具有电解液快速浸润结构的电芯制备方法及电池与流程
1.本发明涉及电池技术领域,具体涉及一种具有电解液快速浸润结构的电芯制备方法及电池。
背景技术:
2.随着科技的发展,对锂电池的性能和寿命的要求也越来越高,除了极片和原材料质量问题外,电解液浸润在锂电池内部是否充分浸润和均匀分散也尤为重要。这是因为只有电解液充分浸润到正负极片、隔膜中,才能作为均相的锂离子传输介质,若浸润不充分,会使得锂电池在循环的中后期,甚至初期都会发生局部缺少电解液的现象,从而影响锂电池的循环寿命。
3.现有技术中,为了保证生产过程中极芯不松散,正负极、隔膜不错位,在叠片后会对叠芯进行干压以形成电芯,特别是对于动力型的锂电池而言,其正负极极片的面密度高,压实密度高,电解液浸润的空间位阻大,非常不利于电芯的均匀浸润。
4.为解决这一问题,可采用真空注液、高压浸润等方法提高电解液的浸润性能,但该方法生产难度较大,生产成本高。
技术实现要素:
5.有鉴于此,本发明提供一种能够改善电解液在电池内部的浸润性的电芯的制备方法。
6.本发明还提供一种电池。
7.根据本发明第一方面实施例的具有电解液快速浸润结构的电芯的制备方法,包括如下步骤:
8.s1,提供正极片、隔膜、以及负极片;
9.s2,在所述正极片、所述负极片上分别开孔,以分别形成第一通孔、第二通孔;
10.s3,将步骤s2中的所述正极片、步骤s1中的所述隔膜、以及步骤s2中的所述负极片依次叠置后进行复合,形成干电芯,
11.其中,所述第一通孔面积》所述第二通孔面积,且所述第一通孔、所述第二通孔相互偏心设置。
12.进一步地,所述步骤s2中,所述第一通孔、第二通孔各自独立地形成为圆形、三角形、方形、多边形、或异形。
13.进一步地,所述步骤s2中,所述第一通孔、第二通孔的任一中心距离其所在层的边缘的距离大于等于0.1mm。
14.进一步地,所述步骤s3包括:
15.s31,分别地将开孔后的所述正极片、所述隔膜、以及开孔后的所述负极片依次叠置形成电极组,每个所述电极组中所述第一通孔、所述第二通孔相互偏心设置;
16.s32,将多个电极组隔着所述隔膜进行叠置;
17.s33,将叠置的多个所述电极组进行热复合,形成所述干电芯。
18.进一步地,所述步骤s31中,在层叠方向上的投影下,每个所述电极组的所述第二通孔位于所述第一通孔内。
19.进一步地,所述电芯中的各个通孔的中心依次连接形成锯齿线、斜线、或无序折线。
20.进一步地,所述步骤s32中,在第一方向/第二方向上每个所述电极组中的所述第一通孔的中心相对于所述第二通孔的中心偏离距离相同,且所述偏离距离δ满足式1):
[0021][0022]
其中,x为所述第一通孔/所述第二通孔的中心在所述第一方向/所述第二方向上至极片边缘较大的垂直距离,k为所述第一通孔/所述第二通孔的中心在所述第一方向/所述第二方向上至极片边缘较小的垂直距离与该极片在所述第一方向/所述第二方向上的两边缘的距离之比,m为所述电极组中负极片的层数,n为所述电极组中正极片的层数;且所述偏离距离δ满足式2):
[0023]
δ<r
ꢀꢀ
2)
[0024]
其中r为所述第二通孔的中心其孔边缘的距离;
[0025]
所述第一方向、所述第二方向为沿着所述极片的宽度方向、长度方向。
[0026]
进一步地,所述步骤s33中,相邻两个所述电极组中,所述第一通孔的中心与所述第二通孔的中心的连线的偏离方向相反。
[0027]
根据本发明第二方面实施例的电池,包括多个由上述的方法制备得到的电芯。
[0028]
进一步的,所述电池的正极片上形成有正极活性层,所述正极活性层中含有正极活性材料,所述正极活性材料选自磷酸铁锂、钴酸锂、锰酸锂、三元材料中的一种或多种;
[0029]
所述电池的负极片上形成有负极活性层,所述负极活性层中含有负极活性材料,所述负极活性材料选自石墨、硅基、过渡金属氧化物、金属锂中的一种或多种。
[0030]
本发明的上述技术方案至少具有如下有益效果之一:
[0031]
根据本发明实施例的具有电解液快速浸润结构的电芯的制备方法,通过在正极片、负极片上分别开孔以分别形成第一通孔、第二通孔,并经依次叠置后压制形成电芯,以使得电解液可通过第一通孔、第二通孔浸润至对应的正极片和负极片上,缩短了电解液的浸润路径,提升了浸润速度,第一通孔面积》第二通孔面积,且第一通孔、第二通孔相互偏心设置,也就是说,通过对各个通孔的大小进行设计,使得正极片上开设的第一通孔面积》负极片上第二通孔面积,从而可以保证开孔后的正极片的面积仍小于负极片的面积,使得负极片上具有更多的嵌锂位置,避免充电时析锂而导致的锂枝晶短路,提高电池的性能和寿命;通过对各个通孔的位置进行设计,亦即第一通孔、第二通孔相互偏心设置,相比于直通孔而言,可以有效改善由于在电池的轴向方向开孔导致电池的机械性能变差的缺陷,有利于提高电池的机械强度。
附图说明
[0032]
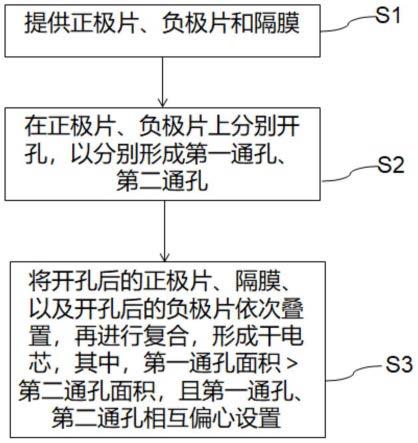
图1为本发明实施例的电芯的制备方法的流程图;
[0033]
图2为本发明一个实施例的电芯的结构示意图;
[0034]
图3为本发明另一个实施例的电芯的结构示意图;
[0035]
图4为本发明一实施例的电芯中的电极组在层叠方向上的投影中各通孔的位置关系示意图;
[0036]
图5为本发明实施例的电极组的第一通孔的位置示意图。
[0037]
附图标记:100.正极片;110.第一通孔;200.隔膜;300.负极片;310.第二通孔。
具体实施方式
[0038]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
[0039]
除非另作定义,本发明中使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也相应地改变。
[0040]
下面首先具体描述本发明第一方面实施例的具有电解液快速浸润结构的电芯的制备方法。
[0041]
如图1所示,根据本发明实施例的电芯的制备方法,包括如下步骤:
[0042]
s1,提供正极片100、隔膜200、以及负极片300。
[0043]
正极片100、隔膜200、以及负极片300,可以采用常规的制备方法制备得到,其中,正极片100上形成有正极活性层,正极活性层中含有正极活性材料,正极活性材料选自磷酸铁锂、钴酸锂、锰酸锂、三元材料中的一种或多种;负极片300上形成有负极活性层,负极活性层中含有负极活性材料,负极活性材料选自石墨、硅基、过渡金属氧化物、金属锂中的一种或多种。
[0044]
s2,在正极片100、负极片300上分别开孔,以分别形成第一通孔110、第二通孔310,第一通孔110面积》第二通孔310面积,且第一通孔110、第二通孔310相互偏心设置。
[0045]
s3,将步骤s2中的正极片100、步骤s1中的隔膜200、以及步骤s2中的负极片300依次叠置,再进行复合,形成干电芯。
[0046]
也就是说,首先,通过分别地在正极片100、负极片300上分别开孔以分别形成第一通孔110、第二通孔310,再在叠片时使得第一通孔110、第二通孔310相互偏心设置,最后通过压制形成干电芯,此后在对干电芯进行注液时,使得电解液可以通过第一通孔110、第二通孔310浸润至通孔对应的每一层正极片100、负极片300,缩短了电解液的浸润路径,提升了浸润速度。
[0047]
并且,电芯中第一通孔110面积》第二通孔310面积。也就是说,通过对各个通孔的大小进行设计,使得正极片100上开设的第一通孔110面积》负极片300上第二通孔310面积,从而可以保证开孔后的正极片100的面积仍小于负极片300的面积,使得负极片300上具有
更多的嵌锂位置,可以避免充电时析锂而导致的锂枝晶短路,提高电池的性能和寿命。
[0048]
并且,通过对各个通孔的位置进行设计,亦即第一通孔110、第二通孔310相互偏心设置,也就是说,在依次叠置正极片100、隔膜200、以及负极片300的过程中,通过调节正极片100、负极片300两者之间的横向位置,使正极片100上的第一通孔110、负极片300上的第二通孔310相互偏心设置,相比于直通型孔而言,可以有效改善由于在电池的轴向方向开孔所导致的电池的机械性能变差的缺陷,提高电池的机械强度。
[0049]
作为本发明的一个实施例,在上述对第一通孔110、第二通孔310的大小进行设计的基础上,在步骤s2中,还可以对各个通孔的形状、位置关系进行进一步限定,以进一步提高电池的机械强度。
[0050]
对于各个通孔的形状而言,对应于步骤s2中,第一通孔110、第二通孔310各自独立地形成为圆形、三角形、方形、多边形、或异形。也就是说,第一通孔110、第二通孔310的形状可以根据加工的难易程度决定以及实际冲孔的工艺中刀头的形状决定,以便于提高生产效率。
[0051]
对于各个通孔在各自所在层的位置关系而言,对应于步骤s2中,第一通孔110、第二通孔310的任一中心距离其所在层的边缘的距离大于等于0.1mm。也就是说,第一通孔110的中心至正极片100边缘的距离、第二通孔310至负极片300边缘的距离均大于等于0.1mm,以保证电池的机械性能。作为一个优选的实施例,第一通孔110的中心至正极片100边缘的距离、第二通孔310至负极片300边缘的距离还可以大于等于0.5mm,以进一步提高电池的机械强度。
[0052]
进一步地,如图2、图3所示,负极片300、隔膜200、正极片100为一个电极组,电芯包括相互串联的多个电极组,其中,相邻两个电极组通过隔膜200隔离开,每个电极组中第一通孔110、第二通孔310相互偏心设置。也就是说,在将各个通孔偏心设置的基础上,可以尽可能保持电极组具有高机械强度,进而各电极组中各个通孔偏心设置,从而使得由多个电极组经串联得到的电芯亦保持高的机械强度。
[0053]
进一步地,电芯中的各个通孔的中心依次连接形成锯齿线、斜线、或无序折线。也就是说,层与层之间,各个通孔的中心的偏心距离、偏心方向可以彼此相同或不同。
[0054]
具体而言,当相邻两个电极组中,层与层之间,或电极组与电极组之间,偏心方向不同时,电芯中的各个通孔的中心依次连接可以形成如图2所示的锯齿线;当相邻两个电极组之间,各个通孔的偏心方向相同,且偏心距离也相同时,电芯中的各个通孔的中心依次连接可以形成如图3所示的斜线;当相邻两个电极组中,各个通孔的偏心距离、偏心方向随机的相同或不同时,电芯中的各个通孔的中心依次连接可以形成无序折线(图中未图示)。
[0055]
在一些实施例中,每个电极组中,在第一方向/第二方向上第一通孔110的中心相对于第二通孔310的中心偏离距离相同,第一方向、第二方向为沿着极片的宽度方向、长度方向。也就是说,电芯的各个电极组中,第一通孔110的中心相对于第二通孔310的中心等距偏离。该结构便于控制冲孔的加工。具体而言,在进行冲孔加工时,第一通孔110的中心相对于第二通孔310的中心的偏离距离δ满足式1):其中,x为第一通孔110/第二通孔310的中心在第一方向/第二方向上至极片边缘较大的垂直距离,k为第一通孔110/第二通孔310的中心在第一方向/第二方向上至极片边缘较小的垂直距离与该极片在第一方向/第
二方向上的两边缘的距离之比,m为电极组中负极片300的层数,n为电极组中正极片100的层数。且偏离距离δ满足式2):δ<r,其中r为第二通孔310的中心其孔边缘的距离。也就是说,只要确定了电芯中电极组的个数、整体的偏心距离,通过上述公式1)、2),可以计算得到各层的第一通孔110和第二通孔310的中心在第一方向和第二方向上的平面坐标,再经冲孔装置冲孔加工后即可,进而可以使电解液在各个层之间充分浸润,进一步提高电池的性能和使用寿命。
[0056]
具体而言,如图5所示,以计算两个通孔的中心在第一方向(对应于图5中的上下方向)的偏移距离为例,设极片在第一方向上两边缘的距离为5,且第一层正极片的第一通孔110的中心在第一方向上距离边缘较小的垂直距离y为2,则该第一层正极片的第一通孔110的中心在第一方向上至极片边缘较大的垂直距离x为3,从而对于第二层负极片的第二通孔310而言,第一通孔110的中心在第一方向上至极片边缘较小的垂直距离与该极片在第一方向上的两边缘的距离z之比:k=2/5=0.4,该电极组中正极片层数n为1,负极片层数m为1,其在第一方向上相对第一层正极片的第一通孔中心的偏离距离δ=0.4*3/2=0.6,也即,第二层负极片的第二通孔310的中心在第一方向上的坐标为2+0.6=2.6,也即,第二层负极片的第二通孔310的中心在第一方向上距离边缘较小的垂直距离y为2.4,较大的垂直距离x为2.6,接着,对于第三层的正极片的第一通孔而言,k=2.4/5=0.48,该极片组中正极片层数n为2,负极片层数m为1,其在第一方向上相对第二层的负极片的第二通孔的中心的偏移距离δ=0.48*2.6/3=0.416,也即第三层的正极片的第一通孔110的中心在第一方向上的坐标为2.6+0.416=3.016,也即,该第三层的正极片的第一通孔110的中心在第一方向上距离边缘较小的垂直距离y为1.984,较大的垂直距离x为3.016。
[0057]
根据上述设计,并使得相邻两个电极组中第一通孔110的中心与第二通孔310的中心的连线的偏离方向相同,经冲孔装置冲孔加工后,将各个通孔的中心依次连接可以形成斜线。
[0058]
在一些实施例中,相邻两个电极组中,第一通孔110的中心与第二通孔310的中心的连线的偏离方向相反。也就是说,在上述设计的基础上,电芯的相邻两个电极组之间相邻的第一通孔110的中心与第二通孔310的中心的连线的偏离方向相反,从而将各个通孔的中心依次连接可以形成锯齿线或者无序折线,进而可以使电解液在各个层之间充分浸润,进一步提高电池的性能和使用寿命。
[0059]
作为一个具体示例,以图2为例,每个电极组中,第一通孔110的中心、第二通孔310的中心,在一条斜线上(即层与层之间的偏心方向相同、偏心距离也相同),且相邻两电极组之间,斜线的倾斜方向不同(即电极组与电极组之间的偏心方向不同),由此,构成了规则的锯齿线。
[0060]
在每层开孔后,需要将开孔后的正极片、隔膜、以及开孔后的负极片依次叠置,再进行复合,形成干电芯,也即步骤s3。
[0061]
在本技术的一些实施例中,步骤s3可以包括:
[0062]
s31,分别地将开孔后的正极片100、隔膜200、以及开孔后的负极片300依次叠置形成电极组,每个电极组中第一通孔110、第二通孔310相互偏心设置;
[0063]
s32,将多个电极组隔着隔膜200进行叠置;
[0064]
s33,将叠置的多个电极组进行热复合,形成干电芯。
[0065]
也就是说,在步骤s31中,依次地叠置正极片100、隔膜200、以及负极片300,通过在打孔阶段(步骤s2)进行打孔位置的相应的设计,或者在叠置过程中,通过调节正极片100、负极片300三者之间的横向位置,可以实现正极片100上的第一通孔110、负极片300上的第二通孔310相互偏心设置,从而进一步提高电极组的机械强度。
[0066]
进一步地,步骤s32中,在层叠方向上的投影下,每个电极组的第二通孔310位于第一通孔110内。如图4所示,在第一通孔110面积》第二通孔310面积的基础上,第一通孔110、第二通孔310对应于图4中由外向内的逐渐减小的两个圆孔,在任意一个电极组的层叠方向上的投影下,第一通孔110、第二通孔310存在重合区域的内部任取一点o,从o点沿着任意方向分别作延伸至负极片300边缘、以及的正极片100边缘的线段l1、l2,则l1的长度<l2的长度。也就是说,通过对各个通孔的位置设计,使每个电极组的各个通孔的中心相对彼此偏心设置。
[0067]
需要说明的是,上述各个孔的相对位置,既可以提前设计后在打孔阶段,即步骤s2中在相应位置处开孔来实现,也可以在步骤s3中在叠置时调节各层的横向位置来实现并在叠置后进行相应的切割即可。
[0068]
在得到干电芯之后,进行注液、封装等,即可得到用于电池的电芯。
[0069]
作为本发明第二方面实施例的电池,包括多个由上述第一方面的制备方法得到的电芯。也就是说,通过上述第一方面实施例的具有电解液快速浸润结构的电芯的制备方法得到电芯,然后将电芯串联形成电池。由于具有上述任一实施例的电芯,因此该电池也具有与电芯相类似的效果,在此省略其详细说明。
[0070]
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的实施方式作进一步地详细描述。
[0071]
下面首先对实施例1-24和对比例1-3的正极浆料、负极浆料的各组分配比、负极活性材料占负极浆料的比例,以及实施例1-24的第一通孔110、第二通孔310的结构,各通孔的形状、大小、偏离距离δ、以及偏离方向的进行详细说明。
[0072]
首先,将95wt%的正极活性材料、2wt%的超导碳与3wt%的聚偏氟乙烯加入n-甲基吡咯烷酮中,搅拌均匀形成正极浆料;将90wt%的负极活性材料与2wt%的超导碳、7wt%的聚丙烯酸与1wt%的丁苯橡胶加入去离子水中,搅拌均匀形成负极浆料。
[0073]
其次,表1示出了实施例1-24和对比例1-3的负极浆料中负极活性材料的比例、以及实施例1-24的第一通孔110、第二通孔310的结构,各通孔的形状、大小、偏离距离、偏离方向。
[0074]
表1实施例1-24和对比例1-3的负极成分及各通孔结构设计
[0075]
[0076][0077]
按照表1中的工艺参数制备得到实施例1-24以及对比例1-3的电芯,再通过叠芯组装成实施例1-24以及对比例1-3的电池,对实施例1-24以及对比例1-3的电池进行内阻测试。结果如表2所示。
[0078]
表2实施例1-24和对比例1-3的电池的内阻
[0079]
编号内阻/mω编号内阻/mω编号内阻/mω实施例143实施例236.2实施例324实施例441.5实施例535实施例623.7实施例740.9实施例834.3实施例922.5
实施例1039.5实施例1133实施例1221实施例1343.6实施例1435.8实施例1523.8实施例1641.8实施例1734.9实施例1823.5实施例1940.7实施例2033.6实施例2122实施例2239.9实施例2332实施例2421.5对比例145对比例238对比例325
[0080]
由表1-2可以看出,相对于对比例1-3的电池而言,本发明实施例1-24的电池的内阻明显降低,也就是说,对于不同的负极活性物质比而言,本发明实施例1-24的电池的内阻均明显低于相同成分的对比例。这是由于电芯中分别在正极片100、负极片300上形成的第一通孔110、第二通孔310从而电解液可通过各个通孔浸润至电芯的每一层,缩短了电解液的浸润路径,不仅提升了浸润速度,且浸润效果也得到显著提高,同时由于第一通孔110、第二通孔310偏心设置,提高了电池的机械强度。
[0081]
此后,针对在常温,充、放电倍率分别为1c、1c,800次充放电循环条件下测量电池的常温长循环容量保持率;在55℃、充、放电倍率分别为1c、1c,600次充放电循环的条件下测量电池的高温长循环容量保持率,结果如下表3所示。
[0082]
表3各实施例与对比例的常温、高温循环后的电池容量保持率
[0083][0084][0085]
由表3可以看出,相对于对比例3的电池而言,本发明实施例3、6、9、12、15、18、21、24的电池在充、放电倍率分别为1c、1c下,分别在常温下充放电循环800次和在55℃下充放电循环600次的条件下,电池的容量保持率均得到了改善,这说明在充放电循环的中后期,仍保持着良好的浸润性能,电池内部没有产生局部贫液现象。
[0086]
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1