锂电池热复合叠片机构、叠片设备及方法与流程
本发明涉及一种锂电池生产加工领域,特别是一种锂电池热复合叠片机构、叠片设备及方法。
背景技术:
1、在锂电池叠片工艺中,现有的热复合叠片设备在叠片时容易存在尺寸不良,极片夹爪的抓取动作慢、节拍慢、效率低下,极片的加热位置与热复合位置的距离由于空间受限普遍存在距离远的问题,这导致了极片在插片过程容易出现热量散失的问题,进一步影响极片的热复合,直接降低了生产质量。
2、为此,本发明的目的在于提供一种新的技术方案以解决现存的技术缺陷。
技术实现思路
1、为了克服现有技术的不足,本发明提供一种锂电池热复合叠片机构、叠片设备及方法,解决了现有技术存在的极片热损失大、极片插片精度差、插片质量差、尺寸差异大等技术缺陷。
2、本发明解决其技术问题所采用的技术方案是:
3、一种转塔插片式锂电池热复合叠片机构,包括墙板及安装在墙板上的转塔机构、压合装置,所述转塔机构包括多个插片模组,每一个插片模组上均设置有位置调节装置,所述位置调节装置上设置有真空吸附结构,所述真空吸附结构内部设置有加热装置,所述位置调节装置用于调节吸附在真空吸附结构上的极片的位置,所述加热装置用于对真空吸附结构上的极片进行加热。
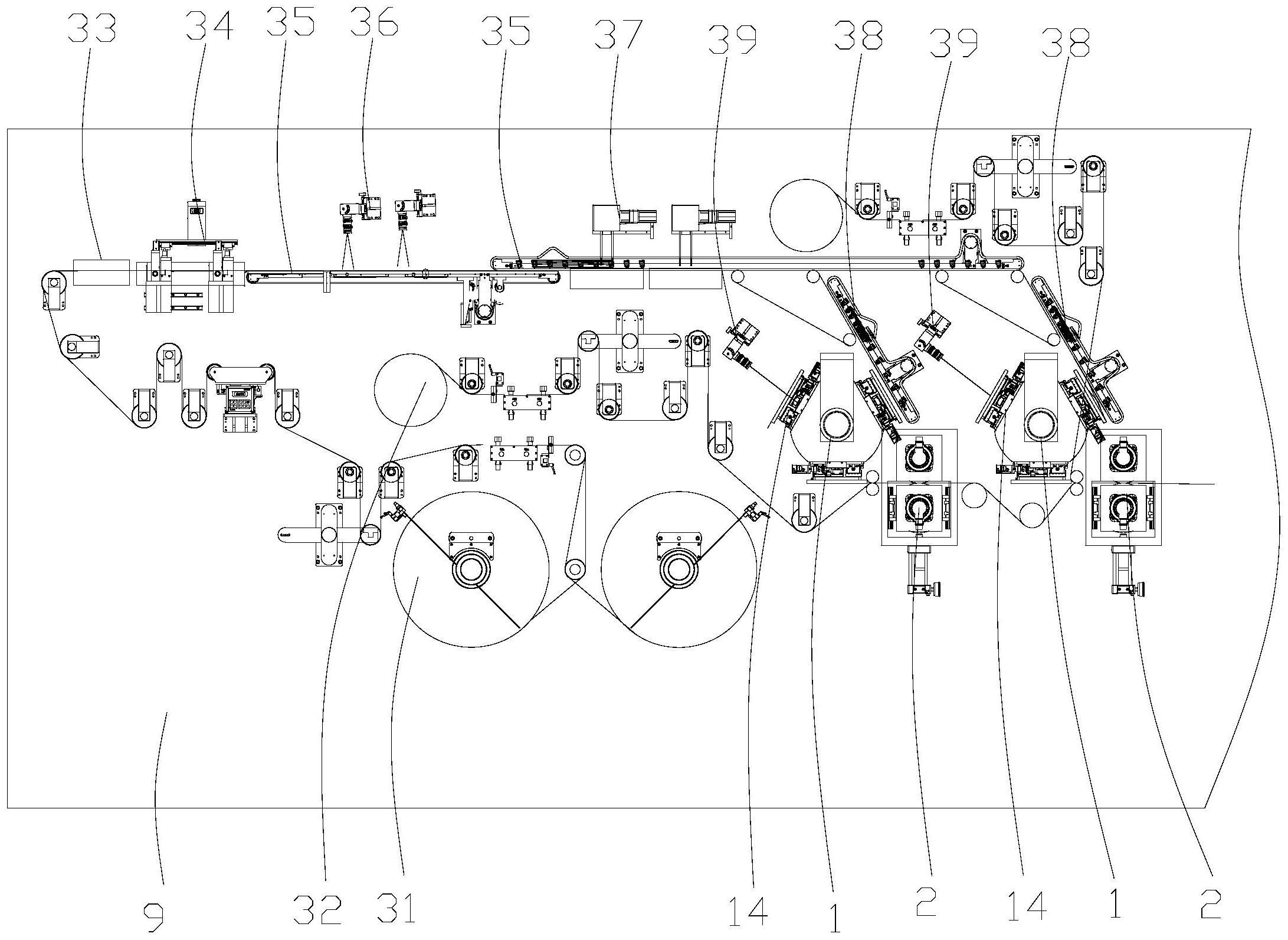
4、作为上述技术方案的进一步改进,所述墙板上还设置有极片放卷机构、隔膜放卷机构、切v角机构、裁切机构、真空传送带机构、尺寸检测机构、剔废机构、上料皮带机构和极片位置检测机构。
5、作为上述技术方案的进一步改进,所述极片放卷机构用于放卷极片卷材,所述隔膜放卷机构用于放卷配套的隔膜,所述切v角机构用于在极片上裁切出需要的v角,所述裁切机构用于将极片卷材裁切成为符合长度的单片极片,所述真空传送带组件用于将单片极片向前输送,所述尺寸检测机构用于检测单片极片的尺寸是否合格,所述剔废机构用于将尺寸检测不合格的单片极片剔除到废料盒中,所述上料皮带机构用于将真空传送带机构上的单片极片上料到转塔机构上,所述极片位置检测机构用于检测转塔机构上吸附的单片极片的位置是否符合要求。
6、作为上述技术方案的进一步改进,所述真空传送带机构包括正向真空传送带及倒置真空传送带,正向真空传送带与倒置真空传送带具有位置重合部分,正向真空传送带与倒置真空传送带在位置重合部分实现单片极片的传递,所述尺寸检测机构设置在正向真空传送带上方并用于对单片极片的尺寸进行检测,所述剔废机构设置在倒置真空传送带上,废料盒设置早倒置真空传送带下方,剔废机构将尺寸不合格的单片极片剔除到废料盒内,倒置真空传送带将尺寸合格的单片极片传送给上料皮带机构,所述上料皮带机构为负压式皮带机构。
7、作为上述技术方案的一种实施改进,所述转塔机构包括转塔机架及安装在转塔机架上的转塔主轴、主轴驱动装置,所述转塔主轴在其外部均匀设置有多个插片模组,所述插片模组包括对位平台,所述对位平台为插片模组上的位置调节装置,所述对位平台上设置有所述真空吸附结构,所述真空吸附结构内部设置有所述加热装置,所述主轴驱动装置用于驱动所述转塔主轴转动以实现多个插片模组在转塔主轴周向的工位变换。
8、作为上述技术方案的进一步改进,所述转塔主轴上设置有插片模组移动组件,插片模组移动组件可驱动所述插片模组移动以实现极片的插片功能。
9、作为上述技术方案的进一步改进,所述插片模组移动组件包括固定在转塔主轴上的移动组件基板及设置在移动组件基板上的移动导轨、移动驱动装置,所述移动导轨上设置有移动安装板,所述移动驱动装置可驱动移动安装板在移动导轨上滑动,所述插片模组固定安装在所述移动安装板上。
10、作为上述技术方案的进一步改进,所述移动驱动装置包括固定安装在移动组件基板上的移动驱动电机、移动丝杆螺母副,所述移动驱动电机的输出端通过移动联轴器连接到移动丝杆螺母副的丝杆一端并可带动移动丝杆螺母副的丝杆转动,所述移动丝杆螺母副的丝杆螺母通过连接块固定连接到所述移动安装板并可驱动移动安装板在移动导轨上移动,所述移动组件基板上开设有配合所述连接块的长条形通槽。
11、作为上述技术方案的进一步改进,所述转塔主轴上设置有移动组件支撑板,所述插片模组移动组件的移动组件基板固定安装在所述移动组件支撑板上;
12、所述移动组件基板上设置有若干移动传感器,所述移动传感器通过传感器导轨安装在移动组件基板侧部,所述移动安装板侧部设置有配合所述移动传感器的感应片。
13、作为上述技术方案的进一步改进,所述对位平台为uvw对位平台,对位平台上设置有隔热板,所述真空吸附结构安装在所述隔热板上,所述加热装置包括加热管及热电偶,真空吸附结构内部开设有加热管安装孔及热电偶安装孔,所述加热管及热电偶对应安装在所述加热管安装孔及热电偶安装孔内,真空吸附结构表面均匀分布有真空吸附孔。
14、作为上述技术方案的进一步改进,所述转塔机架包括机架底板及设置在机架底板上的转塔第一支撑板、转塔第二支撑板,所述转塔主轴为中空轴且转塔主轴的两端通过轴承安装在转塔第一支撑板及转塔第二支撑板上。
15、作为上述技术方案的进一步改进,所述主轴驱动装置包括主轴驱动电机及设置在主轴驱动电机输出端的主轴减速机,所述主轴减速机的输出端设置有主动齿轮,所述转塔主轴的一端设置有配合所述主动齿轮的从动齿轮,所述主动齿轮与从动齿轮相互啮合并组成齿轮组,所述主轴驱动电机可通过主轴减速机及齿轮组带动转塔主轴转动。
16、作为上述技术方案的进一步改进,所述插片模组具有三组。
17、作为上述技术方案的另一种实施方案,所述转塔机构包括转塔机架及安装在转塔机架上的转塔主轴,所述转塔主轴在其外部均匀设置有多个插片模组,所述插片模组包括多向调节组件及安装在多向调节组件输出端的真空吸附结构,所述多向调节组件为所述位置调节装置,所述真空吸附结构内部设置有所述加热装置,所述多向调节组件可调节真空吸附结构在x轴、y轴、z轴的距离及旋转角度。
18、作为上述技术方案的进一步改进,所述多向调节组件包括固定在转塔主轴上的z轴驱动装置及z轴导轨,所述z轴导轨上设置有升降安装板,所述z轴驱动装置的输出端连接到所述升降安装板上并可驱动所述升降安装板在z轴导轨上滑动,所述升降安装板上设置有x轴驱动装置及x轴导轨,所述x轴导轨上设置有x轴移动安装板,所述x轴驱动装置的输出端连接到x轴移动安装板上并可驱动x轴移动安装板在x轴导轨上移动,所述x轴移动安装板上设置有y轴驱动装置及y轴导轨,所述y轴导轨上设置有y轴移动安装板,所述y轴驱动装置的输出端连接到y轴移动安装板上并可驱动y轴移动安装板在y轴导轨上移动,所述y轴移动安装板上设置有旋转基座,所述旋转基座上设置有旋转驱动电机及旋转盘,所述旋转驱动电机用于所述驱动旋转盘转动,所述真空吸附结构安装在所述旋转盘上。
19、作为上述技术方案的进一步改进,所述z轴驱动装置包括间接固定在转塔主轴上的z轴驱动电机、z轴丝杆螺母副,所述z轴驱动电机的输出端直接或间接连接到z轴丝杆螺母副的丝杆一端并可驱动z轴丝杆螺母副的丝杆转动,所述z轴丝杆螺母副的丝杆螺母通过z轴连接块固定连接到所述升降安装板并可驱动升降安装板沿着z轴导轨移动,所述z轴丝杆螺母副两端通过z轴丝杆安装座固定安装。
20、作为上述技术方案的进一步改进,所述x轴驱动装置包括固定安装在所述升降安装板上的x轴驱动电机及x轴丝杆螺母副,所述x轴驱动电机的输出端通过x轴联轴器连接到所述x轴丝杆螺母副丝杆一端并可驱动x轴丝杆螺母副的丝杆转动,所述x轴丝杆螺母副的丝杆螺母通过x轴连接块固定连接到所述x轴移动安装板上并可驱动x轴移动安装板在x轴导轨上移动,所述x轴丝杆螺母副的丝杆通过x轴丝杆安装座固定安装在所述升降安装板上。
21、作为上述技术方案的进一步改进,所述y轴驱动装置包括固定安装在所述x轴移动安装板上的y轴驱动电机及y轴丝杆螺母副,所述y轴驱动电机的输出端通过y轴联轴器连接到所述y轴丝杆螺母副丝杆一端并可驱动y轴丝杆螺母副的丝杆转动,所述y轴丝杆螺母副的丝杆螺母通过y轴连接块固定连接到所述y轴移动安装板上并可驱动y轴移动安装板在y轴导轨上移动,所述y轴丝杆螺母副的丝杆通过y轴丝杆安装座固定安装在所述x轴移动安装板上。
22、作为上述技术方案的进一步改进,所述转塔主轴外部设置有多向调节组件安装板,所述z轴导轨安装在所述多向调节组件安装板侧部,所述升降安装板通过z轴导轨座安装在z轴导轨上,所述x轴导轨安装在所述升降安装板上,所述x轴移动安装板通过x轴导轨座安装在所述x轴导轨上,所述y轴导轨安装在所述x轴移动安装板上,所述y轴移动安装板通过y轴导轨座安装在所述y轴导轨上。
23、作为上述技术方案的进一步改进,所述多向调节组件安装板具有两块,两块所述多向调节组件安装板之间设置有连杆,所述连杆将两块所述多向调节组件安装板连接成为一个整体并形成用于安装所述多向调节组件的框架。
24、作为上述技术方案的进一步改进,所述转塔机架包括机架底板及设置在机架底板上的转塔第一支撑板,所述转塔主轴为分体式主轴,转塔主轴包括主轴第一部分及主轴第二部分,所述转塔主轴的主轴第一部分通过轴承可转动地安装在所述转塔第一支撑板上。
25、作为上述技术方案的进一步改进,还包括用于驱动所述转塔主轴转动的主轴驱动装置,所述主轴驱动装置包括主轴驱动电机、设置在主轴驱动电机输出端的主轴减速机及设置在主轴减速机输出端的主动齿轮,所述转塔主轴上设置有配合所述主动齿轮的从动齿轮,所述主动齿轮与所述从动齿轮相互啮合,所述主动齿轮与所述从动齿轮共同组成齿轮组,所述主轴驱动电机可通过主轴减速机及齿轮轴带动转塔主轴转动。
26、作为上述技术方案的进一步改进,所述转塔机架上还设置有配套使用的插片辅助组件,所述插片辅助组件包括插片辅助座及设置在插片辅助座上的隔膜导向轴、插片导向板,所述插片导向板为弧形导向板。
27、作为上述技术方案的进一步改进,所述加热装置包括加热管及热电偶,所述真空吸附结构上设置有加热管安装孔及热电偶安装孔,所述加热管及热电偶分别安装在所述加热管安装孔及热电偶安装孔中,真空吸附结构表面均匀分布有用于吸附极片的真空吸附孔。
28、作为上述技术方案的进一步改进,所述插片模组具有三组,三组插片模组均匀安装在所述转塔主轴外周部。
29、本发明还提供了:
30、一种转塔插片式锂电池热复合叠片设备,所述转塔插片式锂电池热复合叠片设备包括所述的转塔插片式锂电池热复合叠片机构。
31、本发明的有益效果是:本发明提供了一种锂电池热复合叠片机构、叠片设备及方法,该种锂电池热复合叠片机构、叠片设备及方法通过在转塔机构上设置位置调节装置对极片的位置进行调节,进而可有效提升插片精度;在转塔机构的每一个真空吸附结构上设置加热装置,通过加热装置对极片加热,使得真空吸附结构在吸附极片可直接对极片加热,极片被加热后直接进入到压合位置,极片被加热后其热量散失非常少,进而可大幅度提升极片的压合质量,间接提升了锂电池的生产质量。
32、本发明还提供了:
33、一种转塔插片式锂电池热复合叠片方法,使用转塔机构对极片进行插片,在转塔机构的插片模组上设置位置调节装置以调节极片的位置,位置调节装置上设置加热装置并采用加热装置对极片进行加热,转塔机构通过位置调节装置调节好极片的位置后,将被加热装置加热到预设温度的极片插入到压合装置中进行复合成为极片单元,将复合好的极片单元按要求叠片成为电芯。
34、作为上述技术方案的进一步改进,所述转塔机构可设置两个或两个以上,每一个转塔机构可独立工作,相邻的两个转塔机构之间的间距可调。
35、作为上述技术方案的进一步改进,所述转塔机构为多工位转塔机构,每一个所述转塔机构均设置多个插片模组,多个插片模组可对应执行不同工位的工作任务。
36、作为上述技术方案的进一步改进,所述转塔机构在对极片进行插片处理前,需要对转塔机构上的极片进行拍照以进行位置检测,以确定极片的位置是否准确。
37、作为上述技术方案的进一步改进,极片通过至少一组真空传送带组件输送给转塔机构。
38、作为上述技术方案的进一步改进,极片在被输送到转塔机构前需进行v角裁切处理,执行v角裁切处理过程中可一次完成多组v角的裁切工作。
39、作为上述技术方案的进一步改进,极片料带通过裁切机构裁切成为单片极片后再送入转塔机构中。
40、作为上述技术方案的进一步改进,单片极片在送入到转塔机构前采用尺寸检测机构检测尺寸是否合格,不合格的单片极片采用剔废机构排除并送入废料盒中。
41、作为上述技术方案的进一步改进,极片在压合装置中与隔膜进行压合处理并形成极片单元。
42、综上,该种锂电池热复合叠片机构、叠片设备及方法解决了现有技术存在的极片热损失大、极片插片精度差、插片质量差、尺寸差异大等技术缺陷。
- 还没有人留言评论。精彩留言会获得点赞!