一种电池串返修机构的制作方法
1.本实用新型涉及光伏生产技术领域,尤其是一种电池串返修机构。
背景技术:
2.传统的燃料能源正在一天天减少,对环境造成的危害日益突出。太阳能作为可再生的清洁能源前景十分广阔。光伏组件的生产需要经过串焊,汇流焊,层压等多到工序。电池片串焊作为组件生产的一道主要工序,在焊接作业的过程中由于温度、人员和设备等诸多问题,可能导致焊带和电池片的焊接出现虚焊和偏焊问题。目前不良电池串在返修过程中一般都是采用人工拿取电池串并对其问题处进行人工补焊或纠偏。由于电池片比较轻薄且电池片上的绒面和栅线比较脆弱,此过程中很有可能对电池片造成损伤,并且存在效率低下的问题,针对上述缺陷,提出了本技术。
技术实现要素:
3.本实用新型的目的是提供一种电池串返修机构,解决了上述问题。
4.为解决上述问题,本实用新型提供一种电池串返修机构,包括视觉识别组件、夹爪组件、焊接组件和压针组件,所述视觉识别组件、夹爪组件、焊接组件和压针组件均安装在三维驱动机构上,还包括助焊剂喷涂组件,所述助焊剂喷涂组件也安装在所述三维驱动机构上,所述夹爪组件用于夹取焊带,所述焊接组件用于对焊带进行焊接和解焊,在所述焊接组件对焊带进行焊接之前,所述助焊剂喷涂组件对焊接位置处施加助焊剂,所述压针组件用于对焊接位置施加压力。
5.根据本实用新型一实施例,还包括整位组件,所述整位组件用于对所述整修台上的电池串进行位置整理。
6.根据本实用新型一实施例,所述三维驱动机构包括纵向滑台、第一升降滑台、第二升降滑台、第一横向滑台和第二横向滑台,所述第一升降滑台与所述第一横向滑台连接组成第一驱动组件,所述第二升降滑台和所述第二横向滑台连接组成第二驱动组件,所述第一驱动组件和所述第二驱动组件分别与所述纵向滑台连接,所述视觉识别组件和夹爪组件安装在所述第一驱动组件上,所述焊接组件、所述压针组件和所述助焊剂喷涂组件安装在所述第二驱动组件上。
7.根据本实用新型一实施例,所述第一升降滑台与所述纵向滑台连接,所述视觉识别组件和夹爪组件安装在所述第一横向滑台上。
8.根据本实用新型一实施例,所述第二升降滑台与所述纵向滑台连接,所述焊接组件、所述压针组件和所述助焊剂喷涂组件安装在所述第二横向滑台上。
9.根据本实用新型一实施例,所述夹爪组件包括夹爪和夹爪气缸,所述夹爪气缸用于驱动所述夹爪相互靠近或远离。
10.根据本实用新型一实施例,所述夹爪组件包括两组夹爪安装臂,所述夹爪安装臂与夹爪气缸连接,两组所述夹爪安装臂上均转动安装有夹爪,所述夹爪与所述夹爪安装臂
之间连接有弹簧。
11.根据本实用新型一实施例,所述视觉识别组件和所述夹爪组件安装在竖直方向的同一直线上。
12.根据本实用新型一实施例,所述压针组件包括压针升降气缸和压针,所述压针与所述压针升降气缸连接。
13.根据本实用新型一实施例,所述焊接组件为红外聚光灯头。
14.本实用新型的有益效果是,此装置可以解决单根或单点焊带和电池片的虚焊、偏焊问题,通过视觉识别方式精准定位返修位置,进而通过夹爪以及焊接组件的配合进行返修,同时还通过设置助焊剂喷涂组件的设置,在进行焊接之前喷涂助焊剂,保证焊接效果。
15.通过将焊接组件设置为红外聚光灯头,进行焊接时不接触到电池片的表面,避免了人工焊接中,由于手法和焊接设备的温度问题,造成接触到电池片造成电池片隐裂、划伤或断栅问题。降低生产成本,提高电池片的返修效率和返修质量。
附图说明
16.下面结合附图和实施例对本实用新型进一步说明。
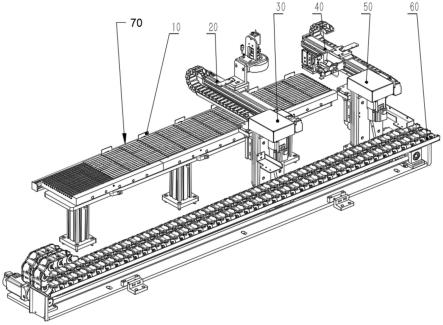
17.图1为一种电池串返修机构整体结构示意图;
18.图2为焊接组件、压针组件和助焊剂喷涂组件处的放大结构示意图;
19.图3为一种夹爪组件的结构示意图;
20.图4为另一种夹爪组件的结构示意图。
具体实施方式
21.以下描述只用于揭露本实用新型以使得本领域技术人员能够实施本实用新型。以下描述中的实施例只作为举例,本领域技术人员可以想到其他显而易见的变形。在以下描述中界定的本实用新型的基本原理可应用于其他实施方案、变形方案、改进方案、等同方案以及其他未背离本实用新型精神和范围的其他方案。
22.【实施例1】
23.一种电池串返修机构,包括整修台70、视觉识别组件24、夹爪组件、焊接组件44和压针组件,整修台70上设置有整位组件10,电池串由搬运桁架搬运至整修台70上,整修台70上设有吸附组件,如吸盘、吸气口等,与引风机连接,实现对电池串的吸附固定,保证电池串在过程中保持稳定,所述整位组件10用于对所述整修台70上的电池串进行位置整理,整位组件10包括若干个推板,推板推动光伏板,使光伏板边缘对齐,实现整位,所述焊接组件44为红外聚光灯头。
24.所述视觉识别组件24、夹爪组件、焊接组件44和压针组件均安装在三维驱动机构上,还包括助焊剂喷涂组件43,助焊剂喷涂组件43为喷头结构,所述助焊剂喷涂组件43也安装在所述三维驱动机构上,所述夹爪组件用于夹取焊带,所述焊接组件44用于对焊带进行焊接和解焊,在所述焊接组件44对焊带进行焊接之前,所述助焊剂喷涂组件43对焊接位置处施加助焊剂,所述压针组件用于对焊接位置施加压力。
25.所述三维驱动机构包括纵向滑台60、第一升降滑台30、第二升降滑台50、第一横向滑台20和第二横向滑台40,纵向滑台60包括两组滑动驱动部,所述第一升降滑台30与所述
第一横向滑台20连接组成第一驱动组件,所述第二升降滑台50和所述第二横向滑台40连接组成第二驱动组件,所述第一驱动组件和所述第二驱动组件分别与所述纵向滑台60连接,所述视觉识别组件24和夹爪组件安装在所述第一驱动组件上,所述焊接组件44、所述压针组件和所述助焊剂喷涂组件43安装在所述第二驱动组件上。
26.所述第一升降滑台30与所述纵向滑台60连接,所述视觉识别组件24和夹爪组件安装在所述第一横向滑台20上。
27.所述第二升降滑台50与所述纵向滑台60连接,所述焊接组件44、所述压针组件和所述助焊剂喷涂组件43安装在所述第二横向滑台40上。
28.纵向滑台60分别驱动第一升降滑台30和第二升降滑台50。
29.夹爪组件的一种实施方式:所述夹爪组件包括夹爪21和夹爪气缸22,所述夹爪气缸22用于驱动所述夹爪21相互靠近或远离,此种夹爪组件结构简单成本低,控制方便。
30.夹爪组件的另一种实施方式:所述夹爪组件包括两组夹爪安装臂23,所述夹爪安装臂23与夹爪气缸24连接,两组所述夹爪安装臂23上均转动安装有夹爪26,所述夹爪26与所述夹爪安装臂23之间连接有弹簧25,此中夹爪组件结构紧凑,稳定性高。
31.所述压针组件包括压针升降气缸41和压针42,所述压针42与所述压针升降气缸41连接。
32.优选地,所述视觉识别组件24和所述夹爪组件安装在竖直方向的同一直线上,便于夹取位置的定位,减少计算量。
33.使用步骤:电池串由搬运桁架搬运至返修处,整位装置10整位后,视觉识别组件24移动至需返修处,视觉拍照后确认具体需返修位置;
34.第一种修复方式,修复种类为虚焊时:助焊剂喷涂组件43移至需返修处,助焊剂喷涂组件43对准焊点喷射助焊剂,压针升降气缸41将压针42压下,压在银浆点位置,焊接组件44整体压至焊接位进行焊接,通过循环升降焊接完所有的焊点。
35.第二种修复方式,偏焊返修模式:视觉识别组件24移动到需返修处,视觉拍照后确认具体需返修位置,夹爪组件下降至夹持位夹持焊带,焊接组件44移至夹爪处,焊接组件44在三维驱动机构的驱动下沿着焊带延伸方向移动,夹爪组件将焊带抬起,对整条焊带或焊带偏移位置进行解焊,夹爪组件把焊带扯直并归正,焊接组件44完成解焊后,重复第一种修复方式,依次对焊带和电池片进行焊接,完成修复。
36.本领域技术人员应当理解,上述描述以及附图中所示的本实用新型的实施例只作为举例,并不限制本实用新型。本实用新型的目的已经完整并有效地实现。本实用新型的功能和结构原理已在实施例中展示和说明,在没有背离所述原理情况下,本实用新型的实施方式可以有任何变形和修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1