软包电池封装工装及软包电池封装设备的制作方法
1.本发明属于锂电池制造设备技术领域,具体涉及一种软包电池封装工装及软包电池封装设备。
背景技术:
2.锂离子电池具有电压高、比能量高、循环使用次数多、存储时间长等优点,广泛应用于电动汽车、电动自行车以及电动工具等大中型电动设备方面,因此对锂离子电池的性能、成本要求越来越高。在离子电池中,按照封装材料的不同,主要分为软包电池和硬壳电池;软包电池相较于硬壳电池具备安全性好、质量轻、能量密度高、电化学性能良好、寿命长、可定制化强等优点。
3.软包电池一般采用铝塑膜作为封装层进行封装,在封装过程中,采用上下对合的封压件对其侧边以及顶部分别进行热压封装。在进行顶部热压封装时,由于顶部设置有正负极的极耳,由于极耳有一定的厚度,为了降低极耳对热压封装的不利影响,现有的做法是,在对进行顶部热压封装的封压件上对应于极耳的位置处设置矩形槽。但是,由于封压件自身是刚性部件,矩形槽的拐角处呈90
°
角,而铝塑膜质地柔软,矩形槽的拐角容易对铝塑膜造成划伤、破损等问题。
技术实现要素:
4.鉴于现有技术中的上述缺陷或不足,期望提供一种软包电池封装工装及软包电池封装设备,用以解决现有技术中,容易造成软包电池的封装层划伤、破损等问题。
5.第一方面,本发明提供一种软包电池封装工装,包括对合的第一封压件和第二封压件;
6.所述第一封压件和所述第二封压件相对侧均设置有至少两个极耳槽,且,第一封压件上的极耳槽与所述第二封压件上的极耳槽一一对应正对设置;
7.各所述极耳槽均为扩口槽,且所述扩口槽的侧面为一维面。
8.作为可实现方式,所述扩口槽的槽口宽度与待封装极耳的极耳胶的宽度相同;所述扩口槽的槽底宽度与所述待封装极耳的极耳本体的宽度相同。
9.作为可实现方式,各所述扩口槽的深度相同,且,所述深度根据以下关系式确定:
10.h≤y/2+(1-p)*z;
11.其中,h为所述深度,y为所述极耳本体的厚度,z为所述极耳本体一侧的所述极耳胶的厚度,p为热压封装熔胶率。
12.作为可实现方式,所述一维面为平面或弧面。
13.作为可实现方式,所述扩口槽的槽口和/或槽底的拐角处设置有倒圆。
14.作为可实现方式,所述第一封压件和所述第二封压件相对侧均设置有溢胶槽。
15.第二方面,本发明提供一种软包电池封装设备,包括上述的软包电池封装工装。
16.作为可实现方式,所述第一封压件和所述第二封压件中的至少一个,用于在竖直
方向相对地上下平动,以对软包电池进行顶部热压封装。
17.作为可实现方式,所述的软包电池封装设备还包括机架,所述机架包括下部支撑件,所述下部支撑件的两侧分别固定连接有侧向支撑件,所述侧向支撑件的上部固定连接有上部支撑件;
18.所述第一封压件固定连接于所述下部支持件上;
19.所述上部支撑件上固定连接有直线驱动器,所述第二封压体固定连接于所述直线驱动器的直线运动部件上;
20.所述侧向支撑件上分别设置有对射传感器。
21.作为可实现方式,所述的软包电池封装设备还包括机架,所述机架包括下部支撑件,所述下部支撑件的两侧分别固定连接有侧向支撑件,所述侧向支撑件的上部固定连接有上部支撑件;
22.所述下部支撑件上固定连接有直线驱动器,所述第一封压件固定连接于所述直线驱动器的直线运动部件上;
23.所述第二封压件固定连接于所述上部支持件上;
24.所述侧向支撑件上分别设置有对射传感器。
25.作为可实现方式,所述的软包电池封装设备还包括控制装置,所述控制装置响应于所述对射传感器的触发信号,用于限制所述第一封压件和所述第二封压件相向运动。
26.上述方案,通过将极耳槽设置为扩口槽,且所述扩口槽的侧面为一维面,则其槽口及槽底与槽侧壁之间的夹角均为钝角,避免了因存在尖锐的顶角造成软包电池的封装层划伤、破损等问题。另外,由于扩口槽的侧面为一维面,其可以使得封装后,电池顶部,特别是极耳位置处外形比较平滑。
附图说明
27.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
28.图1为现有技术中封头采用矩形极耳槽进行封装的成品电芯在极耳位置的照片图;
29.图2为软包电池制备过程结构示意图;
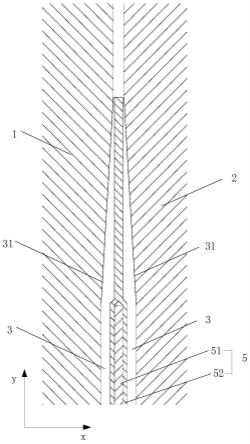
30.图3为本发明实施例提供的软包电池封装工装的全剖视图;
31.图4为图3的放大图i;
32.图5为极耳的主视图;
33.图6为图5的立体图;
34.图7为本发明实施例提供的软包电池封装设备结构示意图。
35.附图标记说明:
36.第一封压件-1;
37.第二封压件-2;
38.极耳槽-3,一维面-31;
39.极耳(待封装极耳)-5,耳本体-51,极耳胶-52;
40.裸电芯-6;
41.铝塑膜-7;
42.虚线-8;
43.待封装软包电池-9;
44.机架-10,下部支撑件-101,侧向支撑件-102,上部支撑件-103;
45.直线驱动器-11;
46.螺栓-12、15;
47.对射传感器-13;
48.连接板-14、17;
49.脚踏开关-16;
50.胶体-18。
具体实施方式
51.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与发明相关的部分。
52.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
53.本技术使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
54.软包电池一般是指通过质地柔软的封装层将正负极片层叠设置的裸电芯6包覆于内而形成的电池单体。
55.一般地,采用铝塑膜7作为封装层来对裸电芯6进行封装。铝塑膜7是由顺次层叠设置的尼龙层、铝箔层以及热熔粘结层,热熔粘结层的材料例如但不限于聚丙烯(polypropylene;简称为pp)、氯化聚丙烯(chlorinated polypropylene;简称为cpp)等。其中,尼龙层具有一定的强度,用于界定软包电池的外形并对内部的铝箔层等起到一定的保护作用;铝箔层用于阻挡空气中的水氧进入到软包电池内部,以保护电芯;热熔粘结层用于在封装时受热熔化,使对折的铝塑膜7粘接在一起。
56.如图2所示,在封装的过程中,首先,在铝塑膜7中冲压出用于安放裸电芯6的凹槽71;然后,将焊接了正负极的极耳(下文也可称之为待封装极耳)5的裸电芯6放置在该凹槽内,随后,将铝塑膜7对折,并对底边和顶部(也即引出正负极的极耳5的一侧)热压封装,使底边和顶部封闭,只留侧边敞开,此时,铝塑膜7形成了袋体的结构;再之后,从侧边处向袋体内注入电解液;再随后,对侧边进行热压封装,也即将裸电芯6密封在该袋体中形成电池单体。其中,图2中的虚线8示例性的表示底边、侧边以及顶部的热压封装位置,根据实际需要,热压封装位置可以有少许改动。
57.图1为现有技术中封头采用矩形极耳槽进行封装的成品电芯在极耳5位置的照片图,该成品电芯即由矩形槽的封压件进行封装,可见极耳5部位溢胶情况严重,其内部的极耳胶已经被压碎,导致溢胶,至少在极耳5外残留胶体18,该成品电芯在使用过程中出现漏
液、鼓包等情况的几率极高。
58.而在进行顶部热压封装时,由于顶部设置有正负极的极耳5,由于极耳5有一定的厚度,为了降低极耳5对热压封装的不利影响,以达到顶部封装紧密,且避免对封装层造成划伤、破损等问题,本发明采用了如下技术方案。
59.如图3、图4所示,第一方面,本发明提供一种软包电池封装工装,包括对合的第一封压件1和第二封压件2。
60.这里所说的对合是指两个部件可以沿着一方向相向的平动,也可以指两个部件可以相向转动;对合的两个部件可以对其二者之间放置的物体施加压力。
61.该示例中,对合的第一封压件1和第二封压件2采用的运动方式是,沿竖直方向,第一封压件1和第二封压件2可以相向的平动,以对其二者之间放置的软包电池的顶部进行热压封装(也可简称为顶封)。
62.其中,第一封压件1和第二封压件2可以采用导热性能优良的刚性部件,例如但不限于,第一封压件1和第二封压件2均可以采用铜制长条形部件,以利于加热部件产生的热量经过第一封压件1和第二封压件2传递到封装层,如铝塑膜7,使其热熔粘结层熔化以进行粘接。
63.为了对极耳5位置进行一定的避让,所述第一封压件1和所述第二封压件2相对侧均设置有至少两个极耳槽3,且,第一封压件1上的极耳槽3与所述第二封压件2上的极耳槽3一一对应正对设置。
64.例如,所述第一封压件1和所述第二封压件2相对侧均设置有两个极耳槽3,则可以对一个软包电池的顶部进行热压封装;若所述第一封压件1和所述第二封压件2相对侧均设置有四个极耳槽3,则可以同时对两个软包电池的顶部进行热压封装,以此类推可以设置很多数量的极耳槽3,以同时对多个软包电池的顶部进行热压封装,来提高工作效率。
65.在进行热压封装的过程中,软包电池的极耳5位于上下两个极耳槽3所围成的空间内,以避免极耳5自身的厚度对所述第一封压件1和所述第二封压件2形成支撑,而使极耳5之外的区域不能被所述第一封压件1和所述第二封压件2压到,或受的压力不足而导致顶部封装不够紧密,而造成漏液等问题。
66.为了顶部热压封装各处的连接比较均匀,且避免对封装层造成划伤破损等问题,各所述极耳槽3均为扩口槽,且所述扩口槽的侧面为一维面31。
67.扩口槽是指,槽的开口处的尺寸大于槽底的尺寸,且从开口处至槽底,尺寸逐渐减小。
68.这里所述的一维面31是指连续平滑的一个面,其相较于二维以上的面(如台阶面,一个台阶形成二维面,两个台阶形成三维面等),极耳5处的压接表面比较平滑,不会出现二维以上的面所出现的压痕。
69.总的来说,上述方案通过将极耳槽3设置为扩口槽,且所述扩口槽的侧面为一维面31,则其槽口及槽底与槽侧壁之间的夹角均为钝角,避免了因存在尖锐的顶角造成软包电池的封装层划伤、破损等问题。另外,由于扩口槽的侧面为一维面31,其可以使得封装后,电池顶部,特别是极耳5位置处外形比较平滑。
70.现有技术中的双极耳槽结构大致呈阶梯状,具有两个深度,主槽用于封印极耳本体51部位,副槽用于封印极耳胶52部位,但这种双极耳槽最终封印的效果,在电芯的铝塑膜
上都会有两条印痕(内外槽或主副槽的拐角处都会有印痕),影响美观。
71.相较于现有技术中的双极耳槽设计,本发明中的极耳槽采用扩口槽设计,且侧面为一维面结构,其可归属于单极耳槽类型,成品电芯封印处的极耳两侧边缘各只有一条明显的纵向压痕,该压痕大致与极耳胶的外侧边缘重合。压痕内侧(极耳本体51和极耳胶52的整体投影位置)的封装效果平整饱满,没有与极耳本体51边缘重合的压痕,整体美观性好。并且,极耳胶52封印两侧边缘压痕处的铝塑膜完好无破损,极耳胶52也没有破碎现象。
72.经过多次试验验证,成品电芯的极耳封印部位与非极耳部位均符合要求。封印熔胶均匀,手动撕开铝塑膜后,极耳两面的熔胶外观均呈乳白色,为理想的封装状态。
73.作为可实现方式,另参见图5、图6所示,所述扩口槽的槽口宽度与待封装极耳5的极耳胶52的宽度w2相同;所述扩口槽的槽底宽度与所述待封装极耳5的极耳本体51的宽度w1相同。
74.其中,本文所指的厚度方向为图4中x轴方向,宽度方向为图4中y轴方向。
75.本领域技术人员知悉,极耳5一般包括极耳本体51,以及围绕在极耳本体51部分区域的极耳胶52。那么极耳5的最宽部位为极耳胶52的宽度w2,最窄部位为极耳本体51的宽度w1。
76.极耳本体51一般为金属片,例如但不限于,正极的极耳本体51可以为铝片;负极的极耳本体51可以为镍片,或表面镀镍的铜片等。
77.极耳胶52可以为pp或cpp等。
78.通过将扩口槽的槽口宽度设置为与待封装极耳5的极耳胶52的宽度相同;将扩口槽的槽底宽度设置为与所述待封装极耳5的极耳本体51的宽度相同,在热压封装过程时,所述第一封压件1和所述第二封压件2相向运动以闭合压住铝塑膜7,作为极耳槽3的所述扩口槽对应压在极耳5位置,且所述扩口槽的槽口边缘位置与极耳胶52边缘位置重合,确保在加热熔胶的过程中,极耳胶52与铝塑膜7胶均匀相熔,确保极耳5处与非极耳5处封装熔胶时,没有留出多余空间使熔胶不饱满造成封印褶皱问题或极耳槽3边缘压住极耳5边缘造成压极耳5短路问题或极耳槽3边缘压在极耳胶52上造成熔胶时向两侧有多余溢胶,影响封装厚度及封印外观等问题。
79.作为可实现方式,各所述扩口槽的深度相同,且,所述深度根据以下关系式确定:
80.h≤y/2+(1-p)*z;
81.其中,h为所述深度,y为所述极耳本体51的厚度,z为所述极耳本体51一侧的所述极耳胶52的厚度,p为热压封装熔胶率。
82.优选地,h=y/2+(1-p)*z,极耳槽3采用此深度,可以最大限度的提高顶部热压封装的密封效果。
83.采用上述极耳槽3深度,在软包电池的顶部热压封装后,软包电池顶部边缘对应于极耳5位置处的总厚度即为:
84.d=y+[(z+x1)-(z+x1)*p]*2+(x-x1)*2;
[0085]
其中,d为所述总厚度,x1为铝塑膜7中热熔粘结层的厚度,x为铝塑膜7的厚度。
[0086]
需要说明的是,热压封装熔胶率p是指铝塑膜7中热熔粘结层以及极耳胶52在热压封装过程中的熔化率,热压封装熔胶率p可以根据实际需要确定,并可根据热压的温度以及时间来进行调整,其可以到不限于为25%、30%、35%等。
[0087]
例如但不限于,极耳本体51厚度为0.2mm,极耳本体51两侧的极耳胶52厚度均为0.1mm,铝塑膜7的厚度为0.152mm,铝塑膜7中热熔粘结层(也即pp层或cpp层)的厚度为0.08mm,热压封装熔胶率p为30%,那么软包电池顶部边缘对应于极耳5位置处的总厚度d=0.2+[(0.1+0.08)-(0.1+0.08)*30%]*2+(0.152-0.08)*2=0.596mm。
[0088]
作为可实现方式,所述一维面31为平面或弧面。
[0089]
在一维面31为平面的情况下,极耳槽3的横截面形状则为梯形,优选为等腰梯形。
[0090]
在以为平面为弧面的情况下,极耳槽3的横截面为类梯形结构,也即将梯形平直的腰,替换为了弧线腰。
[0091]
上述的弧面可以为圆弧面、椭圆弧面等平滑曲线形成的弧面。
[0092]
作为可实现方式,所述扩口槽的槽口和/或槽底的拐角处设置有倒圆。例如,倒圆角的尺寸可为0.5mm,但不限于此。
[0093]
通过在拐角处设置倒圆,可以使拐角处过渡更加平滑,进一步降低热压封装过程中,造成铝塑膜7划痕或破损的情况发生,进而避免因铝塑膜7破损而造成漏液,导致该软包电池报废的问题发生。
[0094]
此外,由于拐角处平滑,则热压封装后,软包电池对应部位的外形同样平滑规整,可以提高产品的外观美观性。
[0095]
作为可实现方式,所述第一封压件1和所述第二封压件2相对侧均设置有溢胶槽。
[0096]
通过在所述第一封压件1和所述第二封压件2相对侧设置溢胶槽,可以使热压封装过程中,铝塑膜7中多余的熔胶(也即熔化的pp或cpp)从溢胶槽中排出,防止溢出的熔胶残留在所述第一封压件1和所述第二封压件2上。
[0097]
第二方面,另参见图7所示,本发明提供一种软包电池封装设备,包括上述的软包电池封装工装。
[0098]
作为可实现方式,所述第一封压件1和所述第二封压件2中的至少一个,用于在竖直方向相对地上下平动,以对软包电池进行顶部热压封装。
[0099]
作为可实现方式,所述的软包电池封装设备还包括机架10,所述机架10包括下部支撑件101,所述下部支撑件101的两侧分别固定连接有侧向支撑件102,所述侧向支撑件102的上部固定连接有上部支撑件103。
[0100]
所述第一封压件1固定连接于所述下部支撑件101上。
[0101]
下部支撑件101例如但不限于为支撑平台,在该支撑平台上的连接板14通过螺栓15固定连接第一封压件1。
[0102]
所述上部支撑件103上固定连接有直线驱动器11,所述第二封压件2固定连接于所述直线驱动器11的直线运动部件上。
[0103]
其中,直线驱动器11可以为气压缸、液压缸、电动推杆、丝杠机构、齿轮齿条机构等,该示例中以气压缸为例。气压缸的缸体固定在上部支撑件103上,气压缸的活塞杆上固定连接板17,连接板17通过螺栓12固定连接第二封压件2。
[0104]
为了防止人工在向所述第一封压件1和所述第二封压件2之间放置待封装软包电池时,所述第一封压件1和所述第二封压件2意外动作,而造成工作人员被夹伤,在在所述侧向支撑件102上分别设置有对射传感器13。
[0105]
在人工向所述第一封压件1和所述第二封压件2之间放置待封装软包电池时,工作
人员的手、臂会遮挡住对射传感器13,对射传感器13可以是红外线对射传感器13或光栅传感器等;此时,即使控制所述第一封压件1和所述第二封压件2相向运动的开关被触发,则所述第一封压件1和所述第二封压件2也不会相对运动,以对工作人员进行保护。只有在对射传感器13不被遮挡时,控制所述第一封压件1和所述第二封压件2相向运动的开关被触发后,所述第一封压件1和所述第二封压件2才相向运动,以进行热压封装。
[0106]
其中,控制所述第一封压件1和所述第二封压件2相向运动的开关可以为脚踏开关16,采用脚踏开关16可以解放工作人员的双手,是其可以更好的向所述第一封压件1和所述第二封压件2之间放置待封装软包电池9。
[0107]
上述示例中,是第二封压件2向下运动,第一封压件1固定不动,以实现第二封压件2与第一封压件1的对合来对待封装软包电池进行热压封装,当然,在其他示例中,还可以是第一封压件1向上运动,第二封压件2保持不动,具体地,所述的软包电池封装设备还包括机架10,所述机架10包括下部支撑件101,所述下部支撑件101的两侧分别固定连接有侧向支撑件102,所述侧向支撑件102的上部固定连接有上部支撑件103。
[0108]
所述下部支撑件101上固定连接有直线驱动器11,所述第一封压件固定连接于所述直线驱动器11的直线运动部件上。
[0109]
所述第二封压件固定连接于所述上部支持件上。
[0110]
所述侧向支撑件102上分别设置有对射传感器13。
[0111]
该示例中与上述各示例相同的结构参见上述示例,这里不在赘述。
[0112]
作为可实现方式,所述的软包电池封装设备还包括控制装置,所述控制装置响应于所述对射传感器13的触发信号,用于限制所述第一封压件1和所述第二封压件2相向运动。
[0113]
控制装置可以包括单片机、可编程逻辑控制器(programmable logic controller;简称为plc)等,其内固化有软件程序,在对射传感器13被触发时,也即对射传感器13被遮挡时,其向控制装置发送触发信号,控制装置接收到该触发信号后,限制所述第一封压件1和所述第二封压件2相向运动,即,即使踩下上述的脚踏开关,所述第一封压件1和所述第二封压件2也保持静止不动,以对工作人员进行保护。
[0114]
需要理解的是,上文如有涉及术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0115]
以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1