一种高压电缆的电缆头加工工具的制作方法
1.本实用新型涉及高压输电工程技术领域,具体涉及一种高压电缆的电缆头加工工具。
背景技术:
2.高压电缆通过的电流大,会产生磁场,为了不影响别的元件和输电安全,通常设置有屏蔽层和绝缘层。高压电缆与终端连接或电缆之间连接时,需要对电缆头的外部保护层(如绝缘层、屏蔽层等)进行剥离,以便于制作连接接头。保护层传统的剥离方式是手工进行的,工人使用电工刀进行剥离,不同电缆的保护层结构和厚度存在差异,使用电工刀的力度难以控制,用力过大容易划伤线芯,用力不够时难以切开保护层,因此工作效率较低且容易疲劳。
技术实现要素:
3.针对现有技术存在的不足,本实用新型提出一种高压电缆的电缆头加工工具;其能够适用于保护层厚度不同的高压电缆,降低保护层剥离的操作难度。
4.为达上述目的,本实用新型的高压电缆的电缆头加工工具包括:
5.机体,其一端上设有转动驱动装置,所述转动驱动装置的输出轴上设有铣刀,所述铣刀远离所述转动驱动装置的一端的端面和侧面上均设有切削刃;
6.导向架,所述导向架的一端可滑动的设置在所述机体上,所述导向架能够沿所述铣刀的轴向滑动,并沿所述铣刀的轴向具有多个安装位;所述导向架的另一端沿所述铣刀的轴向向所述机体外延伸,并超出所述铣刀;所述导向架超出所述铣刀的一端上设有导向孔,所述导向孔的中心线与所述铣刀的转轴线垂直。
7.在其中一个实施例中,所述导向架可滑动的套设在所述机体外,所述机体上还设有限位机构,所述限位机构能够将所述导向架限位在各所述安装位上。
8.在其中一个实施例中,所述机体上还设有导向槽,所述导向槽的延伸方向与所述铣刀的转轴线平行设置;所述导向架上还设有支撑块,所述支撑块的一端可滑动的插设在所述导向槽内;所述机体外螺合安装有调节块,所述调节块的螺纹中心线与所述铣刀的转轴线平行;所述导向槽内还设有弹性支撑件,所述弹性支撑件弹性连接所述机体和所述支撑块,并提供弹力使所述导向架滑动,所述导向孔靠近所述铣刀,且所述导向架与所述调节块抵接。
9.在其中一个实施例中,所述弹性支撑件为弹簧,所述弹簧的一端与所述导向槽靠近所述铣刀的一端抵接,所述弹簧的另一端与所述支撑块抵接。
10.在其中一个实施例中,所述导向架包括环形主体,所述环形主体沿所述铣刀的轴向可滑动的套设在所述机体外,所述支撑块设置在所述环形主体的内壁上,所述环形主体靠近所述铣刀的一端上设有延伸臂,所述导向孔设置在所述延伸臂上。
11.在其中一个实施例中,所述导向架上还设有出线孔,所述出线孔与所述导向孔同
轴设置,并与所述导向孔间隔设置在所述铣刀的两侧。
12.上述技术方案中的高压电缆的电缆头加工工具至少具有以下优点:
13.(1)高压电缆接头端从导向孔插入,利用铣刀对电缆保护层进行切削、剥离电缆的保护层,降低保护层剥离的操作难度;滑动导向架,使其安装在不同的安装位上,改变导向孔与铣刀间的距离,能够适应保护厚度不同的高压电缆。
14.(2)弹性支撑件使导向架与调节块抵接限制导向孔与铣刀间的最小距离,控制铣刀对电缆保护层的最大切削深度,保护层厚度不均匀时,弹性支撑件缓冲电缆与铣刀间的接触压力,防止损坏线芯。
15.(3)出线孔用于引导线芯,并与导向孔配合使电缆易于铣刀切削。
附图说明
16.为了更清楚地说明本实用新型具体实施方式,下面将对具体实施方式中所需要使用的附图作简单地介绍。在所有附图中,各元件或部分并不一定按照实际的比例绘制。
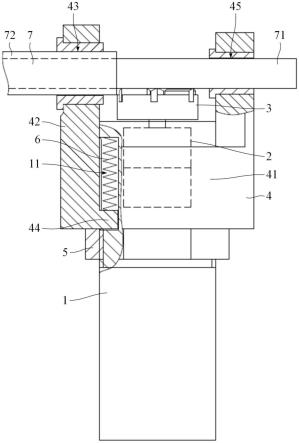
17.图1为本实用新型一实施例提供的高压电缆的电缆头加工工具的主视局部剖视图;
18.图2为图1所示的高压电缆的电缆头加工工具的左视图;
19.图3为图1所示的高压电缆的电缆头加工工具的俯视图;
20.附图标记:
21.1-机体,11-导向槽,2-转动驱动装置,3-铣刀,4-导向架,41-环形主体,42-延伸臂,43-导向孔,44-支撑块,45-出线孔,5-调节块,6-弹性支撑件,7-电缆,71-线芯,72-保护层。
具体实施方式
22.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。需要注意的是,除非另有说明,本技术使用的技术术语或者科学术语应当为本实用新型所属领域技术人员所理解的通常意义。
23.在本技术的描述中,需要理解的是,在本实用新型的描述中,“多个”的含义是两个以上,除非另有明确具体的限定。
24.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
25.请参阅图1至图3,一实施方式中的高压电缆的电缆头加工工具包括机体1、转动驱动装置2、铣刀3和导向架4,其能够适用于保护层厚度不同的高压电缆,降低保护层剥离的操作难度。
26.具体的,机体1一端上设有转动驱动装置2。转动驱动装置2的输出轴上设有铣刀3。铣刀3远离转动驱动装置2的一端的端面和侧面上均设有切削刃。机体1用于支承和安装其
余构件。转动驱动装置2用于驱动铣刀3转动。铣刀3用于切削电缆的保护层。一实施方式中,机体1成圆筒形结构。转动驱动装置2安装在机体1内,转动驱动装置2的输出轴从机体1的一端面伸出机体1外,用于安装铣刀3。一实施方式中,转动驱动装置2包括电机和减速传动装置,电机的输出轴与减速传动装置的输入轴连接,铣刀3设置在减速传动装置的输出轴上。电机连接电源通过减速传动装置驱动铣刀3转动。具体的,减速传动装置为行星减速机。可以理解的是,转动驱动装置2也可以采用气压或液力驱动的转动驱动器。
27.导向架4的一端可滑动的设置在机体1上。导向架4能够沿铣刀3的轴向滑动,并沿铣刀3的轴向具有多个安装位。导向架4的另一端沿铣刀3的轴向向机体1外延伸,并超出铣刀3。导向架4超出铣刀3的一端上设有导向孔43,导向孔43的中心线与铣刀3的转轴线垂直。导向孔43用于供电缆接头端插入本加工工具,使铣刀3能够以一定的切削深度切削电缆的保护层。具体的,导向架4可滑动的套设在机体1外,机体1上还设有限位机构,限位机构能够将导向架4限位在各安装位上。导向架4在不同安装位上时,铣刀3与导向孔43的中心线距离不同,从而能够改变铣刀3切削保护层的深度。使用时,高压电缆接头端从导向孔43插入,利用铣刀3对电缆保护层进行切削、剥离电缆的保护层,降低保护层剥离的操作难度;滑动导向架4,使其安装在不同的安装位上,改变导向孔43与铣刀3间的距离,能够适应保护厚度不同的高压电缆。
28.一实施方式中,机体1上还设有导向槽11,导向槽11的延伸方向与铣刀3的转轴线平行设置。导向架4上还设有支撑块44。支撑块44的一端可滑动的插设在导向槽11内。机体1外螺合安装有调节块5。调节块5的螺纹中心线与铣刀3的转轴线平行。导向槽11内还设有弹性支撑件6。弹性支撑件6弹性连接机体1和支撑块44,并提供弹力使导向架4滑动,导向孔43靠近铣刀3,且导向架4与调节块5抵接。具体的,调节块5螺合安装在圆筒形机体1的外圆周上。调节块5设置在机体1中部,机体1远离转动驱动装置2的一端设置为手柄。机体1设置为手柄的一端上可以设置电池或电源线以驱动电机带动铣刀3。一实施方式中,调节块5为螺母。弹性支撑件6提供弹力使导向架4与调节块5抵接,使导向架4限位在机体1上的不同安装位上。通过调节块5在机体1外螺合安装位置改变,调节导向架4在机体1上的位置。具体的,导向架4包括环形主体41。环形主体41沿铣刀3的轴向可滑动的套设在机体1外。支撑块44设置在环形主体41的内壁上。环形主体41靠近铣刀3的一端上设有延伸臂42,导向孔43设置在延伸臂42上。一实施方式中,弹性支撑件6为弹簧,弹簧的一端与导向槽11靠近铣刀3的一端抵接,弹簧的另一端与支撑块44抵接。弹簧通过自身弹性对支撑块44产生弹性力支撑体,弹性力支撑体朝向机体1远离转动驱动装置2的一端。弹性支撑件6使导向架4与调节块5抵接限制导向孔43与铣刀3间的最小距离,控制铣刀3对电缆保护层的最大切削深度,保护层厚度不均匀时,弹性支撑件6缓冲电缆与铣刀3间的接触压力,防止损坏线芯。一实施方式中,导向槽11、支撑块44和弹性支撑件6一一对应设置,并环绕铣刀3的转轴线分别间隔设置为多组。导向槽11、支撑块44和弹性支撑件6与导向架4、机体1配合形成限位机构。
29.一实施方式中,导向架4上还设有出线孔45。出线孔45与导向孔43同轴设置,并与导向孔43间隔设置在铣刀3的两侧。出线孔45用于引导线芯,并与导向孔43配合使电缆易于铣刀3切削。具体的,延伸臂42的数量为两组,分别间隔设置在环形主体41靠近铣刀3的一端上,导向孔43和出线孔45分别设置在两延伸臂42上。一实施方式中,延伸臂42上分别设有可拆卸的衬套,导向孔43和出线孔45分别设置在对应衬套上。衬套配套设置为多个,各衬套上
的导向孔43或出线孔45的直径不同。更换不同的衬套可以适用于不同线径的高压电缆。
30.上述技术方案中的高压电缆的电缆头加工工具的工作原理是:高压电缆的接头端从导向孔43插入,利用铣刀3对电缆保护层进行切削、剥离电缆的保护层;切削时,导向孔43与铣刀3间的间距保持一定,保护层的切削厚度稳定,降低保护层剥离的操作难度。滑动导向架4,使其安装在不同的安装位上,改变导向孔43与铣刀3间的距离,从而改变铣刀3切削保护层的厚度,能够适应保护厚度不同的高压电缆。
31.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有1条留言
-
 0访客 来自[中国] 2023年06月20日 03:00看了上面介绍的电缆头加工方法,我也有一台新研制的电缆头加工机,此机经过七八年研究,现似初步成功,机器加工110kv至220kv,60圆至100圆的高压电缆,加工绝缘体,铅笔头,外半导以上是一次性成形,加工一个头用时15至25分钟,本机无需技木培训,一搬需半天的培训就能独立操作,此机长620,宽410,,高400,重21kg,材材6061铝合金,304不锈钢,电源220v转24v直流,用2台24v.无刷100w电机和24v30w.的直流电机,现本人想找一个能制作此机工厂将此机制作出来推向社会,此机国内外还没有,有意者请联系我,电话,13260131954
0访客 来自[中国] 2023年06月20日 03:00看了上面介绍的电缆头加工方法,我也有一台新研制的电缆头加工机,此机经过七八年研究,现似初步成功,机器加工110kv至220kv,60圆至100圆的高压电缆,加工绝缘体,铅笔头,外半导以上是一次性成形,加工一个头用时15至25分钟,本机无需技木培训,一搬需半天的培训就能独立操作,此机长620,宽410,,高400,重21kg,材材6061铝合金,304不锈钢,电源220v转24v直流,用2台24v.无刷100w电机和24v30w.的直流电机,现本人想找一个能制作此机工厂将此机制作出来推向社会,此机国内外还没有,有意者请联系我,电话,13260131954
1