一种电堆单体的快速压紧结构的制作方法
本发明涉及电堆单体,具体涉及一种电堆单体的快速压紧结构。
背景技术:
1、铝空电池发展迅速,具有比功率高、比能量高、寿命长以及环保等优点,在燃料电池领域成为研究热点,是一种非常有发展前景的燃料电池。虽然铝电池发展迅速,但是仍然存在一些技术性问题尚未解决,现有电堆单体的密封压紧技术局限在铝电极组合与下壳体间采用螺栓连接,大量螺栓的使用造成了工序繁琐、拆装复杂的问题,严重影响电堆单体拆装效率。
2、因此,如何实现电堆单体的快速压紧和拆卸已成为一个提高电堆单体质量的重要方向。
技术实现思路
1、本发明为了解决现有技术中的问题,提供一种电堆单体的快速压紧结构。
2、为解决上述技术问题,本发明采用如下技术方案:
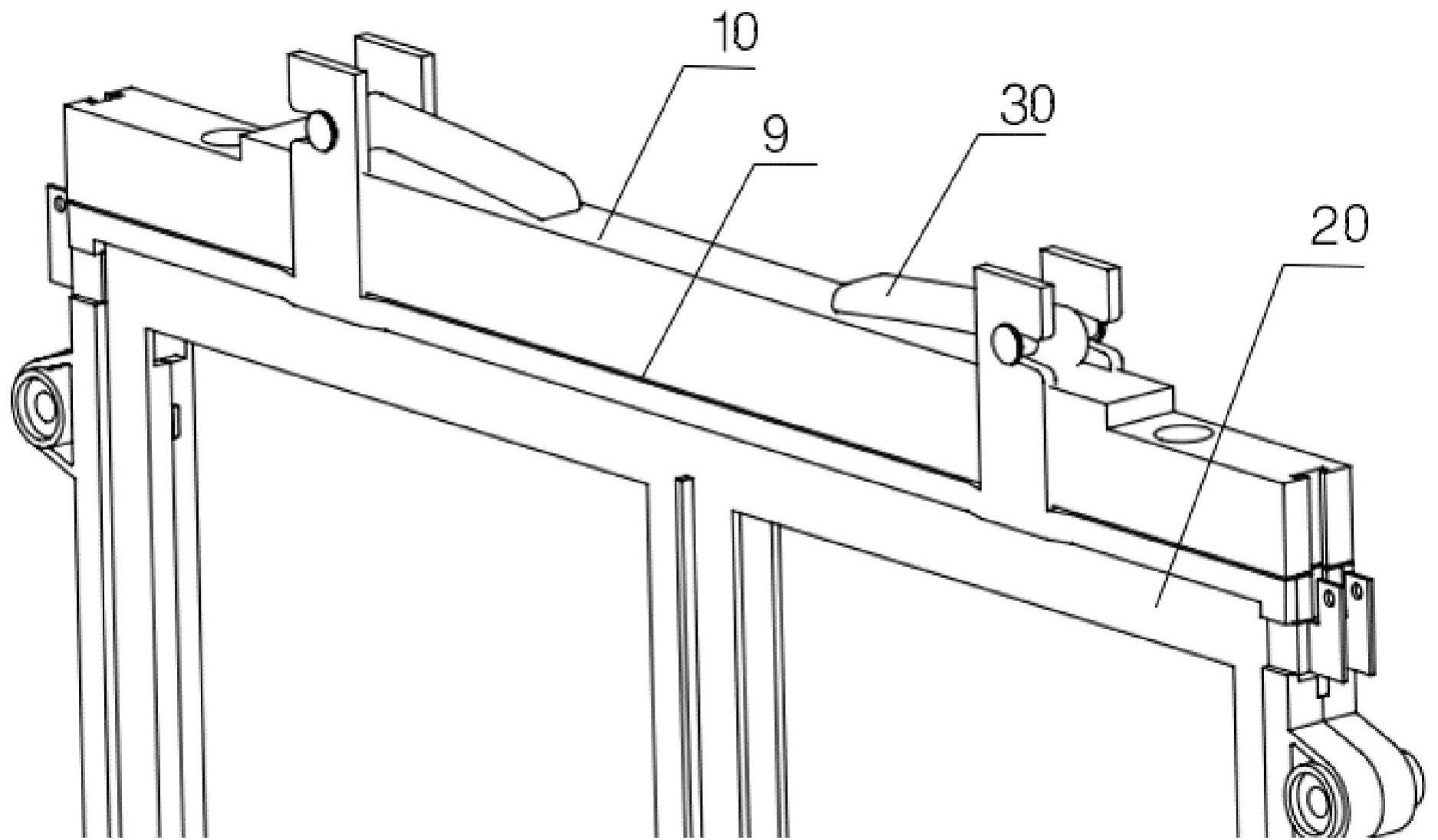
3、一种电堆单体的快速压紧结构,包括铝电极组合与下壳体,下壳体上设有铝电极组合安装位,铝电极组合安装在铝电极组合安装位处,所述快速压紧结构包括铝电极组合与下壳体之间设置的一个或多个快速压紧单元;以铝电极组合安装位的长度方向为前后方向,快速压紧单元沿铝电极组合安装位的前后方向排布;
4、快速压紧单元包括挂耳和凸轮手柄,挂耳两个为一组并与下壳体固定连接,挂耳在铝电极组合安装位的前后两侧相对布置并向上延伸,挂耳的上部设有带槽口的转轴孔;凸轮手柄包括凸轮部和手柄部,在凸轮部的圆心处设有向前后伸出的圆柱轴,圆柱轴通过挂耳的槽口进入转轴孔,并与转轴孔转动配合;
5、凸轮手柄以转轴孔为圆心进行正向或反向旋转,使其凸轮部压紧或松开铝电极组合。
6、进一步的,所述快速压紧单元沿铝电极组合安装位的前后方向排布有两个。
7、进一步的,所述下壳体在铝电极组合安装位处设有沿前后方向延伸的凸台,铝电极组合上与凸台对应位置设有相配合的凹槽。
8、进一步的,所述凸台为方框型。
9、进一步的,所述铝电极组合与铝电极组合安装位间设有弹性密封圈。
10、进一步的,所述铝电极组合的左右两侧与挂耳对应位置设有卡槽,卡槽的形状与挂耳配合。
11、进一步的,所述槽口向转轴孔一侧具有向下的斜度。
12、进一步的,所述圆柱轴的端部设有圆台。
13、进一步的,所述凸轮手柄的凸轮部具有以下结构:凸轮部的边缘具有松开位和压紧位,从松开位至压紧位,凸轮边缘至圆心的厚度先逐渐变大,然后再变小。
14、本发明的有益效果:
15、1、本发明利用凸轮手柄的压紧作用,使电堆单体上下两部分可靠连接,并且能够实现快速拆装。
16、2、本发明同时在壳体和铝电极组合之间设置凸台及凹槽配合,两者互相匹配,结构严谨,加上凸轮手柄的作用,使得电堆单体上下两部分可靠连接。
17、3、本发明在槽口设计了一定的斜度(槽口向转轴孔一侧具有向下的斜度),可起到防滑脱的作用。
18、本发明在圆柱轴的端部设有圆台,圆台也具有可靠的防滑脱功能。
19、4、本发明凸轮手柄的凸轮部具有以下结构:凸轮部的边缘具有松开位和压紧位,从松开位至压紧位,凸轮边缘至圆心的厚度先逐渐变大,然后再变小。通过该设计,在压紧过程中凸轮手柄所能下压的最大行程比最终压紧行程略大,即压紧过程中会出现从过度压紧压状态到正常压紧状态的过渡过程,从而能够防止压紧后出现非人为干预的回弹现象。
20、5、本发明中铝电极组合与下壳体间设有弹性密封圈,在压紧与松开过程中,弹性密封圈起到了很好的弹性缓冲和密封作用。
21、6、本发明的方案能够摆脱螺栓的使用,大大简化拆装工序,实现电堆单体的快速密封压紧,提高电堆单体的拆装效率,同时使得电堆单体上下两部分可靠连接,进而提高电堆质量。
技术特征:
1.一种电堆单体的快速压紧结构,包括铝电极组合与下壳体,下壳体上设有铝电极组合安装位,铝电极组合安装在铝电极组合安装位处,其特征在于:所述快速压紧结构包括铝电极组合与下壳体之间设置的一个或多个快速压紧单元;以铝电极组合安装位的长度方向为前后方向,快速压紧单元沿铝电极组合安装位的前后方向排布;
2.根据权利要求1所述的电堆单体的快速压紧结构,其特征在于:所述快速压紧单元沿铝电极组合安装位的前后方向排布有两个。
3.根据权利要求1所述的电堆单体的快速压紧结构,其特征在于:所述下壳体在铝电极组合安装位处设有沿前后方向延伸的凸台,铝电极组合上与凸台对应位置设有相配合的凹槽。
4.根据权利要求3所述的电堆单体的快速压紧结构,其特征在于:所述凸台为方框型。
5.根据权利要求3所述的电堆单体的快速压紧结构,其特征在于:所述铝电极组合与铝电极组合安装位间设有弹性密封圈。
6.根据权利要求1所述的电堆单体的快速压紧结构,其特征在于:所述铝电极组合的左右两侧与挂耳对应位置设有卡槽,卡槽的形状与挂耳配合。
7.根据权利要求1所述的电堆单体的快速压紧结构,其特征在于:所述槽口向转轴孔一侧具有向下的斜度。
8.根据权利要求1所述的电堆单体的快速压紧结构,其特征在于:所述圆柱轴的端部设有圆台。
9.根据权利要求1所述的电堆单体的快速压紧结构,其特征在于:所述凸轮手柄的凸轮部具有以下结构:凸轮部的边缘具有松开位和压紧位,从松开位至压紧位,凸轮边缘至圆心的厚度先逐渐变大,然后再变小。
技术总结
本发明公开了一种电堆单体的快速压紧结构,包括铝电极组合与下壳体,下壳体上设有铝电极组合安装位,铝电极组合安装在铝电极组合安装位处。快速压紧结构包括铝电极组合与下壳体之间设置的一个或多个快速压紧单元;快速压紧单元包括挂耳和凸轮手柄,挂耳两个为一组并与下壳体固定连接,挂耳的上部设有带槽口的转轴孔;凸轮手柄包括凸轮部和手柄部,在凸轮部的圆心处设有向前后伸出的圆柱轴,圆柱轴通过挂耳的槽口进入转轴孔,并与转轴孔转动配合。本发明的方案能够摆脱螺栓的使用,大大简化拆装工序,实现电堆单体的快速密封压紧,提高电堆单体的拆装效率,同时使得电堆单体上下两部分可靠连接,进而提高电堆质量。
技术研发人员:张艳娜,冯天培,刘保银,李小丽,王瑞智,孔敏,杨康鹏,翟兆岩
受保护的技术使用者:郑州佛光发电设备股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!