天线罩及其制造方法与流程
1.本发明涉及基站天线技术领域,尤其涉及一种天线罩及其制造方法。
背景技术:
2.基站的天线罩具有防护、密封的作用,现有的天线罩为注塑或者挤出板材配合cnc机加工制得,天线罩下面为天线振子组件等。即,现有的天线罩结构中,振子组件的辐射片、隔离条等器件均是通过热熔、组装等工艺安装到天线罩上,工艺繁琐,同时使得基站天线也具有一定的厚度,难以实现减薄化。
技术实现要素:
3.本发明要解决的技术问题在于,提供一种简化组装工序及实现减薄化的天线罩及其制造方法。
4.本发明解决其技术问题所采用的技术方案是:提供一种天线罩,包括天线罩本体、由银浆形成在所述天线罩本体的表面上的辐射片组件以及隔离组件;
5.所述隔离组件包括若干横向隔离条和若干竖向隔离条,所述横向隔离条和竖向隔离条相交叉,在所述天线罩本体的表面形成网格结构;
6.所述辐射片组件包括若个辐射片,每一所述辐射片位于所述网格结构的一网格中。
7.优选地,所述辐射片的厚度为10μm-25μm。
8.优选地,所述辐射片的电阻值为10-15毫欧姆。
9.优选地,所述隔离组件的厚度为10μm-25μm。
10.优选地,所述银浆的含银量为65%-75%。
11.优选地,所述天线罩还包括由银浆形成在所述天线罩本体的表面上的边框;所述辐射片组件以及隔离组件均位于所述边框内。
12.优选地,所述天线罩还包括开设在所述天线罩本体上的若干紧固孔;若干所述紧固孔沿着所述天线罩本体的周边间隔分布。
13.本发明还提供一种天线罩的制造方法,包括以下步骤:
14.s1、提供天线罩本体;
15.s2、根据所要设置的辐射片及隔离组件位置,通过丝网印刷工艺将银浆印刷至所述天线罩本体的表面上;或者,
16.根据所要设置的辐射片及隔离组件位置,通过转印工艺将银浆形成的银浆层转印至所述天线罩本体的表面上;
17.s3、经70℃-95℃烘干后,制得集成有辐射片、隔离组件的天线罩。
18.优选地,所述银浆的含银量为65%-75%。
19.优选地,所述银浆还包括高温固化胶水。
20.本发明的有益效果:将辐射片、隔离组件由银浆形成在天线罩本体上,形成一体化
的天线罩,能够应用于5g基站天线,简化了天线整体组装工艺,减薄了基站天线的厚度,提升制造效率,减轻了基站天线重量。
附图说明
21.下面将结合附图及实施例对本发明作进一步说明,附图中:
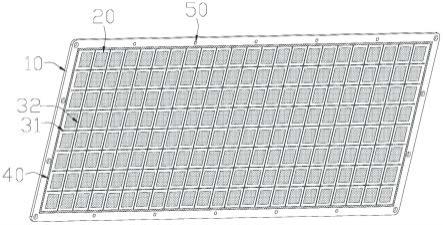
22.图1是本发明一实施例的天线罩的结构示意图。
具体实施方式
23.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明本发明的具体实施方式。
24.如图1所示,本发明一实施例的天线罩,包括天线罩本体10、设置在天线罩本体10的表面上的辐射片组件以及隔离组件。
25.本发明中,辐射片组件以及隔离组件均由银浆通过丝网印刷或者转印工艺等形成在天线罩本体10的表面,与天线罩本体10集成为一体,因此无需现有技术的组装工序,同时形成的辐射片组件以及隔离组件的厚度也可做到很薄很均匀,例如厚度为10μm-25μm;外周尺寸可精准控制,精度达到
±
0.1mm。
26.其中,天线罩本体10可采用pc或者pp+gf材料通过注塑成型或者挤出工艺等制造而成,具有所需的形状、尺寸等。在图1所示的实施例中,天线罩本体10呈矩形结构。
27.辐射片组件包括若个辐射片20,该若干辐射片20可呈多行多列间隔排布在天线罩本体10的表面上。如图1中所示,若干辐射片20可为但不限于方形。
28.隔离组件设置在天线罩本体10的表面上,用于将若干辐射片20之间进一步隔开。该隔离组件进一步可包括若干横向隔离条31和若干竖向隔离条32,横向隔离条31和竖向隔离条32相交叉(如相垂直交叉),在天线罩本体10的表面形成网格结构。
29.每一辐射片20位于网格结构的一网格中。并且,每一辐射片20与所在网格的边界(横向隔离条31和竖向隔离条32)均留有间隔。
30.本发明中,辐射片组件以及隔离组件均由银浆通过丝网印刷或者转印工艺等形成在天线罩本体10的表面,该银浆含银量为65%-75%。具体地,该银浆采用银粉和高温固化胶水(作为粘合剂)配制形成含银量为65%-75%的银浆;银粉优选直径小于10um。
31.通过银浆形成,辐射片20的厚度可为10μm-25μm,辐射片20的电阻值为10-15毫欧姆。同理,隔离组件(横向隔离条31和竖向隔离条32)的厚度为10μm-25μm。
32.进一步地,本发明的天线罩还包括由银浆形成在天线罩本体10的表面上的边框40,辐射片组件以及隔离组件均位于边框40内。
33.边框40在天线罩本体10的表面可界定出一个位于边框40内的区域,辐射片组件以及隔离组件均位于该区域内。其中,若干横向隔离条31可相平行间隔,同时平行边框40的长边且位于边框40的两个长边之间,每一横向隔离条31的两端可分别朝向边框40的两个宽边,进一步还可连接宽边。若干竖向隔离条32相平行间隔,同时平行边框40的宽边且位于边框40的两个宽边之间,每一横向隔离条31的两端可分别朝向边框40的两个长边,进一步还可连接长边。
34.该边框40的银浆与形成辐射片组件以及隔离组件的银浆相同,即都是含银量为
65%-75%的银浆。边框40的厚度同样可为10μm-25μm。
35.本发明的天线罩还可包括开设在天线罩本体10上的若干紧固孔50,若干紧固孔50沿着天线罩本体10的周边间隔分布,同时位于边框40的外侧。紧固孔50用于与紧固件配合,将天线罩固定在基站天线的主体上,与主体形成基站天线。
36.结合图1,本发明的天线罩的一实施例的制造方法,可包括以下步骤:
37.s1、提供天线罩本体10。
38.天线罩本体10预先采用pc或者pp+gf材料通过注塑成型或者挤出工艺等制造而成,具有所需的形状、尺寸等。在图1所示的实施例中,天线罩本体10呈矩形结构。
39.此外,还预先在天线罩本体10的周边上通过冲切、钻孔等方式开设若干紧固孔50,紧固孔50贯穿天线罩本体10的相对两个表面。紧固孔50用于与紧固件配合,以将天线罩固定在基站天线的主体上,与主体形成基站天线。
40.s2、根据所要设置的辐射片20及隔离组件位置,通过丝网印刷工艺将银浆印刷至天线罩本体10的表面上,从而在天线罩本体10的表面形成辐射片组件和隔离组件。丝网印刷优选采用200-300目的聚酯网作为丝网板。
41.或者,根据所要设置的辐射片及隔离组件位置,通过转印工艺将银浆形成的银浆层转印至天线罩本体10的表面上,从而在天线罩本体10的表面形成辐射片组件和隔离组件。
42.转印时,先将银浆涂布在具有预设图案的蚀刻钢板上,再通过硅胶头将具有预设图案的银浆层拓印到该硅胶头上,最后通过硅胶头将其上的银浆层印到天线罩本体10的表面上。
43.上述的银浆的含银量为65%-75%,由直径小于10um的银粉和高温固化胶水(作为粘合剂)配制形成。
44.隔离组件包括若干横向隔离条31和若干竖向隔离条32,横向隔离条31和竖向隔离条32相交叉(如相垂直交叉),在天线罩本体10的表面形成网格结构,每一辐射片20位于网格结构的一网格中。
45.s3、经70℃-95℃烘干后,制得集成有辐射片、隔离组件的天线罩。
46.烘干操作中,可置入烘箱中于70℃-95℃进行烘烤,时间20-30分钟,具体可根据实际情况增减,使得银浆固化且紧密结合在天线罩本体10的表面上,集成为一体。
47.本发明的天线罩应用时,与基站天线的主体配合形成基站天线。由于天线罩上的辐射片、隔离组件均由银浆印刷或转印形成,无需额外的热熔或组装工序,厚度小,减薄了天线罩的厚度及降低重量,在基站天线上的应用也减薄了基站天线的厚度及降低其重量。
48.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1