋转调节管,并使连接件和吸盘与调节管同步旋转,使吸盘挤压安装面,接着反向旋转调节管,活塞后移,吸盘内部真空度上升,定型机构与安装面吸和,活塞后侧的气体通过通孔从调节管内部向外排出,从而对汽车线束定型。
18.(三)有益效果
19.本发明提供了一种基于低压塑封工艺的汽车低压密封线束。具备以下有益效果:
20.1、本发明通过锁紧机构的第一壳体配合第二壳体、第一卡件、第二卡件和双头胶芯对汽车线束和定型机构进行锁定和解锁,第一卡件和第二卡件的槽体配合两组爪瓣对胶套上部四周和下部四周均匀施压,保证锁紧可靠性,布置线束过程中,根据汽车内部空间和接线需要调整汽车线束的姿态,调整完毕后,解除锁紧机构的锁定,调节锁紧机构和定型机构的位置和姿态,使吸盘朝向安装面,调节管配合耳块、连接件和吸盘对汽车线束定型,增强了行车过程中汽车线束与汽车内电气设备的连接可靠性,从而显著提高线束布置的便利性、可靠性和灵活性。
21.2、本发明通过低压注塑成型的塑封件连接绝缘护套和线束的公头,塑封过程中公头、绝缘护套及绝缘缆芯受到的冲击较小,缩减生产周期,节省原材料,弹簧为锁定提供预应力,避免行车过程中,因颠簸造成第一壳体与第二壳体产生相对移动,防止锁紧失效,活塞配合调节管、通孔、腔室提高吸盘真空度,保证定型机构吸和力度,杆体配合限位柱、限位
槽、限位环对双头胶芯与第一卡件和第二卡件进行限位,避免双头胶芯受力不均,进一步提高线束定型效果,提高线束使用寿命。
附图说明
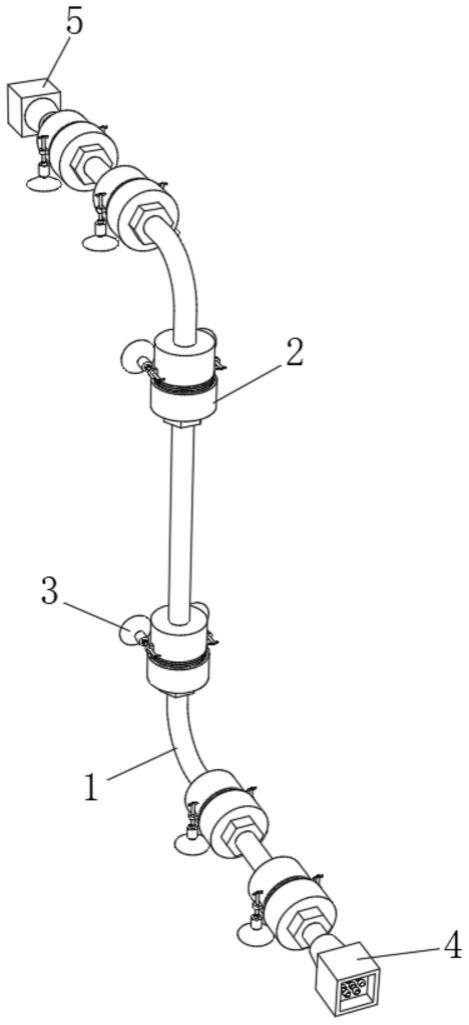
22.图1为本发明的立体图;
23.图2为本发明的锁紧机构爆炸图;
24.图3为本发明的双头胶芯结构示意图;
25.图4为本发明的定型机构结构示意图;
26.图5为本发明的线束内部结构示意图;
27.图6为本发明的塑封件示意图。
28.其中,1、汽车线束;2、锁紧机构;3、定型机构;4、母头;5、公头;101、绝缘护套;102、屏蔽层;103、内衬;104、绝缘缆芯;105、阻燃填充绳;106、热缩套管;107、塑封件;201、双头胶芯;202、第一卡件;203、第一壳体;204、第二卡件;205、第二壳体;206、槽体;207、限位环;208、杆体;209、限位柱;210、限位槽;211、弹簧;301、耳块;302、调节管;303、连接件;304、吸盘;305、活塞;306、通孔;307、腔室;308、手柄;20101、胶套;20102、爪瓣;20103、环形槽。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例:
31.如图1-6所示,本发明实施例提供一种基于低压塑封工艺的汽车低压密封线束,包括汽车线束1,汽车线束1外侧设置有多个锁紧机构2,锁紧机构2两侧对称设置有定型机构3,汽车线束1一端设置有母头4,汽车线束1另一端设置有公头5,锁紧机构2能够将自身及定型机构3与汽车线束1相互锁定,布置线束时,调整汽车线束1的姿态,解除锁紧机构2的锁定,调节锁紧机构2及定型机构3的位置和姿态,定型机构3配合锁紧机构2将汽车线束1与安装面相对固定,使汽车线束1与汽车内部空间和接线需要相适应;
32.锁紧机构2包括双头胶芯201,双头胶芯201一头设置有第一卡件202,第一卡件202固定连接在第一壳体203的内侧,双头胶芯201另一头设置有第二卡件204,第二卡件204转动连接在第二壳体205的内侧,第一壳体203螺纹连接在第二壳体205的内侧,第一卡件202与第二卡件204相靠近的一侧均设置有槽体206,汽车线束1贯穿第一壳体203、第一卡件202、双头胶芯201、第二卡件204和第二壳体205,相对于第一壳体203正向旋转第二壳体205时,第二壳体205朝接近第一壳体203的方向移动,第一卡件202与第二卡件204相互靠拢,对双头胶芯201的两头进行挤压,使锁紧机构2和定型机构3与汽车线束1相对固定,使锁紧机构2与汽车线束1相互锁定,相对于第一壳体203反向旋转第二壳体205时,第二壳体205朝远离第一壳体203的方向移动,第一卡件202与第二卡件204相互远离,使锁紧机构2和定型机构3能够与汽车线束1相对旋转和滑动,解除锁紧机构2的锁定,限位环207对双头胶芯201的位置和姿态进行限制;
33.定型机构3包括耳块301,耳块301固定连接在第一壳体203的外侧壁上,耳块301内侧螺纹连接有调节管302,调节管302后部外侧螺纹连接有连接件303,连接件303后端固定连接有吸盘304,布置线束过程中,根据汽车内部空间和接线需要调整汽车线束1的姿态,调整完毕后,解除锁紧机构2的锁定,将锁紧机构2移动至合适的位置,并适当旋转锁紧机构2,使吸盘304朝向安装面,相对耳块301正向旋转调节管302,并使连接件303和吸盘304与调节管302同步旋转,使吸盘304挤压安装面,接着相对耳块301反向旋转调节管302,吸盘304内部真空度上升,定型机构3与安装面吸和,从而对汽车线束1定型,线束布置灵活可靠。
34.锁紧机构2还包括限位环207,限位环207设置在双头胶芯201的中部外侧,限位环207外侧滑动连接有均匀分布的杆体208,杆体208的两端均固定连接有限位柱209,第一卡件202和第二卡件204均与杆体208滑动连接,第一卡件202和第二卡件204内部均设置有均匀分布的限位槽210,杆体208的两侧均设置有弹簧211,限位槽210配合限位柱209和杆体208限制第一壳体203与第二壳体205的相对移动距离,防止第一壳体203脱离第二壳体205,限位环207配合杆体208、限位柱209和限位槽210对第一卡件202和第二卡件204以及双头胶芯201进行限位,保证双头胶芯201受力均衡,从而提高线束的定型效果,进而延长线束使用寿命。
35.双头胶芯201包括胶套20101,胶套20101顶部外侧和底部外侧均固定连接有均匀分布的爪瓣20102,汽车线束1贯穿胶套20101,胶套20101中部外侧设置有与限位环207对应的环形槽20103,锁定过程中,槽体206向爪瓣20102提供径向压力,从而使胶套20101上部内周和下部内周给予汽车线束1均匀的压力,保证锁定可靠性,解除锁定过程中,槽体206与爪瓣20102相互分离,使锁紧机构2和定型机构3能够与汽车线束1相对旋转和滑动。
36.杆体208一侧的弹簧211设置在第一卡件202与限位环207之间,杆体208另一侧的弹簧211设置在第二卡件204与限位环207之间,所述弹簧211始终保持压缩状态,弹簧211为锁定提供预应力,避免行车过程中,因颠簸造成第一壳体203与第二壳体205产生相对移动,防止锁紧失效。
37.第一卡件202内部的限位槽210与双头胶芯201一头的限位柱209一一对应,第二卡件204内部的限位槽210与双头胶芯201另一头的限位柱209一一对应,杆体208限制第一卡件202与第二卡件204产生相对转动,避免第一卡件202和第二卡件204对双头胶芯201的爪瓣20102产生周向摩擦力。
38.定型机构3还包括活塞305,活塞305与连接件303的内壁过盈配合,活塞305固定连接在调节管302的后端,调节管302后部外侧设置有通孔306,连接件303内部设置有腔室307,活塞305设置在腔室307的内部,调节管302前部外侧固定连接有手柄308,接着反向旋转调节管302过程中,活塞305后移,吸盘304内部真空度上升,活塞305后侧的气体通过通孔306从调节管302内部向外排出,吸盘304的高真空度,保证定型机构3的吸和力度。
39.汽车线束1包括绝缘护套101,绝缘护套101内侧设置有屏蔽层102,屏蔽层102内侧设置有内衬103,内衬103内侧设置有多根绝缘缆芯104,多根绝缘缆芯104相互绞合,内衬103与多根绝缘缆芯104之间设置有阻燃填充绳105,屏蔽层102能够屏蔽电磁干扰,阻燃填充绳105具有自灭火能力。
40.绝缘护套101一端通过热缩套管106与母头4相连,绝缘护套101另一端通过塑封件107与公头5相连,塑封件107采用低压塑封工艺注塑成型,低压塑封工艺又称lpim工艺,注
塑过程中,向低压注胶机中加入热熔材料,并将汽车线束1和公头5插入低压塑封模具内,低压注胶机进行低压注塑,注塑压力不大于40kgf/cm2,线束不会被塑封冲裂,热熔材料具有卓越的密封性和优秀的物理性能及化学性能,对线束起到良好的保护作用,与传统的灌封工艺相比,低压注塑工艺节能环保,降低生产成本。
41.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1