非水电解液二次电池和非水电解液二次电池的制造方法与流程
1.本发明涉及非水电解液二次电池和非水电解液二次电池的制造方法,详细地说,涉及金属不容易析出的非水电解液二次电池和非水电解液二次电池的制造方法。
背景技术:
2.近年来,锂离子二次电池等非水电解液二次电池被用作电动汽车等的电源,因此按照将大量单元电池串联/并联地连接来供给高电压/高电流的方式构成。因此,为了将大量的单元电池紧凑地堆叠,使用了将电极板进行卷绕而成的卷绕型电池。此外,为了提高冷却效率并且将极板彼此密合,使用扁平状的卷绕型电极体的单元电池的情况增多。
3.这样的扁平状的电极体具有利用压制工序而呈平坦的平坦部、以及用于在平坦部的端部折返的弯曲部。这样的电极体中,由于平坦部与弯曲部的构成不同,因此存在由构成的差异引起的各种问题。
4.例如,日本特开2020-57458号公报所记载的发明的非水电解质二次电池具备下述构成。负极复合材料层包含位于电极体的平坦部的第1区域、以及位于一对弯曲部的第2区域。第2区域的填充密度(b)相对于第1区域的填充密度(a)的比例(b/a)为0.75以上0.95以下。此外,在通过电极体的轴向中央的与该轴向垂直的截面中,一对弯曲部的截面积(sb)相对于平坦部的截面积(sa)的比例(sb/sa)为0.28以上0.32以下。
5.根据这样的构成,容量维持率和输出高,不容易引起负极表面的锂的析出。另外,在日本特开2018-32575号公报所记载的发明中,在卷绕电极体的横截面,将从内侧弯曲顶点v到外侧弯曲顶点p的厚度作为弯曲r部中心厚度d。并且,将从内侧弯曲顶点v沿着r部/f部交界线w到卷绕电极体的外表面s的厚度作为弯曲r部边界厚度b。此时,设d/b比为1.01以上1.07以下。
6.根据这样的构成,可实现高的容量维持率和电阻上升的抑制,具备高耐久性。
技术实现要素:
7.但是,在仅如日本特开2020-57458号公报那样改变平坦部和弯曲部的密度、或者如日本特开2018-32575号公报那样改变平坦部和弯曲部的厚度时,具有不能消除电极体中的电流密度的不均匀、不能充分抑制金属锂的析出等的问题。
8.本公开的非水电解液二次电池和非水电解液二次电池的制造方法所要解决的课题在于抑制金属锂的析出。
9.本公开的一个方面的非水电解液二次电池的制造方法,该非水电解液二次电池具备电极体、非水电解液、以及收纳上述电极体和上述非水电解液的长方体状的电池壳,上述非水电解液二次电池的制造方法的特征在于,具备下述工序:层积工序,将包含正极基材和正极复合材料层的正极与包含负极基材和负极复合材料层的负极隔着由多孔性树脂构成的隔片进行层积而形成电极体;卷绕工序,将层积后的上述电极体以卷绕轴为中心进行卷绕;扁平压制工序,将利用上述卷绕工序卷绕后的上述电极体从与上述卷绕轴正交的方向
压制,形成平面状的平坦部f以及在上述平坦部f的两端形成的一对半圆柱状的弯曲部r;以及复原工序,实现上述扁平压制工序中的弹性变形的复原,在将与上述电极体的卷绕轴平行的方向作为宽度方向、将与上述电极体的卷绕轴正交且与上述平坦部f的面正交的方向作为厚度方向、将与上述宽度方向和厚度方向正交的方向作为长度方向、将位于上述形成为半圆柱状的弯曲部r的中心轴的点作为上述弯曲部r的中心c时,当将上述复原工序完成时的跨及从上述弯曲部r的中心c到上述长度方向的该弯曲部r的外表面的部位作为部位d、将上述复原工序完成时的跨及从连结上述一对弯曲部r的中心c的直线到上述厚度方向的上述平坦部f的外表面的部位作为部位b、将上述复原工序完成时的上述电极体的厚度方向的从上述平坦部f的一个外表面到另一外表面的距离作为厚度尺寸b
′
、将上述电极体的卷绕工序完成时的层积厚度作为电极体层积厚度e、将上述电极体的压制工序完成时的上述电极体的厚度方向的从上述平坦部f的一个外表面到另一外表面的距离作为厚度尺寸b
″
时,将部位d的厚度/部位b的厚度、部位d的透气度/部位b的透气度、厚度尺寸b
′
/(2
×
电极体层积厚度e)以及厚度尺寸b
′
/厚度尺寸b
″
分别调整为预先设定的多个范围内。
10.上述非水电解液二次电池的制造方法中,将上述部位d的厚度/部位b的厚度、上述部位d的透气度/部位b的透气度、上述厚度尺寸b
′
/(2
×
电极体层积厚度e)以及上述厚度尺寸b
′
/厚度尺寸b
″
中的上述多个范围按照上述部位d的因极间距离引起的反应电阻rd1和因上述隔片的透气度引起的溶液电阻rd2的合成电阻rdc与上述部位b的因极间距离引起的反应电阻rb1和因上述隔片的透气度引起的溶液电阻rb2的合成电阻rbc相等的方式进行设定。
11.上述非水电解液二次电池的制造方法中,可以将上述部位d的厚度/部位b的厚度的范围设定为1.01≤部位d的厚度/部位b的厚度≤1.10、将上述部位d的透气度/部位b的透气度的范围设定为0.90≤部位d的透气度/部位b的透气度≤0.99、将上述厚度尺寸b
′
/(2
×
电极体层积厚度e)的范围设定为0.98≤b
′
/2e≤1.00、将上述厚度尺寸b
′
/厚度尺寸b
″
的范围设定为0.88≤b
′
/b
″
≤0.98。
12.上述非水电解液二次电池为锂离子二次电池的情况下可以适当地应用。另外,本公开的其他方面的非水电解液二次电池,具备电极体、非水电解液、以及收纳上述电极体和上述非水电解液的长方体状的电池壳,上述非水电解液二次电池的特征在于,上述电极体中,包含正极基材和正极复合材料层的正极与包含负极基材和负极复合材料层的负极隔着由多孔性树脂构成的隔片层积,以卷绕轴为中心进行卷绕,形成为扁平状,上述电极体在上述电极体与上述卷绕轴正交的横截面中具备平坦地压制的平面状的平坦部f以及向上述平坦部f的两端弯曲而形成的一对半圆柱状的弯曲部r,在将与卷绕上述电极体的轴平行的方向作为宽度方向、将与上述电极体的卷绕轴正交且与上述平坦部f的面正交的方向作为厚度方向、将与上述宽度方向和厚度方向正交的方向作为长度方向、将位于上述形成为半圆柱状的弯曲部r的中心轴的点作为弯曲部r的中心c时,当将跨及从上述弯曲部r的中心c到上述长度方向的该弯曲部r的外表面的部位作为部位d、将跨及从连结上述一对弯曲部的中心c的直线到上述厚度方向的上述平坦部f的外表面的部位作为部位b时,将上述部位d的因极间距离引起的反应电阻rd1和因上述隔片的透气度引起的溶液电阻rd2的合成电阻rdc设为与上述部位b的因极间距离引起的反应电阻rb1和因上述隔片的透气度引起的溶液电阻rb2的合成电阻rbc相等。
13.上述非水电解液二次电池为锂离子二次电池的情况下可以适当地应用。发明的效果
14.根据本发明的非水电解液二次电池和非水电解液二次电池的制造方法,能够抑制金属锂的析出。
附图说明
15.图1是锂离子二次电池1的立体图。图2是示出锂离子二次电池1的电极体10的层积体的构成的示意图。图3是示出卷绕的电极体10的宽度方向的负极侧的端部的立体图。图4是示出从宽度方向w观察的平坦部f和弯曲部r的示意图。图5是示出从宽度方向w观察的集电体10的各尺寸的部位的图。图6是示出本实施方式的锂离子二次电池1的制造工序的流程图。图7(a)是示出卷绕工序(s3)完成后的电极体的示意图,(b)是示出扁平压制工序(s4)中的电极体的示意图,(c)是示出复原工序(s5)中的电极体的示意图。图8是示出卷绕工序(s3)完成后、扁平压制工序(s4)不久后、复原工序(s5)中的“d/b比”、“b部(部位b)/d部(部位d)的透气度比”、“b
′
(b
″
)/(2
×
电极体层积厚度e)比”的表。图9是示出实验例1的结果的表。图10是示出实验例2的结果的表。图11是示出实验例3的结果的表。
具体实施方式
16.参照图1~11,以锂离子二次电池1的制造方法为例对本发明的非水电解液二次电池的制造方法进行说明。(本实施方式的概要)《本实施方式的原理》本实施方式可有效地抑制锂离子二次电池中的金属li的析出。锂离子二次电池1中,作为li析出的原因之一,可以举出图4所示的电极体10中的正极板100和负极板110之间的电流密度的不均匀。如上所述,在车载用的锂离子二次电池1中,使用将电极板卷绕而成的卷绕型电池。此外,为了提高紧凑性、冷却效率,多使用扁平状的卷绕型电极体的单元电池。
17.这样的扁平状的电极体具有利用扁平压制工序而呈平坦的平坦部f、以及用于在平坦部f的端部折返的弯曲部r。这样的电极体中,由于平坦部f与弯曲部r的构成不同,因此会因构成的差异而引起电阻值不同,容易产生电流密度的不均匀。
18.但是,在仅如日本特开2020-57458号公报那样改变平坦部f和弯曲部r的密度、或者如日本特开2018-32575号公报那样改变平坦部f和弯曲部r的厚度时,不能充分抑制金属锂的析出等。因此,本发明人旨在从根本上使平坦部f的合成电阻与弯曲部r的合成电阻均匀。
19.根据发明人的分析,作为决定平坦部f的合成电阻和弯曲部r的合成电阻的多个要
素之一,具有反应电阻。反应电阻通过极间距离而变动。通过扁平压制工序,平坦部f的极间距离比弯曲部r的极间距离更接近,因该平坦部f的极间距离引起的反应电阻减小。在扁平的卷绕型锂离子二次电池1中,由于该扁平压制工序,该反应电阻的差不容易为零。此外,即使取决于该极间距离的反应电阻相等,负极板100与正极板110的合成电阻也不为零。
20.因此,作为决定平坦部f的合成电阻与弯曲部r的合成电阻的另一要素,本发明人着眼于溶液电阻。此外着眼于即使电解液相同,溶液电阻也会受到隔片120的透气度的影响这一点。隔片120是具备微细的开口部的多孔质的树脂片,电极间的电阻根据该开口部的内径而发生变化。若透气度小则溶液电阻增大,若透气度大则溶液电阻减小。但是,扁平的卷绕型电极体10使用连续的带状的隔片120,因此平坦部f与弯曲部r具有不同的透气度。
21.因此,本发明人开发出了下述的构成:通过在使用均匀材质的带状隔片120的同时变更平坦部f和弯曲部r的透气度来调整溶液电阻,使平坦部f的合成电阻与弯曲部r的合成电阻相等。
22.具体地说,本发明人发现,当对隔片120暂时压制时,即使其厚度复原,其透气度也会发生变化。由此发现了平坦部f与弯曲部r具有不同的透气度的锂离子二次电池1的制造方法。
23.《锂离子二次电池1的基本构成》首先对作为本实施方式的前提的锂离子二次电池1的构成进行简单说明。图1是锂离子二次电池1的立体图。如图1所示,锂离子二次电池1以单元电池的形式构成。锂离子二次电池1具备在上侧具有开口部的长方体形状的电池壳11。电池壳11具备密封电池壳11的盖体12。电极体10被收纳在电池壳11的内部。由未图示的注液孔向电池壳11内注入非水电解液17。电池壳11和盖体12由铝合金等金属构成。在锂离子二次电池中,通过将盖体12安装于电池壳11而构成密闭的电槽。另外,锂离子二次电池在盖体12具备用于电力的充放电的负极外部端子14、正极外部端子16。
24.《电极体10》图2是示出锂离子二次电池1的电极体10的层积体的构成的示意图。如图2所示,锂离子二次电池1的电极体10具备负极板100、正极板110和隔片120。负极板100在负极基材101的两面具备负极复合材料层102。正极板110在正极基材111的两面具备正极复合材料层112。负极板100与正极板110隔着隔片120进行重叠层积而构成层积体。该层积体以卷绕轴为中心沿长度方向卷绕,整形为扁平状,构成电极体10。
25.负极连接部103作为从负极板100的负极复合材料层102取出电的集电部发挥功能。正极连接部113作为从正极板110的正极复合材料层112取出电的集电部发挥功能。
26.《电极体10的端部构成》图3是示出卷绕的电极体10的宽度方向的负极侧的端部的立体图。电极体10以卷绕轴ax为中心支撑中心c-c的部分进行卷绕(图6:s3)。接下来,从与宽度方向w正交的厚度方向t利用一对对抗的压力机2(参照图7(b))通过扁平压制工序(图6:s4)整形为从宽度方向w观察的端部为扁平的形状、例如竞技用跑道状的扁平形状。之后,如图1所示,将扁平的电极体10收纳在电池壳11中,如图2所示,将负极集电体13焊接至负极连接部103。将正极集电体15焊接至正极连接部113。作为连接部与集电体的焊接方法,例如有超声波焊接、电阻焊接、电气焊接。之后,贯穿盖体12使负极外部端子14与负极集电体13连接,使正极外部端
子16与正极集电体15连接。
27.此处,将电极体10的与卷绕轴ax平行的方向作为“宽度方向w”。另外,将电极体10的与卷绕轴ax正交且与平坦部f的面正交的方向称为“厚度方向t”。另外,将与宽度方向w和厚度方向t正交的方向称为“长度方向l”。
28.《平坦部f和弯曲部r》图4是示出从宽度方向w观察的电极体10的平坦部f与弯曲部r的示意图。扁平地压制的电极体10的中央部为直线状,利用负极板100、正极板110和隔片120形成平面状的“平坦部f”。
29.另外,在平坦部f的上端和下端,由层积的负极板100、正极板110、隔片120构成的电极体10弯曲成半圆柱状,形成弯曲部r。该弯曲部r从宽度方向w观察为大致同心圆的半圆状。即,弯曲部r的经层积的负极板100、正极板110、隔片120从宽度方向w观察为大致同心圆的半圆状。将构成这些半圆的中心的位置作为“中心c”。该中心c可以设想为沿宽度方向w连续的直线。另外,“中心c”也可以说是长度方向l上的平坦部f与弯曲部r的交界线的中间点。
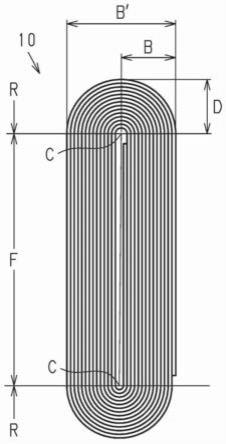
30.《集电体10的尺寸》图5是示出从宽度方向w观察的集电体10的各尺寸的部位的图。如图5所示,将复原工序(参照图7:s5)完成时的跨及从弯曲部r的中心c到长度方向l的弯曲部r的外表面的部位作为部位d。
31.另外,将复原工序(s5)完成时的跨及从连结一对弯曲部r的中心c的直线到厚度方向t的平坦部f的外表面的部位作为部位b。此处,关于复原工序(s5),尽管详细内容在下文叙述,但在扁平压制工序(s4)中发生了变形的电极体10通过基于弹性力的排斥而使变形恢复,作为产品,构成其尺寸稳定的状态。
32.另外,将复原工序(s5)完成时的从电极体10的厚度方向t的平坦部f的一个外表面到另一外表面的距离作为厚度尺寸b
′
。即,厚度尺寸b
′
处于部位b的长度的大致2倍的关系。
33.将电极体10的卷绕工序(s3)完成时的厚度、即电极体10的卷绕工序(s3)完成时的层积体的厚度(层积厚度)作为电极体层积厚度e(参照图7(a))。此处,尽管详细内容在下文叙述,但层积工序(s2)是将负极板100、正极板110隔着隔片120进行层积的工序。另外,卷绕工序(s3)是将经层积的带状的负极板100、正极板110、隔片120(层积体)以卷绕轴ax为中心支持中心c-c的部分进行卷绕,进一步层积成环状的工序。卷绕工序(s3)完成时的厚度是在扁平压制工序(s4)之前的未施加力时的、原始的负极板100、正极板110、隔片120的厚度。即,经层积的负极板100、正极板110、隔片120在卷绕工序(s3)完成时的厚度是扁平压制工序(s4)之前的未施加力时的、原始的负极板100、正极板110、隔片120的厚度。
34.将电极体10的扁平压制工序(s4)完成时的从电极体10的厚度方向的平坦部f的一个外表面到另一外表面的距离作为厚度尺寸b
″
(参照图7(b))。《负极板100》在负极基材101的两面形成负极复合材料层102而构成负极板100。在实施方式中,负极基材101由cu箔构成。负极基材101构成作为负极复合材料层102的骨料的基础,并且具有从负极复合材料层102汇集电力的集电部件的功能。负极板100在金属制造的负极基材101上形成负极复合材料层102。第1实施方式中,负极活性物质是能够嵌入/脱嵌锂离子的
材料,使用由石墨(黑铅)等构成的粉末状的碳材料。
35.负极板100例如通过将负极活性物质、溶剂和粘结剂(粘合剂)进行混炼,将混炼后的负极复合材料涂布至负极基材101并进行干燥来制作。《正极板110》在正极基材111的两面形成正极复合材料层112而构成正极板110。在实施方式中,正极基材111由al箔、al合金箔构成。正极基材111构成作为正极复合材料层112的骨料的基础,并且具有从正极复合材料层112汇集电力的集电部件的功能。
36.在正极板110,在正极基材111的表面形成正极复合材料层112。正极复合材料层112具有正极活性物质。正极活性物质是能够嵌入/脱嵌锂的材料,可以使用例如钴酸锂(licoo2)、锰酸锂(limn2o4)、镍酸锂(linio2)等。另外,也可以使用将licoo2、limn2o4、linio2以任意的比例混合而成的材料。
37.另外,正极复合材料层112包含导电材料。作为导电材料,可以使用例如乙炔黑(ab)、科琴黑等炭黑、石墨(黑铅)。
38.正极板110例如通过将正极活性物质、导电材料、溶剂、以及粘结剂(粘合剂)进行混炼,将混炼后的正极复合材料涂布至正极基材111并进行干燥来制作。《隔片120》隔片120是用于在负极板100和正极板110之间保持非水电解液17的聚丙烯制等的无纺布。另外,作为隔片120,也可以将多孔性聚乙烯膜、多孔性聚烯烃膜以及多孔性聚氯乙烯膜等多孔性聚合物膜、或者锂离子或离子导电性聚合物电解质膜单独或组合使用。将电极体10浸渍在非水电解液17中时,非水电解液从隔片120的端部朝向中央部渗透。
39.《隔片120的机械性能》隔片120的构成作为整体为多孔性的结构,其机械构成具有比较粗的骨架部分、以及形成于该骨架部分的比较细的3维状网眼状的部分。并且,在扁平压制工序(s4)中,将该隔片120进行压缩时,由于隔片120的树脂具有弹力,因此隔片120发生弹性变形以使得该空隙部分被压扁。此时,即使施加相同的力,与比较粗的骨架部分相比,形成在该骨架部分的比较细的3维网眼状的部分也会发生更大的变形。当从该未被压缩的状态成为未被施加力的自由状态时,作为隔片120整体,在弹性复原力下,其厚度大致复原。此时,发生了更大的变形的比较细的3维网眼状的部分具有以超过屈服点的变形发生塑性变形的部分。与之相对,比较粗的骨架部分不容易发生塑性变形,在弹性复原力下大致复原成原来的形状。
40.《隔片120的透气度[μm/(pa
·
s)]》此处的“透气度”是表示纸、无纺布、过滤器的空气透过容易性的数值。“透气度”利用“jis p 8117(纸和纸板的透气度试验方法)”规定的gurley透气度试验机通过基于gurley法的试验进行测定。gurley试验机法适用于iso透气度为0.1μm/(pa
·
s)~100μm/(pa
·
s)、或者透气阻力度为1.4s~1300s的纸和纸板。通过浮在液体中的内筒的垂直方向的重量对空气进行压缩,该空气透过试验片,内筒缓慢地下降。测定透过一定体积的空气所需要的时间,由该值进行计算,由此求出iso透气度。
[0041]
在gurley试验机法中,将在一定压力差下一定体积的空气通过一定面积的纸的秒数称为gurley秒数,将其作为透气度(jis术语中为“透气阻力度”,依据惯例记为“透气度”)。另外,也可利用王研式试验机法来代替gurley试验机法进行测定。
[0042]
在隔片120中,在扁平压制工序(s4)之前存在的比较细的3维状网眼状的部分在扁平压制工序(s4)后以大于屈服点的变形发生塑性变形,空隙径比扁平压制工序(s4)前减小。即,隔片120的“透气度”在扁平压制工序(s4)前后发生变化。如上所述,在扁平压制工序(s4)前后,由于骨架部分的复原力,整体的尺寸未发生显著变化。但是,即使整体的尺寸复原,隔片120的空隙也被压扁而减小,相应地使隔片120的透气度降低。即,非水电解液17不容易更换。
[0043]
即,通过对隔片120的“透气度”进行管理,能够对“溶液电阻”进行管理。《非水电解液17》非水电解液是在非水溶剂中含有支持盐的组合物。此处,作为非水溶剂,可以使用碳酸亚乙酯(ec)。另外,非水溶剂可以为选自由碳酸亚丙酯(pc)、碳酸二乙酯(dec)、碳酸二甲酯(dmc)、碳酸甲乙酯(emc)等组成的组中的一种或两种以上的材料。另外,作为支持盐,可以使用lipf6、libf4、liclo4、liasf6、licf3so3、lic4f9so3、lin(cf3so2)2、lic(cf3so2)3、lii等。另外,支持盐也可以使用选自它们中的一种或两种以上的锂化合物(锂盐)。
[0044]
《锂离子二次电池1的制造工序》图6是示出本实施方式的锂离子二次电池1的制造工序的流程图。参照图6,对本实施方式的锂离子二次电池的制造工序的概要进行说明。
[0045]
《初始工序(源泉工程)(s1)》本实施方式中,首先进行初始工序(s1)。此处的初始工序是锂离子二次电池的电池要素的制作工序。具体地说,是分别制作构成锂离子二次电池的电池要素的负极板100、正极板110和隔片120的工序。
[0046]
《层积工序(s2)》在初始工序(s1)中,分别制作负极板100、正极板110和隔片120,之后进行层积工序(s2)。
[0047]
如图2所示,在层积工序中,将负极板100、隔片120、正极板110、隔片120依序层积。此时,负极复合材料层101和正极复合材料层111按照隔着隔片120对置的方式进行配置。另外,在宽度方向w的一个端部,负极连接部103按照从隔片120突出的方式进行配置。在另一端部,正极连接部113按照从隔片120突出的方式进行配置。
[0048]
《卷绕工序(s3)》在层积工序(s2)中,对于负极板100、隔片120、正极板110、隔片120依序层积而成的电极板10进行卷绕工序(s2)。在卷绕工序(s2)中,经层积的电极板10以宽度方向w的卷绕轴ax为中心,利用芯材支持中心c-c的部分,卷绕在芯材上。
[0049]
图7(a)是示出卷绕工序(s3)完成后的电极体10的示意图。如图7(a)所示,卷绕的电极体10形成竞技用跑道这样的平坦部f、以及在其两端形成的弯曲部r。
[0050]
《扁平压制工序(s4)》图7(b)是示出扁平压制工序(s4)中的电极体10的示意图。如图7(b)所示,在卷绕工序(s3)中,将电极体10卷绕,从宽度方向w观察形成平坦部f、以及在其两端形成的弯曲部r。该电极体10中,利用具备由一对对置的平面构成的压制面2a的压力机2从厚度方向t夹着平坦部f进行挤压压缩。另一方面,弯曲部r基本上在扁平压制工序(s4)中几乎未发生变形。
[0051]
《复原工序(s5)》
图7(c)是示出复原工序(s5)中的电极体10的示意图。在扁平压制工序(s4)中利用压力机2进行挤压的电极体10在该复原工序(s5)中通过弹性反弹力的作用而使形状大致回复。需要说明的是,复原工序(s5)中,仅将电极体10置于自由状态而不进行主动处理。放置时间根据材质、结构也会不同,在本实施方式中大致为数秒的程度。
[0052]
《端子焊接(s6)》如图2所示,利用扁平压制工序(s4)整形后的电极体10在一端形成负极基材101露出的负极连接部103,在另一端形成正极基材111露出的正极连接部113。
[0053]
之后,如图3所示,在端子焊接(s6)中,将负极集电体13焊接至负极连接部103,进行电气/机械连接。另外,如图1所示,也将正极集电体15焊接至正极连接部113,进行电气/机械连接。
[0054]
《壳体插入(s7)》之后,如图1所示,将卷绕成扁平状的电极体10与在其上焊接的正极集电体15、负极集电体13利用壳体插入(s7)的工序插入到电池壳11中。
[0055]
《封罐焊接(s8)》在封罐焊接(s8)的工序中,将电池壳11和盖体12通过激光焊接等进行密封。在该阶段,尚未进行非水电解液的注液,盖体12的注液口开口。
[0056]
《电池单元干燥(s9)》在电池单元干燥(s9)的工序中,将残留在电池壳内的水分等进行加热等而使其充分干燥。
[0057]
《注液/密封(s10)》在注液/密封(s10)的工序中,将非水电解液17从注液口注液。注液完成后,将注液口密封。这样完成了单元电池的装配。
[0058]
《活性化(s11)》在单元电池的装配完成后,为了形成sei(固态电解质界面,solid electrolyte interphase)覆膜等,进行活性化(s11)的工序。此处,进行初充电、老化等,使单元电池进行化学稳定化/活性化。
[0059]
《检查(s12)》之后,在检查(s12)工序中,进行电池单元电压、电池内部电阻、自放电等的检查,发挥出特定性能的电池成为产品。完成了检查的车载用锂离子二次电池的单元电池以6~12个左右进行堆叠,构成电池模块。进一步将多个电池模块收纳在容器中,安装控制装置、各种传感器等,构成车辆用的电池组。
[0060]
《电极体10的尺寸/透气度的管理》接着,对上述的锂离子二次电池1的制造工序中的电极体10的尺寸和透气度的管理进行说明。
[0061]
本实施方式的尺寸管理的目的在于,通过变更平坦部f和弯曲部r的透气度而调整溶液电阻,使平坦部f的合成电阻与弯曲部r的合成电阻相等。图8是示出卷绕工序(s3)完成后、扁平压制工序(s4)不久后、复原工序(s5)完成后各自的“d/b比”、“b部/d部的透气度比”、“b
′
/(2
×
电极体层积厚度e)比”的表。
[0062]
《卷绕工序(s3)后的调整》
如图7(a)所示,在卷绕工序(s3)完成后,将电极体10的从连结一对弯曲部r的中心c的直线到厚度t方向的平坦部f的外表面的厚度作为“电极体层积厚度e”。该阶段中,隔片120不会受到通过压制等而进行压缩的力,可维持制造当初的本来厚度,平坦部f、弯曲部r均为固定的厚度。另外,隔片120的多孔质组织也可保持制造当初的空间,维持主体的透气度。因此,“b
′
/(2
×
电极体层积厚度e)比”为1.00。
[0063]
另外,关于“透气度[μm/(pa
·
s)]”,由于隔片120维持制造当初的结构,因此该透气度在平坦部f和弯曲部r是固定的。因此,“b部(部位b)/d部(部位d)的透气度比”为1.00。
[0064]
《扁平压制工序(s4)完成不久后的尺寸》接着,在图7(b)所示的扁平压制工序(s4)中,将电极体10利用压力机2的对置的压制面2a进行压缩,将电极体10的从厚度方向t的从平坦部f的一个外表面到另一外表面的距离作为“厚度尺寸b
″”
。此时,原始的电极体10的厚度“2
×
电极体层积厚度e”被压缩,减小至“厚度尺寸b
″”
。具体地说,“b
″
/(2
×
电极体层积厚度e)比”被压缩至0.88~0.98。
[0065]
另一方面,从弯曲部r的中心c到长度方向的该弯曲部r的外表面的部位d未被压缩。因此,如图8所示,“d/b比”为1.03~1.25。需要说明的是,对于在该扁平压制工序(s4)中进行了压缩的电极体10,在其后的回复工序(s5)中,压缩的尺寸发生变化。关于在该扁平压制工序(s4)中成为“厚度尺寸b
″”
,其尺寸本身不重要,对其后的透气度[μm/(pa
·
s)]比具有影响这一点是重要的。即,通过扁平压制工序(s4),隔片120的微细开口被压扁,超过屈服点而发生塑性变形。因此,透气度[μm/(pa
·
s)]降低。通过对该“厚度尺寸b
″”
进行控制,能够管理部位b的透气度。具体地说,如图8所示,“b部(部位b)/d部(部位d)的透气度比”为0.90~0.99左右。
[0066]
《复原工序(s5)完成后的尺寸》扁平压制工序(s4)后,电极体10成为自由状态,实施复原工序(s5)。在复原工序(s5)中,从弯曲部r的中心c到长度方向的该弯曲部r的外表面的长度d无变化。另一方面,电极体10的厚度方向t的从平坦部f的一个外表面到另一外表面的距离b
″
成为电极体10的厚度方向t的从平坦部f的一个外表面到另一外表面的距离b
′
。关于电极体10的厚度,d/b比=d/(b
′
/2)为1.01~1.10。
[0067]
另外,由于在复原工序(s5)中,隔片120的骨架部分会在弹性反弹力的作用下几乎恢复到原来的尺寸,因此“b
′
/(2
×
电极体层积厚度e)比”为0.98~1.00。
[0068]
另外,在扁平压制工序(s4)中隔片120的微细开口被压扁而超过屈服点,发生塑性变形。因此,即使在复原工序(s5)中成为自由状态,即使在复原工序(s4)完成后,“b部(部位b)/d部(部位d)的透气度比”与扁平压制工序(s4)不久后相比也无变化。因此,部位b的透气度[μm/(pa
·
s)]无变化,“b部(部位b)/d部(部位d)的透气度比”为0.90~0.99。
[0069]
《合成电阻rdc和合成电阻rbc》合成电阻rdc和合成电阻rbc例如通过以下的方法导出。首先求出部位b的因极间距离引起的反应电阻rb1和部位d的因极间距离引起的反应电阻rd1。接着求出部位d的因透气度引起的溶液电阻rd2和部位b的因透气度引起的溶液电阻rb2。之后,通过合成电阻rdc=反应电阻rd1+溶液电阻rd2来求出部位d的合成电阻rdc。并且通过合成电阻rbc=反应电阻rb1+溶液电阻rb2来求出部位b的合成电阻rbc。之后对部位d的合成电阻rdc与部位b的合成电阻rbc进行比较,若rdc-rbc的差小于所设定的阈值,则能够判断为电流密度的不均匀
处于不容易产生金属li的析出的范围。
[0070]
《反应电阻和溶液电阻的测定》在锂离子二次电池1中,可以通过交流阻抗法来测定反应电阻和溶液电阻。交流阻抗法是以微小振幅阶段性地改变频率而对上述二次电池的电极体系施加交流电压,由此对阻抗谱进行观察的方法。
[0071]
锂离子二次电池1可以以等效电路来表示。即,可以作为溶液电阻和与溶液电阻串联连接的电荷迁移电阻的双电层反应电阻的并联电路的形式来表示。在电极间具有非水电解液的构成被设想为双电层,作为电容器发挥功能。因此,双电层的交流电阻在低频区域成为相当于因电介质的极化延迟所致的介电损耗的电阻成分,在高频区域成为相当于电极的趋肤效应或邻近效应的电阻成分。其相当于反应电阻。这样,阻抗根据频率而发生变化。理论上,在直流下,双电层不通电,随着交流电压的频率升高,电阻值成为零。因此,在频率为高频(例如100hz以上)时,电路的合成电阻与溶液电阻相等,随着频率升高(100mhz~100hz),成为溶液电阻、以及电荷迁移电阻和双电层的合成电阻。并且,在低频(小于100mhz)下,电路的合成电阻成为溶液电阻、以及电荷迁移电阻的和。
[0072]
根据交流阻抗法,尽管省略了说明,但通过横轴采用实数、纵轴采用虚数的奈奎斯特图(nyquist plots、未图示),能够分别求出因极间距离引起的反应电阻rb1、rd1、以及因透气度引起的溶液电阻rd2、rb2。
[0073]
根据奈奎斯特图,可以根据阻抗和相位差来测定二次电池的电极反应速度、电解质的电传导率、双电层容量等特性。奈奎斯特图中,纵轴取电阻的虚数值zimg[ω],横轴取zreal[ω],从高频以微小振幅阶段性地改变频率,对二次电池1的电极体系施加交流电压。由此,在横轴上具有中心的圆弧状的图从沿着横轴从左下的原点po向右侧偏移的位置的零交叉px向上方延伸。并且,直线状的图从右上的特定点向半径方向外侧延伸。“溶液电阻(电子移动电阻)”以从原点po到零交叉px的距离来表示,即以零交叉px的电阻的实数值zreal[ω]来表示。关于“溶液电阻(电子移动电阻)”,可以对100hz以上的高频率下的电解液、极柱、集电板等的电子发生移动时的电阻进行分析。
[0074]
关于“反应电阻”,在中间频率(0.1hz至100hz)下,可以利用电极的化学反应对于作为产生电荷(离子)移动时的电阻的“反应电阻pct”进行分析。以在自零交叉px起的横轴上具有中心的圆弧状图来表示,若电极性能劣化,则成为半径大的弧。
[0075]
(本实施方式的实验例)本实施方式的锂离子二次电池1和制造方法具备上述的构成。此处,对本实施方式的实验例进行说明。实验例1~3是基本上在上述锂离子二次电池1的制造方法中改变数值的设定而进行实验的示例。
[0076]
《实验例1:d/b比和li析出耐性》图9是示出实验例1的结果的表。图9示出了将“b部(部位b)/d部(部位d)的透气度比”固定在0.95、将“b
′
(b
″
)/(2
×
电极体层积厚度e)比”固定在0.99、使“d/b比”在1.00~最高1.11的范围变化的情况下对li析出耐性进行测定的结果。“〇”是显示出作为产品所希望的li析出耐性的情况,
“×”
是显示出作为产品不希望的li析出耐性的情况。
[0077]
如图8所示,在d/b比为1.00的情况下,平坦部f的极间距离与弯曲部r的极间距离相等。即,部位b的因极间距离引起的反应电阻rb1与部位d的因极间距离引起的反应电阻
rd1相等。另一方面,隔片120的透气度在平坦部f与弯曲部r不同。即,部位d的因透气度引起的溶液电阻rd2与部位b的因透气度引起的溶液电阻rb2不同。因此,部位d的合成电阻rdc与部位b的合成电阻rbc不同,在负极板100与正极板110之间产生电流密度的不均匀,li析出耐性降低。
[0078]
另一方面,在d/b比为1.01~1.10的情况下,平坦部f的极间距离与弯曲部r的极间距离不同。即,部位b的因极间距离引起的反应电阻rb1与部位d的因极间距离引起的反应电阻rd1不同。另一方面,隔片120的透气度在平坦部f与弯曲部r也不同。即,部位d的因透气度引起的溶液电阻rd2与部位b的因透气度引起的溶液电阻rb2不同。在该范围中,反应电阻rd1与反应电阻rb1之差和溶液电阻rd2与溶液电阻rb2之差相互抵消。因此,部位d的合成电阻rdc与部位b的合成电阻rbc的差异为容许范围,负极板100与正极板110之间的电流密度不存在不均匀,li析出耐性提高。
[0079]
此外,在d/b比为1.11的情况下,平坦部f的极间距离与弯曲部r的极间距离不同。即,部位b的因极间距离引起的反应电阻rb1与部位d的因极间距离引起的反应电阻rd1不同。另一方面,隔片120的透气度在平坦部f与弯曲部r也不同。即,部位d的因透气度引起的溶液电阻rd2与部位b的因透气度引起的溶液电阻rb2不同。在该范围内,反应电阻rd1与反应电阻rb1之差过大,不能通过溶液电阻rd2与溶液电阻rb2之差进行抵消。因此,部位d的合成电阻rdc与部位b的合成电阻rbc的差异处于容许范围外,负极板100与正极板110之间的电流密度产生不均匀,li析出耐性恶化。
[0080]
根据以上的结果,将“b部(部位b)/d部(部位d)的透气度比”固定于0.95,将“b
′
(b
″
)/(2
×
电极体层积厚度e)比”固定于0.99。另一方面,使“d/b比”在1.00~最高1.11的范围变化。这种情况下,在“d/b比”为1.00的情况下,li析出耐性降低。另外,在“d/b比”为1.01~1.10的情况下,li析出耐性良好。此外,在“d/b比”为1.11的情况下,li析出耐性再次恶化。
[0081]
由此可知,相对于“b部(部位b)/d部(部位d)的透气度比”以及“b
′
(b
″
)/(2
×
电极体层积厚度e)比”的值,将“d/b比”适当地设定。由此,通过使部位d的合成电阻rdc与部位b的合成电阻rbc为容许范围,能够提高li析出耐性。
[0082]
《实验例2:b部/d部的透气度比与li析出耐性》图10是示出实验例2的结果的表。图10中示出了将“d/b比”固定于1.05、将“b
′
(b
″
)/(2
×
电极体层积厚度e)比”固定于0.99、使“b部(部位b)/d部(部位d)的透气度比”在0.88~最高1.00的范围变化的情况下对li析出耐性进行测定的结果。“〇”是显示出作为产品所希望的li析出耐性的情况,
“×”
是显示出作为产品不希望的li析出耐性的情况。
[0083]
在设“b部/d部的透气度比”为0.88的情况下,作为前提,将“d/b比”固定于1.05。由此,d部(弯曲部r)的极间距离大于b部(平坦部f)的极间距离。即,d部(弯曲部r)的反应电阻rd1大于b部(平坦部f)的反应电阻rb1。在设“b部/d部的透气度比”为0.88的情况下,d部(弯曲部r)的溶液电阻rd2小于b部(平坦部f)的溶液电阻rb2。这种情况下,li析出耐性降低。由此,在设“b部/d部的透气度比”为0.88的情况下,与反应电阻rd1与反应电阻rb1之差相比,溶液电阻rd2与溶液电阻rb2之差过大。其结果,部位d的合成电阻rdc与部位b的合成电阻rbc之差处于容许范围外,可认为li析出耐性降低。
[0084]
接着,在设“b部/d部的透气度比”为0.90~0.99的情况下,反应电阻rd1与反应电
阻rb1之差和溶液电阻rd2与溶液电阻rb2之差可获得平衡。其结果,部位d的合成电阻rdc与部位b的合成电阻rbc之差处于容许范围内,可认为li析出耐性提高。
[0085]
另外,在设“b部/d部的透气度比”为1.00的情况下,溶液电阻rd2与溶液电阻rb2相等,无法消除作为前提的反应电阻rd1与反应电阻rb1之差。因此,部位d的合成电阻rdc与部位b的合成电阻rbc之差处于容许范围外,可认为li析出耐性降低。
[0086]
由此可知,相对于“d/b比”和“b
′
(b
″
)/(2
×
电极体层积厚度e)比”的值,将“b部(部位b)/d部(部位d)的透气度比”适当地设定。这样,反应电阻rd1与反应电阻rb1之差和溶液电阻rd2与溶液电阻rb2之差可获得平衡,由此使部位d的合成电阻rdc与部位b的合成电阻rbc之差为容许范围内,能够提高li析出耐性。
[0087]
《实验例3:b
′
/2e比和li析出耐性》图11为示出实验例3的结果的表。图11中示出了将“d/b比”固定于1.05、将“b部(部位b)/d部(部位d)的透气度比”固定于0.95、使“b
′
(b
″
)/(2
×
电极体层积厚度e)比”在0.97~最高1.01的范围变化的情况下对li析出耐性进行测定的结果。“〇”是显示出作为产品所希望的li析出耐性的情况,
“×”
是显示出作为产品不希望的li析出耐性的情况。
[0088]
如图11所示,在设“b
′
/2e比”为0.97的情况下,即使在复原工序(s5)完成后,通过扁平压制工序(s4)进行了压缩的电极体10的隔片120的厚度也为未充分复原的状态。即,其结果,可维持平坦部f的极间距离减小的状态。极间距离缩短的结果为,平坦部f的部位b的反应电阻rb1远小于弯曲部r的部位d的反应电阻rd1。另一方面,由于“b部(部位b)/d部(部位d)的透气度比”被固定于0.95,因此b部(部位b)的溶液电阻rb2大于d部(部位d)的溶液电阻rd2。这种情况下,若将反应电阻rd1与反应电阻rb1之差和溶液电阻rd2与溶液电阻rb2之差进行比较,则反应电阻rd1与反应电阻rb1之差更大。因此,部位d的合成电阻rdc与部位b的合成电阻rbc之差处于容许范围外,li析出耐性降低。
[0089]
接着,在设“b
′
/2e比”为0.98~1.00的情况下,在复原工序(s5)完成后,通过扁平压制工序(s4)进行了压缩的电极体10的隔片120的厚度为充分复原的状态。即,其结果,平坦部f的极间距离恢复至扁平压制工序(s4)以前的状态。极间距离恢复的结果为,平坦部f的部位b的反应电阻rb1稍小于弯曲部r的部位d的反应电阻rd1。另一方面,由于“b部(部位b)/d部(部位d)的透气度比”被固定于0.95,因此b部(部位b)的溶液电阻rb2大于d部(部位d)的溶液电阻rd2。这种情况下,若将反应电阻rd1与反应电阻rb1之差和溶液电阻rd2与溶液电阻rb2之差进行比较,则反应电阻rd1与反应电阻rb1之差均衡。因此,部位d的合成电阻rdc与部位b的合成电阻rbc之差处于容许范围内,li析出耐性提高。
[0090]
进而,在设“b
′
/2e比”为1.01的情况下,在复原工序(s5)完成后,通过扁平压制工序(s4)进行了压缩的电极体10的隔片120的厚度为过度复原的状态。即,其结果,平坦部f的极间距离成为大于扁平压制工序(s4)以前的状态。极间距离增大的结果为,平坦部f的部位b的反应电阻rb1大于弯曲部r的部位d的反应电阻rd1。另一方面,由于“b部(部位b)/d部(部位d)的透气度比”被固定于0.95,因此b部(部位b)的溶液电阻rb2大于d部(部位d)的溶液电阻rd2。这种情况下,将反应电阻rd1与反应电阻rb1之差和溶液电阻rd2与溶液电阻rb2之差进行比较时,反应电阻rd1与反应电阻rb1之差小。因此,部位d的合成电阻rdc与部位b的合成电阻rbc之差增大、处于容许范围外,li析出耐性恶化。
[0091]
由此可知,相对于固定的“d/b比”、“b部(部位b)/d部(部位d)的透气度比”,将“b
′
(b
″
)/(2
×
电极体层积厚度e)比”适当地设定。这样,部位d的合成电阻rdc与部位b的合成电阻rbc之差为容许范围内,能够提高li析出耐性。
[0092]
《实验例1~3的总结》由上述实验例1~3可推导出,下述条件是能够提高li析出耐性的条件。
[0093]
首先,设定“部位d的厚度/部位b的厚度的范围为1.01≤部位d的厚度/部位b的厚度≤1.10”。另外,设定“部位d的透气度/部位b的透气度的范围为0.90≤部位d的透气度/部位b的透气度≤0.99”。另外,设定“厚度尺寸b
′
/(2
×
电极体层积厚度e)的范围为0.98≤b
′
/2e≤1.00”。另外,设定“厚度尺寸b
′
/厚度尺寸b
″
的范围为0.88≤b
′
/b
″
≤0.98”。通过像这样进行设定,本实施方式的锂离子二次电池1能够得到良好的li析出耐性。
[0094]
(本实施方式的作用)根据本实施方式的锂离子二次电池及其制造方法,发挥出以下的作用。在电极体10中的负极板100和在其中对置的正极板110中,在平坦部f和弯曲部r,通过扁平压制工序(s4)而产生因极板距离引起的反应电阻rd1、rb1的差异。
[0095]
因此,为了消除该反应电阻的差异,通过利用扁平压制工序(s4)将隔片120压缩至特定的尺寸b
″
而使透气度发生变化。若透气度发生变化,则溶液电阻发生变化。并且,在平坦部f和弯曲部r,在溶液电阻rd2、rb2中产生差异。通过该溶液电阻rd2、rb2的差异,反应电阻rd1、rb1的差异被抵消,可消除合成电阻rdc、rbc的差异。因此可消除平坦部f与弯曲部r的因合成电阻rdc、rbc的差异引起的电流密度的差异。其结果,可发挥出能够有效地抑制因电流密度的不均匀引起的金属li的析出的作用。
[0096]
(本实施方式的效果)(1)根据本实施方式的锂离子二次电池及其制造方法,能够抑制金属锂的析出。
[0097]
(2)由于平坦部f的合成电阻与弯曲部r的合成电阻一致,因此能够有效地抑制金属锂的析出。(3)由于将平坦部f的合成电阻和弯曲部r的合成电阻分成反应电阻和溶液电阻进行分析并分别进行控制,因此能够使平坦部f的合成电阻与弯曲部r的合成电阻精确地一致。
[0098]
(4)由于反应电阻和溶液电阻通过交流阻抗法进行测定,因此能够精确地确定各自的电阻。(5)由于溶液电阻通过隔片120的开口径的调整进行控制,因此能够调整为任意的值。
[0099]
(6)隔片120的开口径的调整能够通过扁平压制工序(s4)中的挤压力进行控制。(7)利用扁平压制工序(s4)中的挤压力进行的隔片120的开口径的调整可以通过透气度进行管理。
[0100]
(8)本实施方式的锂离子二次电池的制造方法中,仅通过数值管理即能够直接通过一般的制造工序来实施。因此,不需要特殊的设备、特殊的工序等。
[0101]
(9)特别是在电极体10的负极板100、正极板110、隔片120的制造中,不需要特殊的加工和处理,能够直接使用以往的负极板100、正极板110、隔片120。
[0102]
(10)本实施方式的锂离子二次电池的制造方法中,由于能够仅通过数值管理适当地实施,因此不需要熟练等,能够客观地进行控制。
(11)因此,能够在不降低生产效率的情况下制造出高品质的锂离子二次电池1。
[0103]
(12)另外,由于也不需要特殊的材料、特殊的设备、夹具等,因此能够在不产生附加成本的情况下实施本实施方式的锂离子二次电池1的制造方法。
[0104]
(其他示例)
·
本实施方式的锂离子二次电池1为本发明的非水电解液二次电池的一例,并不限定于图示的板状的车载用锂离子二次电池1的形状。另外,并不限定于车载用途。
[0105]
·
例示的数值范围是本实施方式中的优选的实施方式的例示,本发明并不限于这些数值限定。
·
另外,实验例1~3是现有的常见构成的锂离子二次电池中的实验,其结果能够广泛地应用,但本发明并不限于此。
[0106]
·
关于对平坦部f的厚度进行测定的部位b,由于平坦部f的表面为大致平面,因此将复原工序(s5)完成时的跨及从连结一对弯曲部r的中心c的直线到厚度方向的平坦部f的外表面的部位作为部位b。但是,由于平坦部f为大致平坦的状态,因此例如可以在平坦部f的中央部进行测定。总之,只要测定部位固定以能够客观掌握尺寸的变化,对测量部位就没有限定。
[0107]
·
反应电阻和溶液电阻的测定中例示出了交流阻抗法,但只要能够精确获得反应电阻和溶液电阻,对其方法就没有限定。
·
图6所示的流程图为例示,本领域技术人员可对其过程进行附加、削除、变更,可以改变顺序进行实施。
[0108]
·
本发明当然可在不脱离权利要求书的范围内由本领域技术人员对其构成进行附加、削除或变更来实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1