用于引线组件的端子件和引线组件的制作方法
1.本实用新型涉及用于引线组件的端子件和引线组件。
背景技术:
2.小型电机是工厂自动化、家庭生活自动化、办公自动化等各个领域广泛应用的重要基础产品,常用小型电机按照引线的联接方式不同分为有引线电机和无引线电机。有引线电机是指电机的相应端子件上设置有引线,用于向电机的定子绕组提供电流。无引线电机则是电机上只有连接器端口,引线作为单独部分通过匹配接口与电机连接。
3.无引线电机消除了因焊接导致的漏焊、虚焊、粘接短路、锡渣、锡珠等不良带来的风险。但现有的无引线电机的外部引线组件具有如下缺点:
4.1.引线组件生产时需要外购其他厂家的不同颜色的引线、端子件、端子连接装置。引线两端端部需要剥皮裸露约2mm芯线,然后搪锡,其次压接端子件,最后按引线颜色序号要求装入端子连接装置。生产过程繁琐,效率低下、成本高。
5.2.现有的引线组件和电机的装配,可靠性差,在拖拽引线的过程中,引线组件或引线组件的引线易脱落,发生接触不良,影响电机正常运转。
6.因此,需要一种改进的用于无引线电机的引线组件,以及包括引线组件的电机组件,其能够至少部分地克服现有技术中的缺陷。
技术实现要素:
7.本实用新型旨在克服现有技术中的上述问题的至少一些。
8.根据本实用新型的一个方面,提供了一种用于引线组件的端子件,所述端子件具有纵向方向,所述端子件包括:至少一对刺破部,所述至少一对刺破部布置成垂直于所述端子件的纵向方向,每对刺破部的两个刺破部彼此相对齐且间隔开,在其间限定适于接纳引线的开槽;结合体部,所述结合体部与所述至少一对刺破部在所述端子件的纵向方向上间隔开,所述结合体部包括结合体部基底和从所述结合体部基底延伸的一对连接结合部,所述一对连接结合部彼此间隔开,适于在其间接纳接线柱;端子件体部,所述端子件体部将所述至少一对刺破部和所述结合体部相连接。
9.根据本实用新型的一个或多个实施例,所述端子件是一体成型金属件。
10.根据本实用新型的一个或多个实施例,所述至少一对刺破部包括第一对刺破部和第二对刺破部,所述第一对刺破部和所述第二对刺破部在所述端子件的纵向方向上间隔开,所述端子件体部将所述第一对刺破部和所述第二对刺破部相连接。
11.根据本实用新型的一个或多个实施例,所述第一对刺破部、所述第二对刺破部和所述结合体部沿所述端子件的纵向方向布置并相互间隔开。
12.根据本实用新型的一个或多个实施例,所述至少一对刺破部的每对刺破部是彼此相对齐的一对板状部,所述一对板状部在所述端子件的侧向方向上彼此间隔开,在其间限定所述开槽,所述开槽适于接纳沿着所述端子件的纵向方向延伸的所述引线。
13.根据本实用新型的一个或多个实施例,所述一对板状部之间的间隔小于所述引线的内部芯线的直径,从而在所述引线被接纳在所述一对板状部之间的开槽内时,所述板状部能刺破所述引线的外部皮,并且与所述引线的内部芯线过盈配合且电导通。
14.根据本实用新型的一个或多个实施例,所述一对板状部之间的间隔从所述开槽的槽口到所述开槽的槽底渐缩。
15.根据本实用新型的一个或多个实施例,所述一对连接结合部从所述结合体部基底沿所述端子件的纵向方向背离所述至少一对刺破部延伸。
16.根据本实用新型的一个或多个实施例,所述一对连接结合部在所述端子件的侧向方向上彼此间隔开,所述结合体部包括在所述结合体部基底和所述一对连接结合部之间的向内倾斜部,从而所述一对连接结合部之间的间隔小于所述结合体部基底的宽度。
17.根据本实用新型的一个或多个实施例,所述一对连接结合部之间的间隔小于所述接线柱的宽度,从而在所述一对连接结合部接纳所述接线柱时在所述一对连接结合部与所述接线柱之间形成过盈配合。
18.根据本实用新型的一个或多个实施例,所述一对连接结合部的相对表面上设置有朝向彼此的突起。
19.根据本实用新型的一个或多个实施例,所述一对连接结合部设置有朝向彼此延伸的端部。
20.根据本实用新型的一个或多个实施例,所述端子件是通过冲压和弯折工艺形成的一体成型金属件。
21.根据本实用新型的一个方面,提供了一种引线组件,包括:多根引线;多个端子件,各所述端子件的所述至少一对刺破部接纳所述多根引线中的一根引线;端子连接装置,所述端子连接装置限定多个容置腔,各所述端子件安装在所述多个容置腔之一中。
22.根据本实用新型的一个或多个实施例,各所述多个容置腔包括多个纵向限位部,用于限定所述端子在所述容置腔中的纵向方向位置。
23.根据本实用新型的一个或多个实施例,各所述多个容置腔包括第一侧限位部和第二侧限位部,用于限定所述端子在所述容置腔中的侧向方向位置。
24.根据本实用新型的一个或多个实施例,所述端子连接装置包括与所述端子件的纵向方向相垂直的多个孔,所述多个孔适于接纳多根接线柱,每根所述接线柱与一个所述端子件的所述一对连接结合部相接合。
25.根据本实用新型的一个或多个实施例,所述引线组件的所述多根引线是排线的形式,从所述排线的最外侧引线到中间引线,所述排线的引线长度递减。
附图说明
26.图1示出了根据本实用新型的一个或多个实施例的电机组件的视图,其中电机组件的引线出线方向为水平方向,即电机径向方向;
27.图2是图1的电机组件的分解视图;
28.图3是图1的电机组件的剖视图,图4是图3的3a部分的放大视图;
29.图5-11示出了引线组件及其各部件的具体结构,其中图5是引线组件的分解视图,图6是引线组件的单个端子件的放大视图,图7是引线组件的端子件和端子连接装置的组装
视图,图8是单个端子件的端视图,图9是引线与端子件的配合视图,图10是引线组件的局部顶视图,图11是引线组件的局部立体视图;
30.图12示出了根据本实用新型的一些实施例的电机组件,其中引线组件局部沿着接线柱的引线结合部剖开,以示出内部结构;
31.图13和图14示出了接线柱与端子件的连接,其中图13示出了引线组件插接到电机之前接线柱与端子件的位置关系,图14示出了接线柱与端子件之间的装配关系;
32.图15示出了根据本实用新型的另外一个或多个实施例的电机组件的视图,其中电机组件的引线出线方向为垂直方向,即电机轴向方向;
33.图16是图15的电机组件的分解视图;
34.图17示出了图15的电机组件的剖视图,图18是图17的17a部分的放大视图;
35.图19-25示出了引线组件及其各部件的具体结构,其中图19是引线组件的分解视图,图20是引线组件的单个端子件的放大视图,图21是引线组件的多个端子件和端子连接装置的组装视图,图22是单个端子件的端视图,图23是引线与端子件的配合视图,图24是引线组件的局部顶视图,图25是引线组件的局部立体视图;
36.图26和27示出了根据本实用新型的一些实施例的电机组件,其中图26的引线组件沿着接线柱的引线结合部局部剖开,以示出内部结构,图27的引线组件仅示出了一个端子件,以示出端子件与接线柱之间的连接;
37.图28和图29示出了接线柱与端子件的连接,其中图28示出了引线组件插接到电机之前接线柱与端子件的位置关系,图29示出了接线柱与端子件的装配关系;
38.图30示出了根据本实用新型的一些实施例的端子件带料;
39.图31示出了端子件带料安装到端子连接装置在安装之前的位置关系;
40.图32-33示出了根据本实用新型的一些实施例的电机组件的定子线圈组件和引线组件;
41.图34-37示出了引线组件的引线的冲裁和安装,其中图34示出了利用冲裁冲头来冲裁引线的示意图,图35示出了冲裁冲头的立体图和底视图,图36示出了冲裁后的引线的视图,图37示出了冲裁后的引线安装到端子连接装置和端子件的视图;
42.图38-40示出了根据本实用新型的一些实施例的端子连接装置的防松脱结构,其中图38示出了端子连接装置的立体视图,图39示出了端子连接装置的顶视图,图40示出了端子连接装置和保护壳的装配剖视图;
43.图41-45示出了根据本实用新型的另外一些实施例的端子连接装置的防松脱结构;
44.图46-47示出了根据本实用新型的另外一些实施例的端子连接装置的防松脱结构,其中图46示出了端子连接装置和保护壳的装配图,图47示出了端子连接装置和保护壳的分解视图;
45.图48示出了根据本实用新型的一些实施例的电机组件的局部剖视图;
46.图49示出了根据本实用新型的一些实施例的电机的剖视图;
47.图50示出了根据本实用新型的一些实施例的定子线圈组件的绕线工艺。
具体实施方式
48.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
49.除非另作定义,此处使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
50.本文所称的“轴向”、“轴向方向”是指沿着电机的轴线或转轴的方向,而“径向”、“径向方向”是指相对于电机的轴线或转轴的径向方向,即垂直于电机的轴线,从电机的轴线发散的方向。本文所称的端子件的“纵向”、“纵向方向”是指端子件的主要延伸方向,也是端子件所接纳的引线的延伸方向。端子件的“侧向”、“侧向方向”是相对于端子件的纵向方向而言的,是端子件所接纳的引线两侧的方向,也是端子件的每对刺破部相互间隔开的方向。
51.图1示出了根据本实用新型的一个或多个实施例的电机组件的视图,其中电机组件的引线出线方向为水平方向,即电机径向方向。该电机组件包括电机10和引线组件100。电机10包括电机本体和安装至该电机本体的接线柱组件160。该接线柱组件160用于接纳引线组件100。图2是图1的电机组件的分解视图。如图所示,电机本体包括机壳组件12、弹簧片14、定子线圈组件16、上极板固定板组件18、转子组件20、传动齿轮组件22、盖板24。电机本体的具体结构及其操作是本领域常规的,在此不再赘述。在根据本实用新型的其它实施例中,电机本体可以具有任何合适的结构。引线组件100包括多个端子件110、端子连接装置130和引线150。接线柱组件160包括接线柱170、保护壳180和端子台190。
52.图3示出了图1的电机组件的剖视图,图4是图3的3a部分的放大视图。如图所示,接线柱170安装在定子线圈组件16的端子台190上,例如穿过端子台190的相应孔安装。接线柱170包括在其一端的引线结合段172和在另一端的绕线段178。接线柱170在引线结合段172和绕线段178之间两处弯折,使得引线结合段172和绕线段178基本平行且沿电机的径向向外方向延伸。例如,接线柱170可以如下方式进行配置:在接线柱170沿电机的径向方向插入端子台190的相应孔之后,先将接线柱170在端子台190内侧的部分紧贴端子台向上折弯90度,再在距离端子台190一距离处沿径向向外折弯90度。接线柱170的引线结合段172穿过保护壳180上的插针孔伸出。
53.如图4所示,接线柱170的引线结合段172与端子件110接合并电连通。接线柱170的绕线段178与来自定子线圈组件16的导线(未示出)电连接。因此,接线柱170的引线结合段172通过端子件110与引线组件100的引线150电连通,接线柱170的绕线段178与定子线圈组件16电连通,从而电流从引线组件100的引线150,经由端子件110、接线柱170而到达定子线圈组件16,从而驱动电机运转。
54.图5-11示出了引线组件100及其各部件的具体结构,其中图5是引线组件100的分解视图,图6是引线组件100的单个端子件110的放大视图,图7是引线组件100的端子件110和端子连接装置130的组装视图,图8是单个端子件110的端视图,图9是引线150与端子件110的配合视图,图10是引线组件100的局部顶视图,图11是引线组件100的局部立体视图。
55.如图所示,引线组件100包括多根引线150、多个端子件110和端子连接装置130。各端子件110包括端子件体部112、两对刺破部和一对结合体部。端子件体部112沿端子件的纵向延伸,即其延伸方向基本平行于端子件110所接纳的引线延伸方向。第一对刺破部114a、114b和第二对刺破部116a、116b相互平行且沿端子件的纵向间隔开。第一对刺破部114a、114b和第二对刺破部116a、116b分别从端子件体部112沿与端子件的纵向方向相垂直的第一方向(即图6中的向上方向)延伸。在一些实施例中,第一对刺破部114a、114b和第二对刺破部116a、116b分别从端子件体部112在纵向方向上的第一端和第二端沿与端子件的纵向方向相垂直的第一方向延伸。如图所示,每对刺破部是一对板状部,该一对板状部在端子件的侧向方向上彼此间隔开且彼此对齐,在其间限定开槽。第一对刺破部114a、114b的开槽和第二对刺破部116a、116b的开槽沿端子件110的纵向对齐,从而两个开槽能够共同接纳沿端子件110的纵向延伸的一根引线。一对结合体部120a、120b从端子件体部112的两侧沿与端子件的纵向相垂直的第二方向(即图6中的向下方向)延伸。各结合体部具有在其纵向方向的第一端(即图6的左端)的第一端定位部124c和在其纵向方向的第二端(即图6的右端)的第二端定位部124d。各结合体部120a、120b还分别具有在其第一端附近的连接结合部122a、122b。在如图所示的实施例中,第一对刺破部114a、114b和第二对刺破部116a、116b从端子件体部112的延伸方向(即第一方向)与一对结合体部120a、120b从端子件体部112的延伸方向(即第二方向)基本相反。在根据本实用新型的另一些实施例中,第一方向和第二方向不限于是相反的方向,而可以彼此成一定角度。在图示的实施例中,端子件110是通过冲压和弯折形成的一体成型金属件。在其他实施例中,端子件110可以通过其它合适的工艺形成。
56.图7是引线组件100的端子件110和端子连接装置130的组装视图,其中为清楚显示,多个端子件中的一个端子件110未安装到端子连接装置130中,处于与端子连接装置130相分离的位置。端子连接装置130包括端子连接装置本体132和多个间隔部134。端子连接装置本体132和多个间隔部134共同限定多个容置腔,每个容置腔用于接纳一个端子件110。端子连接装置130还包括在分别在各容置腔的第一端和第二端的第一端限位部136c和第二端限位部136d。端子连接装置130还包括在分别在各容置腔的第一侧和第二侧的第一侧限位部138a和第二侧限位部138b。在如图所示的实施例中,端子连接装置130包括5个容置腔,用于接纳5个端子件110。在其它实施例中,端子连接装置可以包括任何其它合适数量的容置腔,用于接纳对应数量的端子件。例如,端子连接装置可以包括2、3、4、6、7、8、9或10个容置腔,用于接纳对应数量的端子件。当端子件110配合在端子连接装置130的容置腔中时,端子连接装置130的对应容置腔的第一端限位部136c和第二端限位部136d分别与端子件110的第一端定位部124c和第二端定位部124d相接合,从而限定端子件110在容置腔中的纵向位置。同时,端子连接装置130的容置腔的第一侧限位部138a和第二侧限位部138b分别与端子件110的一对结合体部120a、120b相接合,从而限定端子件110在对应容置腔中的侧向位置。因此,端子连接装置130能够将多个端子件110适当地固定定位。
57.如图8所示,第一对刺破部114a、114b的两个板状部在侧向方向上彼此间隔开,在
其间形成一开槽。两个板状部在开槽的槽口处的间距为d1。两个板状部的相对边沿具有一倾斜角,使得从开槽的槽口至槽底,两个板状部之间的间距逐渐变小或渐缩。在一些实施例中,d1小于或略小于引线150的内部芯线的直径。第二对刺破部116a、116b与第一对刺破部114a、114b基本相同,在此不再赘述。在一些实施例中,两个板状部的相对边沿的倾斜角为2
°‑5°
。在另一些实施例中,两个板状部的相对边沿的倾斜角为约3
°
。
58.如图9所示,由于在开槽的槽口处,各对刺破部的两个板状部之间的间距d1小于或略小于引线150的内部芯线的直径,当将引线150压入各对刺破部的两个板状部之间的开槽时,板状部的上沿刺破引线150的外部橡胶皮,从而板状部与引线150的内部芯线相接触(过盈配合)并电导通。
59.在引线组件100的装配过程中,首先利用工装将多个端子件110一次性分别过盈压入端子连接装置130的多个容置腔中。如上所述,此时端子连接装置130的对应容置腔的第一端限位部136c和第二端限位部136d分别与端子件110的第一端定位部124c和第二端定位部124d相接合,从而限定端子件110在容置腔中的纵向位置。同时,端子连接装置130的容置腔的第一侧限位部138a和第二侧限位部138b分别与端子件110的一对结合体部120a、120b相接合,从而限定端子件110在对应容置腔中的侧向位置。因此,多个端子件110被端子连接装置130适当地固定定位。同时,端子连接装置130的多个间隔部134确保多个端子件110之间彼此绝缘,防止电路短路。
60.然后,使用压接工装将多根引线150压入位于端子连接装置130的多个容置腔中的多个端子件110。如上所述,端子件110的刺破部的板状部之间的间距d1小于或略小于引线150的内部芯线的直径,当将引线150压入板状部之间的开槽时,板状部的上沿刺破引线150的外部橡胶皮,从而板状部与引线150的内部芯线相接触(过盈配合)并电导通。端子件110的刺破部的板状部之间的间距d1以及板状部的相对边沿的倾斜角可以被适当地选择,从而能以适当的力将引线150压入到端子件110中,使得引线150过盈配合在端子件110的刺破部的开槽内。这样既能方便快捷地安装引线,同时能确保引线150与端子件110之间的稳固机械连接和电连接。
61.在图示的实施例中,端子件110包括第一对刺破部114a、114b和第二对刺破部116a、116b。使用两对刺破部的好处是:相对于一对刺破部,使用两对刺破部,在引线压入并刺破时更加平稳,电连接更可靠。另外,在需要将多根引线一次性压入端子件,例如在多根引线是排线形式时,端子件的两对刺破部可以使得同时压入多根引线的压接和刺破更可靠。在图示的实施例中,端子件110包括两对刺破部,然而本发明不限于此。在其它一些实施例中,端子件110可以包括其它数量的刺破部对,例如一对刺破部。
62.如图10和11所示,端子连接装置130的各容置腔设置有倒角142,以有助于将引线150压入。端子连接装置130的两侧上还设置有倒角144和倒角146,以有助于将引线组件100装配到电机组件。在根据本实用新型的另一些实施例中,倒角142、倒角144和倒角146不是必须的,端子连接装置可以不包括倒角142、倒角144和倒角146中的一个或多个。
63.图12示出了根据本实用新型的一些实施例的电机组件,其中引线组件100沿着接线柱170的引线结合部172被局部剖开,以示出内部结构。图13和图14示出了接线柱170与端子件110的连接,其中图13示出了引线组件100插接到电机之前接线柱170与端子件110的位置关系,图14示出了引线组件100已经插接到电机时接线柱170与端子件110之间的装配关
系。
64.如图6、13和图14所示,端子件110的一对结合体部120a、120b在其第一端附近略向内倾斜(也称为向内倾斜部)并在弯折126a、126b处弯折,从而其连接结合部122a、122b之间的宽度小于一对结合体部120a、120b之间的宽度。连接结合部122a、122b之间的间隔距离也小于接线柱170的宽度。如图13所示,接线柱170的横截面为矩形,该接线柱170的两个表面与连接结合部122a、122b平行并且相对准。当引线组件100插接到电机中时,接线柱170的该两个表面被连接结合部122a、122b夹持。端子件110依靠折弯处弹性与接线柱170过盈配合,使得端子件110与接线柱170紧密结合,大大增加了端子件110与接线柱170之间的电连接的可靠性。
65.在根据本实用新型的一些实施例中,端子件110的连接结合部122a、122b之间的间隔距离可以比接线柱170的宽度小约0.1mm。在根据本实用新型的另一些实施例中,端子件110的连接结合部122a、122b之间的间隔距离可以比接线柱170的宽度小任何合适的长度,只要端子件110的连接结合部122a、122b与接线柱170之间能形成过盈配合以在其间提供可靠的电连接。在本实用新型的另一些实施例中,端子件110的连接结合部122a、122b与接线柱170之间可以不采用过盈配合,只要其间能提供可靠的电连接。在图示的实施例中,接线柱170具有矩形横截面。在其它实施例中,接线柱可以具有任何合适的横截面,只要端子件110的连接结合部122a、122b与接线柱170之间能形成过盈配合或配合以在其间提供可靠的电连接。在图示的实施例中,连接结合部122a、122b是相互平行的一对板状部的形式。在根据本实用新型的其它实施例中,连接结合部可以具有任何合适的形式。
66.在根据本实用新型的一些实施例中,为了使得接线柱170与端子件110之间的可靠连接,端子件110的连接结合部122a、122b沿纵向(引线延伸方向)沿延伸至少1mm,例如2mm、3mm、4mm或5mm或更长。在根据本实用新型的一些实施例中,端子件110包括两对刺破部,两对刺破部在纵向上的间隔为约2mm。在根据本实用新型的另一些实施例中,端子件可以包括其它数量的刺破部对,且刺破部对之间的间隔可以是其它任何合适间隔。
67.如图所示,端子件110的两对刺破部在端子件的基体112的上方,而端子件110的的连接结合部在端子件的基体112的下方。因此,当端子件110的刺破部与引线相连接且端子件的连接结合部与接线柱相连接时,引线与接线柱可以在纵向上相互重叠而不会相互影响,因而可缩短端子件沿引线延伸方向的尺寸。
68.如上所述,在引线组件100的装配过程中,首先利用工装将多个端子件110一次性过盈分别压入端子连接装置130的多个容置腔中,然后使用压接工装将多根引线150压入位于端子连接装置130的多个容置腔中的多个端子件110内。当将引线150压入两对刺破部之间的开槽时,刺破部的上沿刺破引线150的外部橡胶皮,从而板状部与引线150的内部芯线相接触并电导通。因此,本实用新型的引线组件100的装配过程中,引线无需去皮以外露芯线,也无需搪锡,仅需使用专用压接工装直接将引线压入端子件,使刺破部刺破引线外部橡胶皮,从而使引线内部芯线与端子件电导通。因此,本实用新型的引线组件能显著简化生产装配过程,提高生产效率、降低成本。
69.引线组件100的引线为径向出线,这可减少电机下半部分径向的尺寸,因此减小了客户端安装所需尺寸。例如,针对机壳外径为24mm规格的电机,电机保护壳外表面到电机中心轴的距离最小可设置为15.5mm。
70.图15示出了根据本实用新型的另外一个或多个实施例的电机组件的视图,其中电机组件的引线出线方向为垂直方向,即电机轴向方向。该电机组件包括电机30和引线组件300。电机30包括电机本体和安装至该电机本体的接线柱组件360。该接线柱组件360用于接纳引线组件300。图16是图15的电机组件的分解视图。如图所示,电机本体包括机壳组件32、弹簧片34、定子线圈组件36、上极板固定板组件38、转子组件40、传动齿轮组件42、盖板44。电机本体的具体结构及其操作是本领域常规的,在此不再赘述。在根据本实用新型的其它实施例中,电机本体可以具有任何合适的结构。引线组件300包括多个端子件310、端子连接装置330和引线350。接线柱组件360包括接线柱370、保护壳380和端子台390。
71.图17示出了图15的电机组件的剖视图,图18是图17的17a部分的放大视图。如图所示,接线柱370安装在定子线圈组件36的端子台390上,例如穿过端子台390的相应孔安装。接线柱370包括在其一端的引线结合段372和在另一端的绕线段378。接线柱370在引线结合段372和绕线段378之间弯折,使得引线结合段372和绕线段378成一角度。在一些实施例中,引线结合段372和绕线段378之间的角度可以是大体直角或锐角。例如,接线柱370可以如下方式进行配置:在接线柱370沿电机的径向方向插入端子台390的相应孔之后,将接线柱370在端子台390内侧的部分紧贴端子台向上折弯。
72.如图18所示,接线柱370的引线结合段372与端子件310接合并电连通。接线柱370的绕线段378与来自定子线圈组件36的导线(未示出)电连接。因此,接线柱370的引线结合段372通过端子件310与引线组件300的引线350电连通,绕线段378与定子线圈组件36电连通,从而电流从引线组件300的引线350,经由端子件310和接线柱370到达定子线圈组件36,从而驱动电机运转。
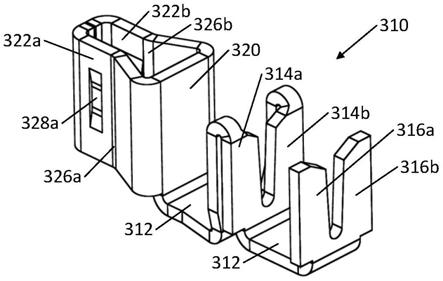
73.图19-25示出了引线组件300及其各部件的具体结构,其中图19是引线组件100的分解视图,图20是引线组件300的单个端子件310的放大视图,图21是引线组件300的多个端子件300和端子连接装置330的组装视图,图22是单个端子件310的端视图,图23是引线350与端子件310的配合视图,图24是引线组件300的局部顶视图,图25是引线组件300的局部立体视图。
74.如图所示,引线组件300包括多根引线350、多个端子件310和端子连接装置330。各端子件310包括两对刺破部和一结合体部320。第一对刺破部314a、314b和第二对刺破部316a、316b沿与端子件的纵向方向相垂直的第一方向(即图20中的向上方向)相互平行地延伸且沿端子件的纵向方向间隔开。如图所示,每对刺破部是一对板状部,该一对板状部在端子件的侧向方向上彼此间隔开且彼此对齐,在其间限定开槽。第一对刺破部314a、314b的开槽和第二对刺破部316a、316b的开槽沿端子件310的纵向方向对齐,从而两个开槽能够共同接纳沿纵向方向延伸的一根引线。端子件310还包括将第一对刺破部314a、314b和第二对刺破部316a、316b相连接的端子件体部312。端子件体部312也将第一对刺破部314a、314b和结合体部320连接在一起。结合体部320包括结合体部基底和从结合体部基底基本沿纵向背离刺破部延伸的一对连接结合部322a、322b。在如图所示的实施例中,结合体部320的结合体部基底是与第一对刺破部314a、314b和第二对刺破部316a、316b基本平行地延伸的平板部。在根据本实用新型的另一些实施例中,结合体部320的结合体部基底可以具有任何合适的形状和延伸方向,只要结合体部320的一对连接结合部322a、322b能从结合体部基底基本沿纵向背离刺破部延伸。在图示的实施例中,端子件310是通过冲压和弯折形成的一体成型金
属件。在其他实施例中,端子件310可以通过其它合适的工艺形成。
75.在图示所示的实施例中,端子件体部312包括将第一对刺破部314a、314b和第二对刺破部316a、316b相连接的第一部分和将第一对刺破部314a、314b和结合体部320相连接的第二部分。在根据本实用新型的其他实施例中,端子件体部312可以是任何其他合适的形式,例如仅包括一个部分。
76.图21是引线组件300的端子件310和端子连接装置330的组装视图,其中为清楚显示,多个端子件中的一个端子件310未安装到端子连接装置330中,处于与端子连接装置330相分离的位置。端子连接装置330包括端子连接装置本体332和多个间隔部334。端子连接装置本体332和多个间隔部334共同限定多个容置腔,每个容置腔用于接纳一个端子件310。端子连接装置330还包括在在各容置腔内的第一纵向限位部336c、第二纵向限位部336d和第三纵向限位部336e。端子连接装置330还包括在分别在各容置腔的第一侧和第二侧的第一侧限位部338a和第二侧限位部338b。在如图所示的实施例中,端子连接装置330包括5个容置腔,用于接纳5个端子件310。在其它实施例中,端子连接装置可以包括任何其它合适数量的容置腔,用于接纳对应数量的端子件。例如,端子连接装置可以包括2、3、4、6、7、8、9或10个容置腔,用于接纳对应数量的端子件。当端子件310配合在端子连接装置330的容置腔中时,端子连接装置330的容置腔的第一纵向限位部336c、第二纵向限位部336d和第三纵向限位部336e分别与端子件310的结合体部320、第一对刺破部314a、314b和第二对刺破部316a、316b相接合,从而限定端子件310在容置腔中的纵向位置。同时,端子连接装置330的容置腔的第一侧限位部338a和第二侧限位部338b分别与端子件310的两对对刺破部的左侧和右侧相接合,从而限定端子件310在对应容置腔中的侧向位置。因此,端子连接装置330能够将多个端子件310适当地固定定位。
77.如图22所示,第一对刺破部314a、314b的两个板状部在侧向方向上彼此间隔开,在其间形成一开槽。两个板状部在开槽口处的间距为d2。两个板状部的相对边沿具有一倾斜角,使得从开槽的槽口到槽底,两个板状部之间的间距逐渐变小或渐缩。在一些实施例中,d2小于或略小于引线350的内部芯线的直径。第二对刺破部316a、316b与第一对刺破部314a、314b基本相同,在此不再赘述。在一些实施例中,两个板状部的相对边沿的倾斜角为2
°‑5°
。在另一些实施例中,两个板状部的相对边沿的倾斜角为约3
°
。
78.如图23所示,由于在开槽的槽口处,两对刺破部的两个板状部之间的间距d2小于或略小于引线350的内部芯线的直径,当将引线350压入每对刺破部的两个板状部之间的开槽时,板状部的上沿刺破引线350的外部橡胶皮,从而板状部与引线350的内部芯线相接触(过盈配合)并电导通。
79.在引线组件300的装配过程中,首先利用工装将多个端子件310一次性分别过盈压入端子连接装置330的多个容置腔中。如上所述,此时端子连接装置330的对应容置腔的第一纵向限位部336c、第二纵向限位部336d和第三纵向限位部336e分别与端子件310的结合体部320、第一对刺破部314a、314b和第二对刺破部316a、316b相接合,从而限定端子件310在容置腔中的纵向位置。同时,端子连接装置330的容置腔的第一侧限位部338a和第二侧限位部338b分别与端子件310的两对对刺破部的左侧和右侧相接合,从而限定端子件310在对应容置腔中的侧向位置。因此,多个端子件310被端子连接装置330适当地固定定位。同时,端子连接装置330的多个间隔部334确保多个端子件310之间彼此绝缘,防止电路短路。
80.然后,使用压接工装将多根引线350压入位于端子连接装置330的多个容置腔中的多个端子件310内。如上所述,端子件310的刺破部的板状部之间的间距d2小于或略小于引线350的内部芯线的直径,当将引线350压入板状部之间的开槽时,板状部的上沿刺破引线350的外部橡胶皮,从而板状部与引线350的内部芯线相接触并电导通。端子件310的刺破部的板状部之间的间距d2以及板状部的相对边沿的倾斜角可以被适当地选择,从而能以适当的力将引线350压入到端子件310中,使得引线350过盈配合在端子件310的刺破部的开槽内。这样既能方便快捷地安装引线,同时能确保引线350与端子件310之间的稳固机械连接和电连接。
81.在图示的实施例中,端子件310包括第一对刺破部314a、314b和第二对刺破部316a、316b。使用两对刺破部的好处是:相对于一对刺破部,使用两对刺破部,在引线压入并刺破时更加平稳,电连接更可靠。另外,在需要将多根引线一次性压入端子件,例如在多根引线是排线形式时,端子件的两对刺破部可以使得同时压入多根引线的压接和刺破更可靠。在图示的实施例中,端子件310包括两对刺破部,然而本发明不限于此。在其它一些实施例中,端子件310可以包括其它数量的刺破部对,例如一对刺破部。
82.如图24和25所示,端子连接装置330的各容置腔设置有倒角342,以有助于将引线350压入。端子连接装置330的两侧上还设置有倒角344和倒角346,以有助于将引线组件300装配到电机组件。在根据本实用新型的另一些实施例中,倒角342、倒角344和倒角346不是必须的,端子连接装置可以不包括倒角342、倒角344和倒角346中的一个或多个。
83.图26和27示出了根据本实用新型的一些实施例的电机组件,其中图26的引线组件300沿着接线柱370的引线结合部372被局部剖开,以示出内部结构,图27的引线组件300仅示出了一个端子件310,以示出端子件310与接线柱370之间的连接。图28和图29示出了接线柱370与端子件310的连接,其中图28示出了引线组件300插接到电机之前接线柱370与端子件310的位置关系,图29示出了引线组件300已经插接到电机时接线柱370与端子件310的装配关系。
84.如图20、28和图29所示,端子件310的结合体部320在其第一端附近略向内倾斜(也称为向内倾斜部)并在弯折326a、326b处弯折,从而一对连接结合部322a、322b之间的宽度小于结合体部320的结合体部基底的宽度。连接结合部322a、322b之间的间隔距离小于接线柱370的宽度。如图28所示,接线柱370的横截面为矩形,该接线柱370的两个表面与连接结合部322a、322b平行并且相对准。当引线组件300插接到电机中时,接线柱370的该两个表面被连接结合部322a、322b夹持。端子件110依靠折弯处弹性与接线柱370过盈配合,使得端子件310与接线柱370紧密结合,大大增加了端子件310与接线柱370之间的电连接的可靠性。如图所示,连接结合部322a、322b各具有冲压凹部328a(图中只示出连接结合部322a的冲压凹部,连接结合部322b的冲压凹部未示出)。连接结合部322a、322b的冲压凹部(相应地也是在连接结合部322a、322b的相对表面上的突起)从连接结合部322a、322b朝向彼此突起,其进一步增强了端子件310与接线柱370之间的电连接的可靠性。连接结合部322a、322b具有朝向彼此延伸的端部。连接结合部322a、322b有助于接线柱370配合插入到连接结合部322a、322b之间时接线柱370的定位。
85.在根据本实用新型的一些实施例中,端子件310的连接结合部322a、322b之间的间隔距离可以比接线柱370的宽度小约0.1mm。在根据本实用新型的另一些实施例中,端子件
310的连接结合部322a、322b之间的间隔距离可以比接线柱370的宽度小任何合适的长度,只要端子件310的连接结合部322a、322b与接线柱370之间能形成过盈配合以在其间提供可靠的电连接。在本实用新型的另一些实施例中,端子件310的连接结合部322a、322b与接线柱370之间可以不采用过盈配合,只要其间能提供可靠的电连接。在图示的实施例中,接线柱370具有矩形横截面。在其它实施例中,接线柱可以具有任何合适的横截面,只要端子件310的连接结合部322a、322b与接线柱370之间能形成过盈配合或配合以在其间提供可靠的电连接。在根据本实用新型的一些实施例中,连接结合部322a、322b的冲压凹部和/或朝向彼此延伸的端部不是必须的,可以省略。
86.如上所述,在引线组件100的装配过程中,首先利用工装将多个端子件310一次性过盈分别压入端子连接装置330的多个容置腔中,然后使用压接工装将多根引线350压入位于端子连接装置330的多个容置腔中的多个端子件310。当将引线350压入两对刺破部之间的开槽时,刺破部的上沿刺破引线350的外部橡胶皮,从而板状部与引线350的内部芯线相接触(过盈配合)并电导通。因此,本实用新型的引线组件300的装配过程中,引线无需去皮以外露芯线,也无需搪锡,仅需使用专用压接工装直接将引线压入端子件,使刺破部刺破引线外部橡胶皮,从而使引线内部芯线与端子件导通。因此,本实用新型的引线组件能显著简化生产装配过程,提高生产效率、降低成本。
87.在图示的实施例中,第一对刺破部314a、314b和第二对刺破部316a、316b、与连接结合部322a、322b设置在引线延伸方向。这样的配置可缩短端子垂直于引线延伸方向的尺寸,减少电机径向尺寸。例如,针对机壳外径为24mm规格的电机,本实施例中端子连接装置外表面距离电机中心距离为约15.7mm。
88.图30示出了根据本实用新型的一些实施例的端子件带料210。端子件带料210是通过冲压和弯折形成的一体成型金属件。端子件带料210包括带料本体212和通过搭边216a、216b连接到带料本体212的多个端子件110。该多个端子件110均匀间隔开。带料本体212还包括多个定位孔214,定位孔之间的间距与端子件之间的间距相同。在操作中,端子件带料210每移动一个定位孔的间距距离,定位销218与下一个定位孔214配合,实现端子件110与端子连接装置之间的相对位置定位。在根据本实用新型的一些实施例中,搭边216a、216b的长度约1mm,宽度约0.2mm,用于连接带料本体212与成型端子件。
89.如图31所示,当将端子件110压入端子连接装置130时,首先,冲裁工装(未示出)切断搭边216a、216b。其次,压接工装(未示出)将端子件110压入端子连接装置。将端子件110压入端子连接装置130中时,端子连接装置130的第一端限位部136c和第二端限位部136d以及第一侧限位部138a和第二侧限位部138b分别与端子件110的相应部位配合,实现端子件110在端子连接装置130中的定位。本实用新型的端子件带料210的定位孔的直径、位置和搭边的长度、宽度可根据实际需求进行调整。
90.利用端子件带料210,可实现端子件压入端子连接装置的自动化,提高了生产效率,降低了生产成本,提高了生产质量。
91.图32-33示出了根据本实用新型的一些实施例的电机组件的定子线圈组件16和引线组件100。如图所示,定子线圈组件16的公共线放置最外侧,即绕线部公共线178a设置在在最外侧接线柱170。根据本实施例的线路设置符合至少一些客户端脉冲信号设置。因此,客户可以直接将引线组件装配,无需在其电控板上重新调整电机励磁顺序。另外,在端子件
110与接插件连接器154之间,引线颜色依次一一对应,引线无需交错对序。在一些实施例中,为了提高生产速度与降低成本,可制作成五线胶合在一起的引线并选用同一线色,解决了现有的多根引线需要热缩管或套管进行管束,降低了成本。
92.图34-37示出了引线组件100的引线150的冲裁和安装,其中图34示出了利用冲裁冲头230来冲裁引线150的示意图,图35示出了冲裁冲头230的立体图和底视图,图36示出了冲裁后的引线150的视图,图37示出了冲裁后的引线150安装到端子连接装置130和端子件110的视图。
93.在图示实施例中,引线组件的多根引线150是排线的形式。如图所示,冲裁冲头230上设有对称的阶梯式台阶,中间台阶最高,两边台阶最低。利用冲裁冲头230冲裁排线后,排线的最外侧引线150最长,次中间引线150次长,中间引线150最短,即,从排线的最外侧引线到中间引线,排线的引线长度递减。如图37所示,冲裁后的排线一端的多根引线分开后可以直接安装到端子连接装置130和端子件110中。排线端部的多根引线在压入端子件后,端部各引线大致齐平,不需要二次修剪。此外由于各引线大致齐平,在排线的多根引线一次性压入端子件时,各端子件能可靠刺破相应引线并与之电连接。此外采用刺破式连接无需外露芯线与搪锡等。根据图34-37所示实施例冲裁和安装的引线平整,无翘曲,能够防止装配至保护壳时外侧芯线断裂。此外,引线无需外露芯线和搪锡,减少操作工序与锡珠锡渣不良。
94.图30-37中结合引线组件100说明了本实用新型的结构。然而本实用新型不限于此,图30-37所示的结构可以适用于本实用新型的其他实施例的引线组件。
95.图38-40示出了根据本实用新型的一些实施例的端子连接装置130’的防松脱结构,其中图38示出了端子连接装置130’的立体视图,图39示出了端子连接装置130’的顶视图,图40示出了端子连接装置130’和保护壳180’的装配剖视图。如图所示,端子连接装置130’的防松脱结构是设置在端子连接装置130’的两侧上的悬臂钩140。相应地,保护壳180’两侧设置让位槽184。
96.在端子连接装置130’装入保护壳180’时,悬臂钩140往中心收缩。当端子连接装置130’装配到底时,悬臂钩140钩住让位槽184。端子连接装置130’与保护壳180’之间的锁紧力由悬臂钩140外张角度以及悬臂钩140与让位槽184的配合尺寸决定。在一个或多个实施例中,悬臂钩140的外张角度约1~2
°
,宽度约0.5~1mm,悬臂钩140的顶部设置有过渡倒角140a。在一些其它实施例中,悬臂钩140的外张角度和宽度可以具有不同的其它值,并且/或者悬臂钩140的顶部设置或不设置有过渡倒角140a。
97.在根据本实用新型的一些实施例中,保护壳180’两侧设置导向槽。导向槽为角度约为15
°
的倒角。当端子连接装置130’装入保护壳180’时,导向槽对悬臂钩起导向作用,辅助端子件装配,防止悬臂钩与保护壳干涉而无法装配。在根据本实用新型的另一些实施例中,导向槽的倒角角度与倒角尺寸可根据实际情况进行调整。
98.在图38-40所示的实施例中,悬臂钩140防止端子连接装置130’从保护壳180’脱出,确保端子件与接线柱之间的电接通,增加电机整机工作稳定性。
99.图41-45示出了根据本实用新型的一些实施例的端子连接装置130”的防松脱结构。图41示出了引线组件的分解视图,该引线组件包括引线150、第一个端子件110和端子连接装置130”。图42示出了端子连接装置130”与端子件110的装配图,其中为清楚显示,多个端子件中的一个端子件110未安装到端子连接装置130”中,处于与端子连接装置130”相分
离的位置。图43是包括端子连接装置130”的引线组件的局部立体图。图44是保护壳180”的的立体视图。图45是电机组件的剖视图,其中示出了端子连接装置130”的防松脱结构与保护壳180”的配合。
100.如图所示,端子连接装置130”的防松脱结构是设置在端子连接装置130”的端面上的止逆柱148。相应地,保护壳180”设置有导向槽186。在端子连接装置130”装入保护壳180”时,端子连接装置130”的止逆柱148沿保护壳180”的导向槽186塑性变形压入保护壳内,与保护壳180”的相应结构接合,从而防止端子连接装置130”从保护壳180”脱出。图41-45所示的防松脱结构与图38-40所示的防松脱结构工作方式类似,在此不再赘述。
101.除防松脱结构以外,图38-40所示的端子连接装置130’和保护壳180’,以及图41-45所示的端子连接装置130”和保护壳180”,与前面实施例中的端子连接装置130和保护壳180类似,在此不再赘述。
102.图46-47示出了根据本实用新型的一些实施例的端子连接装置330’的防松脱结构,其中图46示出了端子连接装置330’和保护壳380’的装配图,图47示出了端子连接装置330’和保护壳380’的分解视图。
103.如图所示,该实施例的防松脱结构是设置在保护壳380’的悬臂钩384。保护壳380’的三侧均设有悬臂钩384,悬臂钩384的顶部设有过渡倒角。当端子连接装置330’压入保护壳380’时,悬臂钩384的过渡倒角起导向作用,悬臂钩384往外部张开。当端子连接装置330’压到底后,悬臂钩384钩住让位槽340,防止端子连接装置330’从保护壳380’松脱。在根据本实用新型的另一些实施例中,悬臂钩384的位置与数量、其过渡倒角的尺寸可以根据实际需求进行调整。
104.除防松脱结构以外,图46-47所示的端子连接装置330’和保护壳380’,与前面实施例中的端子连接装置330和保护壳380类似,在此不再赘述。
105.图48示出了根据本实用新型的一些实施例的电机组件的局部剖视图。如图48所示,接线柱170之间的间距与端子连接装置的安装孔之间的间距相同,且延伸方向相同。这样的结构便于引线组件安装,增加电机运行的可靠性与稳定性。
106.图49示出了根据本实用新型的一些实施例的电机10的剖视图。如图所示,在端子连接装置130装配至保护壳180后,在引线150延伸方向(图中的左右方向)上,端子连接装置130从保护壳180缩进,即端子连接装置130的外端面从保护壳180的外端面凹进,形成凹处188。在凹处188进行封胶,其高度不高于保护壳180的外端面。此外,保护壳180的上、下、左、右可以进行倒角,以辅助封胶。图49所示的封胶结构也适用于前面所述的其它实施例。
107.图50示出了根据本实用新型的一些实施例的定子线圈组件的绕线工艺。如图所示,绕线设备500包括绕线设备限位座502。绕线设备限位座502上设置有与绕线设备限位座502相垂直地延伸的多个限位轴504。定子线圈组件16安装在限位轴504上,定子线圈组件16的接线柱170处于竖直方向。漆包线510穿过线嘴506,线嘴506与接线柱170平行。漆包线510绕制在定子线圈组件16的骨架上时,接线柱170不会形成干涉,仅需定子线圈组件16随限位轴504绕其中心高速旋转,其他部件均无需运动。图50所示的实施例减少了绕线设备限位座的翻转运动,降低了绕线难度,提高了绕线工作效率,降低了生产成本。
108.图50所示的工艺适用于定子线圈组件中的接线柱绕线部和引线结合部相互平行,且沿径向方向延伸的实施例。
109.以上所述,仅为为了说明本实用新型的原理而采用的示例性实施例,并非用于限定本实用新型的保护范围。对于本领域内的普通技术人员而言,在不脱离本实用新型的精神和实质的情况下,可以做出各种变型和改进,这些变型和改进也在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1