极耳焊接保护片、焊接结构、储能装置及用电设备的制作方法
本发明涉及电池,尤其是涉及一种极耳焊接保护片、焊接结构、储能装置及用电设备。
背景技术:
1、电芯连接片用于连接芯包的极耳和顶盖组件的极柱。现有技术中电芯连接片与极耳直接超声焊接,超声焊接时,极耳易被振断,且易粘连焊头。
2、为了减小电芯连接片与极耳在超声焊接时,极耳被振断,或者粘连焊头的几率,相关技术中,极耳与电芯连接片进行超声焊接时,在焊头与极耳之间设置焊接保护片,使得极耳不易被振断、且不易与焊头粘连。然而,在焊头与极耳之间设置焊接保护片,降低了超声焊接时极耳与连接片的拉力,使得极耳与连接片的连接稳定性降低。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种极耳焊接保护片,所述极耳焊接保护片在超声焊接时,能够提高极耳与连接片的连接稳定性,同时降低生产成本。
2、本发明还旨在提出一种具有上述极耳焊接保护片的电池的焊接结构。
3、本发明还旨在提出一种具有上述极耳焊接保护片的电池单体。
4、本发明还旨在提出一种具有上述电池单体的储能装置。
5、本发明还旨在提出一种具有上述储能装置的用电设备。
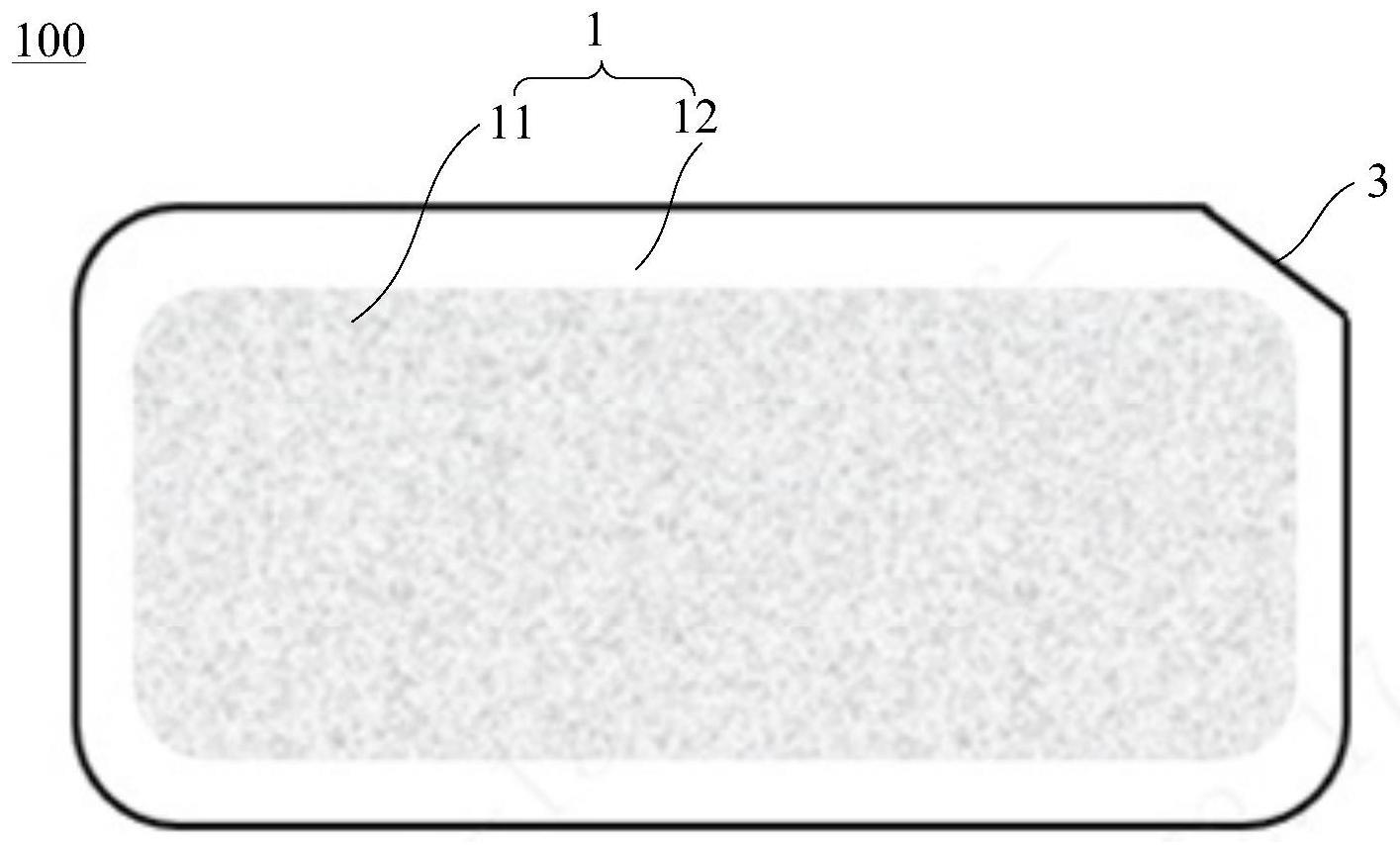
6、根据本发明第一方面的实施例的极耳焊接保护片,极耳焊接保护片的表面包括相背离的工作面和极耳贴面,极耳贴面用于连接电池单体的极耳,极耳贴面为磨砂面;工作面的部分区域为焊接区域以正对焊头,工作面于焊接区域为磨砂面。
7、根据本发明的极耳焊接保护片,极耳焊接保护片上的极耳贴面为磨砂面,使得微观上,极耳贴面的表面具有多个凸峰,在超声焊接时,凸峰处容易集中热量,且可以快速将热量传递给极耳,使得极耳上与其相接触的点能够快速融化,以便与转接片进行连接。极耳与转接片焊接时,形成有无数个有效焊点,而且焊点处相互嵌入,减少了虚焊面积,显著提高了连接的稳定性。焊接区域为磨砂面,在焊接时,尤其是超声焊接时,焊头与焊接区域接触时,焊头上的凸点与焊接区域上的凸峰距离较近,热量容易传递,因此,能够提高极耳及转接片的焊接效率和焊接效果。由于磨砂面有利于热量的传递,因此,在实现相同焊接效果的情况下,采用磨砂面能够减小超声焊接设备的输出功率,降低了生产成本。同时,将工作面的部分区域设为磨砂面,不仅提高了极耳与转接片的连接稳定性,还使得生产过程中保护片与保护片之间不易粘连,提高了产线效率,降低了成本,并且使得保护片在安装时不易放反,能够有效防呆。
8、根据本发明的一些实施例,极耳贴面的表面粗糙度的范围为0.8-3.2μm以适应超声波焊接,通过将极耳贴面的表面粗糙度的范围设为0.8-3.2μm,使得极耳贴面表面的凸峰能够快速融化,并将热量传递给极耳,使得极耳上与其接触的点能够快速融化,以与转接片进行连接,提高了极耳与转接片连接的稳固性。
9、根据本发明的一些实施例,工作面于焊接区域的表面粗糙度的范围为0.8-3.2μm以接触超声波焊头,通过将工作面上焊接区域的表面粗糙度的范围设为0.8-3.2μm,使得焊接区域上有较多的凸点能够靠近焊头上的凸点,以快速将热量传递至极耳贴面,从而提高极耳与转接片的连接效率,延长了焊接设备的寿命,降低了生产成本。
10、根据本发明的一些实施例,工作面还包括围绕在焊接区域周围的外围区域,外围区域为非磨砂面。通过在工作面上设置围绕在焊接区域周围的外围区域,使得焊头在焊接区域焊接时,即使焊头发生偏移,也不会直接与极耳接触,提高了对极耳的保护,且降低了对焊头移动的精度要求,便于生产加工。将外围区域设为非磨砂面,便于识别工作面和极耳贴面,使得保护片在安装时不易放反,能够有效防呆。
11、根据本发明的一些实施例,工作面于外围区域为光滑面。将工作面的外围区域设为光滑面,便于区分工作面和极耳贴面,且便于生产加工,提高了生产效率。
12、根据本发明的一些实施例,焊接区域为矩形或椭圆形,且当焊接区域为矩形时,焊接区域的内角为圆弧角。通过将焊接区域设为椭圆形,或当焊接区域为矩形时,将且内角设为圆弧角,便于焊头在焊接区域进行焊接时,在内角处也能够进行焊接,提高了焊接区域的利用率。
13、根据本发明的一些实施例,焊接区域占工作面的面积比例为50-75%。通过将焊接区域的面积占工作面的面积的比例设为50-75%,降低了比例低于50%时可能产生虚焊的概率,同时,比例低于75%能够充分利用工作面,且为焊头提供了必要的偏移距离,便于操作的同时,提高了极耳与转接片的连接稳固性,并且便于将工作面于极耳贴面进行区分。
14、根据本发明的一些实施例,工作面的长度和宽度分别为x、y,焊接区域的长度和宽度分别为a、b,其中满足关系式:a/x=b/y,且a/x大于等于√2/2且小于等于√70/10。通过设置a/x=b/y,使得焊接区域为等比例缩小的工作面,便于进行焊接操作。
15、根据本发明的一些实施例,极耳焊接保护片上设有切角。通过设置切角,使得生产中工作面和极耳贴面的使用不易出错,可有效防呆。
16、根据本发明第二方面的实施例的电池的焊接结构,包括转接片、极耳和上述实施例中的极耳焊接保护片,极耳层叠在转接片上,极耳焊接保护片层叠在极耳上,极耳焊接保护片的极耳贴面贴在极耳上,极耳焊接保护片的工作面上于焊接区域进行焊接以连接极耳和转接片。
17、根据本发明实施例的电池的焊接结构,通过采用上述极耳焊接保护片,保护了极耳,提高了极耳与转接片的连接稳定性。
18、根据本发明第三方面的实施例的电池单体,包括壳体、卷芯、端盖组件、转接片和上述实施例中的极耳焊接保护片,壳体具有开口端,卷芯容纳于壳体内,卷芯具有极耳,端盖组件包括端盖本体,端盖本体覆盖开口端,以将卷芯盖合于壳体中,端盖本体上设有端子,转接片设于壳体内,且位于卷芯和端盖之间,转接片与端子连接,极耳焊接保护片设于壳体内,且极耳焊接保护片位于卷芯和转接片之间,极耳夹在极耳焊接保护片和转接片之间,极耳焊接保护片、极耳和转接片焊接连接。
19、根据本发明实施例的电池单体,通过采用上述极耳焊接保护片,提高了极耳与转接片的连接稳定性,提高了电池单体的整体结构稳定性,降低了生产成本。
20、根据本发明第四方面实施例的储能装置,包括上述实施例中的电池单体。
21、根据本发明实施例的储能设备,通过采用上述电池单体,提高了储能装置的结构稳定性,降低了生产成本。
22、根据本发明第五方面实施例的用电设备,包括上述实施例中的储能装置。
23、根据本发明实施例的用电设备,通过采用上述的储能装置,提高了用电设备的结构稳定性和生产效率,降低了生产成本。
24、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种极耳焊接保护片,其特征在于,所述极耳焊接保护片(100)的表面包括相背离的工作面(1)和极耳贴面(2),所述极耳贴面(2)用于连接电池单体(200)的极耳(102),所述极耳贴面(2)为磨砂面;
2.根据权利要求1所述的极耳焊接保护片,其特征在于,所述极耳贴面(2)的表面粗糙度的范围为0.8-3.2μm以适应超声波焊接。
3.根据权利要求1所述的极耳焊接保护片,其特征在于,所述工作面(1)于所述焊接区域(11)的表面粗糙度的范围为0.8-3.2μm以接触超声波焊头。
4.根据权利要求1-3中任一项所述的极耳焊接保护片,其特征在于,所述工作面(1)还包括围绕在所述焊接区域(11)周围的外围区域(12),所述外围区域(12)为非磨砂面。
5.根据权利要求4所述的极耳焊接保护片,其特征在于,所述工作面(1)于所述外围区域(12)为光滑面。
6.根据权利要求4所述的极耳焊接保护片,其特征在于,所述焊接区域(11)为矩形或椭圆形,且当所述焊接区域(11)为矩形时所述焊接区域(11)的内角为圆弧角。
7.根据权利要求1-3中任一项所述的极耳焊接保护片,其特征在于,所述焊接区域(11)占所述工作面(1)的面积比例为50-75%。
8.根据权利要求7所述的极耳焊接保护片,其特征在于,所述工作面(1)的长度和宽度分别为x、y,所述焊接区域(11)的长度和宽度分别为a、b,其中满足关系式:a/x=b/y,且a/x大于等于√2/2且小于等于√70/10。
9.根据权利要求1-3中任一项所述的极耳焊接保护片,其特征在于,所述极耳焊接保护片(100)上设有切角(3)。
10.一种电池的焊接结构,其特征在于,包括:
11.一种电池单体,其特征在于,包括:
12.一种储能装置,其特征在于,包括根据权利要求11所述的电池单体(200)。
13.一种用电设备,其特征在于,包括根据权利要求12所述的储能装置(300)。
技术总结
本发明公开了一种极耳焊接保护片、焊接结构、储能装置及用电设备。极耳焊接保护片的表面包括相背离的工作面和极耳贴面,极耳贴面用于连接电池单体的极耳,极耳贴面为磨砂面;工作面的部分区域为焊接区域以正对焊头,工作面于焊接区域为磨砂面。该极耳焊接保护片在超声焊接时,能够提高极耳与连接片的连接稳定性,同时降低生产成本。
技术研发人员:谢鹏飞,唐阳
受保护的技术使用者:厦门海辰储能科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!