一种用于空心线圈生产的加热成型装置的制作方法
1.本实用新型涉及加热成型装置技术领域,尤其涉及一种用于空心线圈生产的加热成型装置。
背景技术:
2.加热成型装置是热压成型机,是成型机的一种,在电热板智能恒温下施以压力,使原料成型。
3.现有的加热成型装置在使用过程中,在产品形成后,难以进行有效的剥离,造成产品粘连等问题,因此,本实用新型提出一种用于空心线圈生产的加热成型装置以解决现有技术中存在的问题。
技术实现要素:
4.针对上述问题,本实用新型提出一种用于空心线圈生产的加热成型装置,该用于空心线圈生产的加热成型装置主要是利用凸起状构造的夹块,配合上两组具备伸缩功能的连片,这样在气动伸缩杆的伸缩运动下,能够使得夹块将形成产品的螺旋线圈进行有效的夹持固定起来,并在气缸推杆的刀头将产品切断后,能够轻易的将空心线圈进行取下设备,以完成产品的出料,从而能够高效的实现产品的有效剥离,防止产品的粘连。
5.为实现本实用新型的目的,本实用新型通过以下技术方案实现:一种用于空心线圈生产的加热成型装置,包括台架构件和辅助机构,所述台架构件的顶侧一端设置有插接的下料组件,所述台架构件的后侧设置有相互平行分布的防绕组件与加热组件,所述台架构件的后侧一端设置有缠绕组件,所述台架构件的顶侧设置有辅助机构;
6.所述辅助机构包括支条、顶板、电动合页、导流板、电动旋转座、连杆、气动伸缩杆、连片和夹块,所述支条设置在所述台架构件的一侧上方,所述支条的顶侧设置有顶板,且所述顶板的一侧通过电动合页铰链连接有导流板,所述支条的一侧设置有螺栓装配的电动旋转座,且所述电动旋转座的一端铰链连接有连杆,所述连杆的一端设置有气动伸缩杆,所述气动伸缩杆的输出端两侧设置有连片,所述连片的一端内侧设置有夹块,所述台架构件的前侧一端设置有切割机构。
7.进一步改进于,所述导流板呈折弯状构造,且所述导流板的内边侧呈粗糙状凸起,所述连片和夹块以气动伸缩杆的中轴线对称分布,且所述夹块的内端呈粗糙状凸起。
8.进一步改进于,所述台架构件包括支撑底板、柱体、基座板和墙板,所述支撑底板的顶侧设置有柱体,且所述柱体的顶侧设置有基座板,所述基座板的一端上方设置有墙板。
9.进一步改进于,所述下料组件包括插接条、轴承基座、线圈筒和导流孔,所述插接条插接在所述墙板的一端,所述插接条的一侧设置有轴承基座,所述轴承基座的一端内侧设置有轴承连接的线圈筒,所述轴承基座的一侧设置有圆孔状构造的导流孔。
10.进一步改进于,所述防绕组件包括电机基座、电动机、轴承套、导流轮和固定孔管,所述电机基座设置在所述墙板的后侧,所述电机基座的一侧设置有电动机,所述电动机的
输出端贯穿所述墙板连接有轴承套,所述轴承套的一端连接有导流轮,所述轴承套的一侧设置有固定孔管。
11.进一步改进于,所述加热组件包括变压器、电源线、插接基座和螺旋加热丝,所述变压器设置在所述墙板的一侧,所述变压器的一侧设置有电源线,所述墙板的另一侧设置有插接基座,且所述插接基座的一端设置有螺旋状的螺旋加热丝。
12.进一步改进于,所述缠绕组件包括气缸座、第一气缸、第一推杆和绕棒,所述气缸座设置在所述墙板的后侧一端,所述气缸座的一侧设置有第一气缸,所述第一气缸的输出端贯穿所述墙板连接有第一推杆,且所述第一推杆的一端设置有绕棒。
13.进一步改进于,所述切割机构包括侧板、第二气缸和推杆刀头,所述侧板设置在所述墙板的前侧一端,所述侧板的一侧设置有第二气缸,且所述第二气缸的输出端贯穿所述侧板连接有推杆刀头。
14.本实用新型的有益效果为:
15.本实用新型主要是利用凸起状构造的夹块,配合上两组具备伸缩功能的连片,这样在气动伸缩杆的伸缩运动下,能够使得夹块将形成产品的螺旋线圈进行有效的夹持固定起来,并在气缸推杆的刀头将产品切断后,能够轻易的将空心线圈进行取下设备,以完成产品的出料,从而能够高效的实现产品的有效剥离,防止产品的粘连。
附图说明
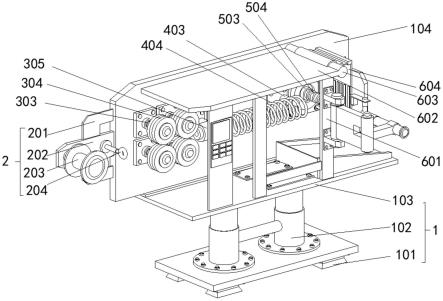
16.图1为本实用新型的立体结构示意图;
17.图2为本实用新型的仰视立体结构示意图;
18.图3为本实用新型的支条与顶板立体结构示意图;
19.图4为本实用新型的连片与夹块立体结构示意图;
20.图5为本实用新型的切割机构立体结构示意图。
21.其中:1、台架构件;101、支撑底板;102、柱体;103、基座板;104、墙板;2、下料组件;201、插接条;202、轴承基座;203、线圈筒;204、导流孔;3、防绕组件;301、电机基座;302、电动机;303、轴承套;304、导流轮;305、固定孔管;4、加热组件;401、变压器;402、电源线;403、插接基座;404、螺旋加热丝;5、缠绕组件;501、气缸座;502、第一气缸;503、第一推杆;504、绕棒;6、辅助机构;601、支条;602、顶板;603、电动合页;604、导流板;605、电动旋转座;606、连杆;607、气动伸缩杆;608、连片;609、夹块;7、切割机构;701、侧板;702、第二气缸;703、推杆刀头。
具体实施方式
22.为了加深对本实用新型的理解,下面将结合实施例对本实用新型做进一步详述,本实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
23.根据图1-5所示,本实施例提出了一种用于空心线圈生产的加热成型装置,包括台架构件1和辅助机构6,台架构件1的顶侧一端设置有插接的下料组件2,台架构件1的后侧设置有相互平行分布的防绕组件3与加热组件4,台架构件1的后侧一端设置有缠绕组件5,台架构件1的顶侧设置有辅助机构6;
24.辅助机构6包括支条601、顶板602、电动合页603、导流板604、电动旋转座605、连杆
606、气动伸缩杆607、连片608和夹块609,支条601设置在台架构件1的一侧上方,支条601的顶侧设置有顶板602,且顶板602的一侧通过电动合页603铰链连接有导流板604,支条601的一侧设置有螺栓装配的电动旋转座605,且电动旋转座605的一端铰链连接有连杆606,连杆606的一端设置有气动伸缩杆607,气动伸缩杆607的输出端两侧设置有连片608,连片608的一端内侧设置有夹块609,台架构件1的前侧一端设置有切割机构7。
25.导流板604呈折弯状构造,且导流板604的内边侧呈粗糙状凸起,连片608和夹块609以气动伸缩杆607的中轴线对称分布,且夹块609的内端呈粗糙状凸起。
26.本实施例中,当空心线圈加热后,启动顶板602一侧的电动合页603驱动导流板604覆盖住,让空心线圈触碰到导流板604产生弯折的效果,当空心线圈产品脱离时,启动气动伸缩杆607输出动力伸长,并使得气动伸缩杆607一端的连片608将夹块609向内运动,使得连片608与夹块609的相互配合下将绕棒504上的空心线圈产品顺利的取下。
27.台架构件1包括支撑底板101、柱体102、基座板103和墙板104,支撑底板101的顶侧设置有柱体102,且柱体102的顶侧设置有基座板103,基座板103的一端上方设置有墙板104。
28.本实施例中,首先将支撑底板101放置在加工地点,通过在支撑底板101的顶侧利用柱体102支撑基座板103,使得基座板103的顶侧螺栓连接上墙板104,由于基座板103与墙板104是相互垂直的,因而能够起到便于用户安装设备的效果。
29.下料组件2包括插接条201、轴承基座202、线圈筒203和导流孔204,插接条201插接在墙板104的一端,插接条201的一侧设置有轴承基座202,轴承基座202的一端内侧设置有轴承连接的线圈筒203,轴承基座202的一侧设置有圆孔状构造的导流孔204。
30.本实施例中,然后在插接条201的一侧设置的轴承基座202,并在轴承基座202的一端设置导流孔204,将需要加工的空心线圈从导流孔204放入,当空心线圈从导流孔204穿过后,通过线圈筒203穿过下料组件2。
31.防绕组件3包括电机基座301、电动机302、轴承套303、导流轮304和固定孔管305,电机基座301设置在墙板104的后侧,电机基座301的一侧设置有电动机302,电动机302的输出端贯穿墙板104连接有轴承套303,轴承套303的一端连接有导流轮304,轴承套303的一侧设置有固定孔管305。
32.本实施例中,当空心线圈穿过下料组件2时,启动电动机302输出动力带动轴承套303的转动,这样轴承套303能够带动导流轮304进行转动,而且导流轮304具备中间底两侧高的效果,因而能够有效的将空心线圈通过多组的导流轮304的效果,能够起到调直的效果,调直空心线圈后,使得线圈通过固定孔管305进行进一步的调直,以防止空心线圈缠绕搅乱。
33.加热组件4包括变压器401、电源线402、插接基座403和螺旋加热丝404,变压器401设置在墙板104的一侧,变压器401的一侧设置有电源线402,墙板104的另一侧设置有插接基座403,且插接基座403的一端设置有螺旋状的螺旋加热丝404。
34.本实施例中,当线圈通过固定孔管305调直后,利用变压器401一侧的电源线402接通电源,完成变压,使得电能通过插接基座403通过螺旋加热丝404,起到加热的效果,在多组螺旋状构造的螺旋加热丝404加热空心线圈后,使得空心线圈受热后变软。
35.缠绕组件5包括气缸座501、第一气缸502、第一推杆503和绕棒504,气缸座501设置
在墙板104的后侧一端,气缸座501的一侧设置有第一气缸502,第一气缸502的输出端贯穿墙板104连接有第一推杆503,且第一推杆503的一端设置有绕棒504。
36.本实施例中,当空心线圈弯折后,启动第一气缸502输出动力带动第一推杆503伸长,让第一推杆503一端的绕棒504能够将空心线圈进行有的缠绕,使得空心线圈形成螺旋状的构造。
37.切割机构7包括侧板701、第二气缸702和推杆刀头703,侧板701设置在墙板104的前侧一端,侧板701的一侧设置有第二气缸702,且第二气缸702的输出端贯穿侧板701连接有推杆刀头703。
38.本实施例中,当空心线圈形成螺旋状构造的产品时,启动第二气缸702输出动力带动推杆刀头703伸长,使得推杆刀头703一端的刀头将空心线圈产品进行切断完成对绕棒504的脱离。
39.该用于空心线圈生产的加热成型装置的工作原理是:首先将支撑底板101放置在加工地点,通过在支撑底板101的顶侧利用柱体102支撑基座板103,使得基座板103的顶侧螺栓连接上墙板104,由于基座板103与墙板104是相互垂直的,因而能够起到便于用户安装设备的效果,然后在插接条201的一侧设置的轴承基座202,并在轴承基座202的一端设置导流孔204,将需要加工的空心线圈从导流孔204放入,当空心线圈从导流孔204穿过后,通过线圈筒203穿过下料组件2,当空心线圈穿过下料组件2时,启动电动机302输出动力带动轴承套303的转动,这样轴承套303能够带动导流轮304进行转动,而且导流轮304具备中间底两侧高的效果,因而能够有效的将空心线圈通过多组的导流轮304的效果,能够起到调直的效果,调直空心线圈后,使得线圈通过固定孔管305进行进一步的调直,以防止空心线圈缠绕搅乱,当线圈通过固定孔管305调直后,利用变压器401一侧的电源线402接通电源,完成变压,使得电能通过插接基座403通过螺旋加热丝404,起到加热的效果,在多组螺旋状构造的螺旋加热丝404加热空心线圈后,使得空心线圈受热后变软,当空心线圈加热后,启动顶板602一侧的电动合页603驱动导流板604覆盖住,让空心线圈触碰到导流板604产生弯折的效果,当空心线圈弯折后,启动第一气缸502输出动力带动第一推杆503伸长,让第一推杆503一端的绕棒504能够将空心线圈进行有的缠绕,使得空心线圈形成螺旋状的构造,当空心线圈形成螺旋状构造的产品时,启动第二气缸702输出动力带动推杆刀头703伸长,使得推杆刀头703一端的刀头将空心线圈产品进行切断完成对绕棒504的脱离,当空心线圈产品脱离时,启动气动伸缩杆607输出动力伸长,并使得气动伸缩杆607一端的连片608将夹块609向内运动,使得连片608与夹块609的相互配合下将绕棒504上的空心线圈产品顺利的取下。
40.以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1