具有高热稳定性一体化结构导电滑环的导电杆及装配方法与流程
1.本发明涉及一种机械旋转式输电装置用高精度高尺寸稳定性低电阻异形结构滑环及导电杆装配技术,属于精密仪表微弱信号传输产品装配技术领域。
背景技术:
2.在精密仪器仪表领域,特别是机械式仪器仪表,内环信号输出至外环磁悬浮控制电路进行放大处理,其中连接内环和外环的关键零部件就是输电装置,是将内环信号无损传输至外环的核心部件。输电装置分为转子和定子,合格的导电杆作为机械接触式输电装置的转子主要有以下几个方面的作用:(1)将精密仪器仪表内环信号无损的输出至外环磁悬浮控制电路,保证仪表在长期工作过程中输出信号的稳定性和可靠性,及时通过输出信号形成控制回路进行姿态修正;(2)保证导电杆产品装配过程中的一致性,提高产品使用过程中的尺寸稳定性,降低装配难度,可以极大程度的提高装配合格率,同时对控制产品的使用寿命具有重要作用。
3.传统的导电杆装配方法是,相邻两片滑环之间均使用开口层压玻璃布板有机复合材料进行隔离,装配固定工装使用的是有机玻璃材料,该方法提高了零件组合加工难度,会导致产品一致性差,降低产品可靠性、尺寸稳定性和合格率,主要表现在以下几个方面:(1)对于目前使用的层压玻璃布板开口角度为60
°
,由于层压玻璃布板自身材料强度差,开角后会产生变形导致平面度差,且机械加工过程难度高、合格率低,层压玻璃布板为有机复合材料,热膨胀系数大,装配后累积误差大,极易导致导电杆因内应力作用在温循工序中开裂;(2)目前产品使用的滑环因结构原因在层叠装配过程中极易变形,变形后平面度变差,导致累计尺寸误差变大,后续灌胶工序中导致机械加工后的胶层厚度不均匀,影响导电杆接触电阻及信号传输,降低产品使用寿命;(3)有机玻璃固定工装膨胀系数较大,且与层压玻璃布板、金银铜滑环膨胀系数存在较大差异,在温循过程中会导致固定工装与装配产品产生沿轴向相对移动,从而导致产生内应力甚至发生开裂。
技术实现要素:
4.本发明解决的技术问题是:克服现有技术的不足,提供了具有高热稳定性一体化结构导电滑环的导电杆及装配方法,极大的提高了产品装配一致性和合格率,同时简化了机械加工流程,提高了零组件机械加工效率,降低了操作难度;控制了线膨胀系数确保产品尺寸稳定性,提高产品精度。
5.本发明的技术解决方案是:
6.具有高热稳定性一体化结构导电滑环的导电杆,包括漆包线、大轴颈、绝缘垫片、导电滑环、小轴颈、纯铜固定工装、螺母,
7.纯铜固定工装的一端开设有凹槽,小轴颈从凹槽底部穿出纯铜固定工装,螺母连接于小轴颈的端部以将小轴颈与纯铜固定工装固定;
8.漆包线从小轴颈中部穿过,导电滑环、绝缘垫片和大轴颈套设于漆包线外部并位
于凹槽内,绝缘垫片位于导电滑环背离小轴颈的一侧,大轴颈位于绝缘垫片背离导电滑环的一侧;
9.导电滑环和漆包线设置多个,一根漆包线与一个导电滑环电连接。
10.所述导电滑环沿着自身轴线位置开设有中心孔,导电滑环的一侧开设有环形槽和开槽,环形槽的内径等于中心孔的孔径,开槽连通环形槽至导电滑环的外周向。
11.所述导电滑环开设环形槽的一侧朝向小轴颈。
12.沿着所述小轴颈(5)指向大轴颈(2)的方向,后一片导电滑环(4)相较于前一片导电滑环(4)沿同一方向旋转相同角度,所有导电滑环的旋转角度和为360
°
;沿着所述小轴颈指向大轴颈的方向,后一片导电滑环相较于前一片导电滑环旋转(12
±
1)
°
;导电滑环材质为金银铜合金。
13.所述绝缘垫片开设有与自身同轴线的扇形槽,扇形槽沿着绝缘垫片的轴线方向贯穿绝缘垫片;
14.所述扇形槽的圆心角为(60
±
1)
°
。
15.所述绝缘垫片设置两个,两个绝缘垫片的扇形槽中心线之间夹角为(180
±
5)
°
。
16.相邻的所述绝缘垫片的扇形槽中心线与导电滑环的开槽的中心线之间的角度为90
°
。
17.具有高热稳定性一体化结构导电滑环的导电杆的装配方法,包括:
18.s1:将经过绝缘处理后的小轴颈从凹槽底部穿出纯铜固定工装,将螺母螺纹连接于小轴颈穿出纯铜固定工装的一端;
19.s2:将漆包线穿过小轴颈,并依次将导电滑环叠装至纯铜固定工装内,后一片导电滑环相较于前一片导电滑环沿顺时针方向旋转(12
±
1)
°
,使漆包线穿过导电滑环的中心孔并与导电滑环连接;
20.s3:将两片绝缘垫片装配至导电滑环原理小轴颈的一端,两片绝缘垫片的扇形槽中心线之间的夹角为(180
±
5)
°
,相邻的绝缘垫片的扇形槽中心线与导电滑环的开槽的中心线之间的角度为(90
±
2)
°
;
21.s4:导电滑环的末端引线穿过大轴颈的腰形孔,并将大轴颈沿小轴颈轴线方向进行装配至与绝缘垫片接触,施加一定压力至导电滑环、绝缘垫片不会产生径向、轴向移动,通过胶水将大轴颈与纯铜固定工装固定,得到装配滑环;
22.s5:对装配滑环固化,进行温循去除内应力,放入注胶工装进行灌胶;
23.s6:向注胶工装内注入胶水并进行固化,得到固化后的装配滑环,以纯铜固定工装的轴线为轴对固化后的装配滑环的外周向进行铣削,直到铣削至导电滑环的环形槽的外径位置,得到导电杆。
24.所述步骤s6中,装配滑环位于注胶工装内时,大轴颈端位于底部。
25.综上所述,本技术至少包括以下有益技术效果:
26.(1)本发明提出了一种机械旋转式输电装置用高精度高尺寸稳定性低电阻一体化结构导电滑环及装配技术,可用于对尺寸稳定性、导通率要求高的精密仪器或仪表的微弱信号传输装置,解决了精密仪器仪表导电杆装配过程的累计误差大及有机复合材料表面粗糙度差和平面度差问题,通过重新设计结构从而达到提高产品质量和生产效率的目的。
27.(2)本发明通过重新设计核心部件滑环的结构,将有机复合材料垫片与滑环设计
为一体化异形结构并全部采用金银铜材料,降低了装配后线膨胀系数大的问题,极大地提高了产品可靠性。
28.(3)本发明通过重新设计固定工装的材料,将膨胀系数较大的有机玻璃改为纯铜材料,确保了纯铜固定工装与金银铜线膨胀系数更为接近,确保了在产品生产过程中不会产生相对运动而导致产生内应力或裂纹,从而保证了产品质量。
29.(4)本发明可应用于航空航天、精密仪器仪表等领域,为机械旋转式高精度高尺寸稳定性低电阻输电装置用导电杆装配提供一种有效的产品结构和方法,降低生产难度,提升产品可靠性、一致性和合格率,保证产品质量。
附图说明
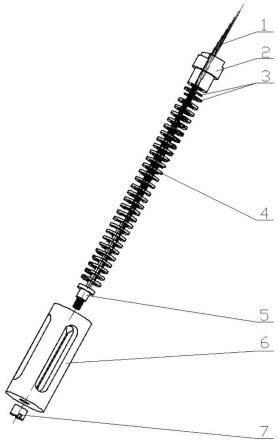
30.图1是本发明实施例中的一种基于高热稳定性一体化结构导电滑环的装配方法原理图;
31.图2是本发明实施例中的一体化异形结构导电滑环结构示意图。
32.附图标记说明:1、漆包线;2、大轴颈;3、绝缘垫片;31;扇形槽;4、导电滑环;41、中心孔;42、开槽;43、环形槽;5、小轴颈;6、纯铜固定工装;7、螺母。
具体实施方式
33.下面结合附图和实施例对本发明作进一步详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
34.本技术实施例公开一种具有高热稳定性一体化结构导电滑环4的导电杆及装配方法,如图1所示,具有高热稳定性一体化结构导电滑环4的导电杆,包括漆包线1、大轴颈2、绝缘垫片3、一体化结构导电滑环4、小轴颈5、纯铜固定工装6、螺母7,本实施例中,绝缘垫片3的材质为层压玻璃布板。
35.小轴颈5在使用前需进行绝缘处理,将小轴颈5工作区域使用绝缘胶液进行灌胶处理,并进行机械加工使表面各处外径截面均匀一致且符合技术指标要求,并使外表面获得均匀的粗糙度;所述一体化结构导电滑环4在使用前需与所述漆包线1进行焊接,所述漆包线1伸出方向为所述一体化结构导电滑环4的平面一侧;
36.大轴颈2、层压玻璃布板绝缘垫片3、一体化结构导电滑环4、小轴颈5、纯铜固定工装6中心轴线在一条直线上,小轴颈5通过螺母7固定在纯铜固定工装6上;一体化结构导电滑环4与纯铜固定工装6为间隙配合。
37.小轴颈5大法兰盘端穿过纯铜固定工装6至法兰盘外表面与纯铜固定工装6内表面接触;将所述螺母7与所述小轴颈5进行配合并拧紧至所述小轴颈5不会产生轴向、径向晃动;所述一体化结构导电滑环4与述漆包线1焊接组合后,将焊接组合体穿过中心内孔沿着小轴颈5装入纯铜固定工装6,按照输电装置通路需求进行装配;一体化结构导电滑环4装配完成后,在末端装配位置装配2片层压玻璃布板绝缘垫片3;将漆包线1引出端按照奇偶顺序分别从大轴颈2上的腰行孔引出,同时将大轴颈2沿轴线方向进行装配至最底端并使用α-氰基丙烯酸乙酯进行固定。
38.参照图2,一体化异形结构导电滑环4,该结构的滑环将层压玻璃布板与常规结构
滑环重新设计成了一个整体,并全部采用金银铜材料,在一体化设计的基础上,在滑环一侧机械加工得到一个开角60
°
的扇形区域。在使用前,将需求长度的具有绝缘层的漆包线1进行去漆皮处理,通过超精密研磨将去漆皮过程中产生的氧化层去除,并使用焊锡通过焊接的方式将漆包线1焊接至异性机构滑环内孔边缘,漆包线1延伸方向为异形滑环非开槽42侧。
39.本实施例还公开了具有高热稳定性一体化结构导电滑环4的导电杆的装配方法,包括以下步骤:
40.s1:经过绝缘处理后的小轴颈5穿过纯铜固定工装6并通过螺母7进行锁紧;
41.s2:按照技术指标需求数量将一体化结构导电滑环4开槽42一侧向内进行叠装,后一片导电滑环4相较于前一片导电滑环4组沿顺时针方向旋转12
°
,并将漆包线1穿过小轴颈5和导电滑环4,确保漆包线1在导电滑环4的中心孔41内整齐排列且不会相互缠绕,开槽42沿一体化结构导电滑环4外圆面均匀分布;
42.s3:在完成一体化结构导电滑环4装配后的末端,装配2片层压玻璃布板材质的绝缘垫片3,绝缘垫片3套设于漆包线1外侧,2片绝缘垫片3互成180
°
,最后一片导电滑环4的开槽42与相邻的绝缘垫片3的扇形槽31之间的夹角为成90
°
;
43.s4:将一体化结构导电滑环4的末端引线穿过大轴颈2的两个腰形孔,并将大轴颈2沿小轴颈5轴线方向进行装配至与绝缘垫片3接触,施加一定压力至一体化结构导电滑环4、层压玻璃布板绝缘垫片3不会产生径向、轴向移动,通过胶水(本实施例中,胶水为α-氰基丙烯酸乙酯)将大轴颈2与纯铜固定工装6进行固定,得到装配滑环。
44.s5:将装配完成后得到的装配滑环进行固化,并进行并进行低温-高温模式的温度循环以去除内应力去除内应力,即可放入专用注胶工装进行灌胶等后续工序的处理。
45.s6:将固化后的装配滑环置于注胶工装内,且使大轴颈2端位于底部,向注胶工装内注入胶水。绝缘垫片3的扇形槽31的设置、数量设置、以及位置设置,解决了胶水流动至底部时、由于胶水流动性导致的大轴颈2端部注胶的不均匀问题,保证了大轴颈2端部的注胶均匀性。
46.注入胶水后进行固化,得到固化后的装配滑环,以纯铜固定工装6的轴线为轴对固化后的装配滑环的外周向进行铣削,直到铣削至导电滑环4的环形槽43的外径位置,得到导电杆。
47.本发明实施原理为:
48.将导电杆核心组成部件导电滑环4设计成一体化异形结构,通过更改结构为一体化降低了零件组合加工难度,同时也降低了操作难度和累积误差,通过更改导电滑环4的材质、并配合纯铜固定工装6的材质,降低了线膨胀系数,提高了产品质量和可靠性。
49.一体化结构导电滑环4在进行装配时,依次装入铜质固定工装,后一片导电滑环4相较于前一片导电滑环4沿顺时针方向旋转12
°
,通过特殊的装配方法充分利用一体化结构导电滑环4内孔狭小空间,避免了漆包线1相互缠绕及变形而产生应力,保证了产品的质量,同时通过合理的过程控制使得一体化结构导电滑环460
°
开槽42沿外圆面均匀分布,确保了后续灌胶工序中胶液的充分流动,提高了产品的质量和可靠性。
50.本实施例的技术方案提出了一种机械旋转式输电装置用高精度高尺寸稳定性低电阻一体化结构导电滑环4及装配技术,可用于对尺寸稳定性、导通率要求高的精密仪器或
仪表的微弱信号传输装置,解决了精密仪器仪表导电杆装配过程的累计误差大及有机复合材料表面粗糙度差和平面度差问题,将有机复合材料垫片与滑环设计为一体化异形结构并全部采用金银铜材料,通过重新设计结构从而达到提高产品质量和生产效率的目的,将膨胀系数较大的有机玻璃改为纯铜材料,确保了纯铜固定工装6与金银铜线膨胀系数更为接近,确保了在产品生产过程中不会产生相对运动而导致产生内应力或裂纹,从而保证了产品质量降低了装配后线膨胀系数大的问题,极大地提高了产品可靠性。
51.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1
- 一种基于橡胶弹性体的快速成型原料的制造方法与工艺
- 一种双烯烃热聚法制备石油树脂的方法及混合碳五热聚法生产石油树脂的方法与流程
- 一种双烯烃热聚法制备石油树脂的方法及混合共聚碳五碳九热聚法生产石油树脂的方法与流程
- 极性聚烯烃弹性体的制备方法与应用与流程
- 热塑性弹性体真空扩径脱水装置的制造方法
- 具有生物可再生内容物的密封件组合物的制造方法与工艺
- 基于聚烯烃的弹性膜结构、层压体和其方法与流程
- 一种适用汽车内饰的低气味热塑性弹性体及其制备方法与流程
- 由弹性体、非弹性体聚烯烃和聚烯烃嵌段共聚物类热塑性弹性体组成的热塑性弹性体组合物的制造方法与工艺
- 由弹性体和用有机羧酸的酸酐官能化的非弹性体聚烯烃组成的热塑性弹性体组合物的制造方法与工艺