电芯热压塑形装置的制作方法
1.本实用新型涉及电芯技术领域,具体地,涉及一种电芯热压塑形装置。
背景技术:
2.随着科技的飞速发展,各大行业也取得了跨时代的进步,近些年,随着传统能源资源的有限性,新能源被大力开发,其中,锂电也由此萌生。锂电又名锂离子电池,锂离子电池中的核心部分为锂离子电芯,锂离子电芯成型后还需要进行热塑和短路测试工艺,无论是哪个工艺,对于电芯的短路控制都是非常重要的。卷绕工序裸电芯短路不良主要是由于隔膜与极片之间吸附粉尘颗粒(料粉、金属粉、其他可导电颗粒等)导致短路测试时尖端放电,隔膜被击穿后正负极片直接形成通路,导致内部短路。
3.锂离子电芯隔膜为其中的一部分,目前市面的锂离子电芯隔膜主要分为水基隔膜和油基隔膜。由于水基隔膜本身材质的限制,在2c乃至5c、10c等大倍率的充放电的过程中容易形成黑斑、析锂等不良,故开发出了适用于大倍率充电的油基隔膜。然而由于油基隔膜涂覆物质是以丙酮、dmac等有机液体为溶剂,对水的敏感性非常高,从而制备的油基隔膜表面电阻大,在生产、运输、储存的接触摩擦的过程中容易积累电荷产生静电,从而导致在卷绕的过程中易吸附粉尘造成短路测试时隔膜被粉尘尖端放电击穿,形成短路(卷绕后进行短路测试)。
4.可见,对于粉尘颗粒的控制,是整个锂离子电芯防止短路的关键。如图1所示,图1为裸电芯的结构示意图,裸电芯包括电芯本体100以及与电芯本体100连接的极耳200,电芯本体100划分为承压部1001以及位于承压部1001两侧的弯曲部1002。如图2所示,图2为裸电芯热压塑形时的状态图,当热压板300对裸电芯进行热压时,热压板300是压在承压部1001及两个弯曲部1002上的,弯曲部1002的侧边为弧面,当该弧面受到热压板300的压力后,将会向外扩张并收缩形成受压部1003,与此同时,弯曲部1002的中心位置由于弧面收缩形成了压痕1004,压痕1004的产生将导致弯曲部1002自身材料脱落出粉尘颗粒,脱落的粉尘颗粒被锂离子电芯隔膜产生的静电吸附,进而形成短路现象。
技术实现要素:
5.针对现有技术的不足,本实用新型提供一种电芯热压塑形装置。
6.本实用新型公开的一种电芯热压塑形装置,包括:支撑件、驱动件以及热压件,驱动件设于支撑件,驱动件的输出端连接热压件,热压件背向驱动件的一面具有热压面,热压面的面积与裸电芯的承压部面向热压面的一面的面积相当。
7.根据本实用新型的一实施方式,热压件包括热源件及导热件,热源件连接驱动件的输出端,导热件贴设于热源件背向驱动件的一面。
8.根据本实用新型的一实施方式,热压件相对的两侧分别设有一避空位。
9.根据本实用新型的一实施方式,还包括极耳压力件,极耳压力件连接驱动件的输出端,极耳压力件与驱动件的间距大于热压件与驱动件的间距。
10.根据本实用新型的一实施方式,还包括承载件,承载件与热压面相对设置。
11.根据本实用新型的一实施方式,承载件包括第一承载板,第一承载板与热压面正对设置。
12.根据本实用新型的一实施方式,承载件还包括第二承载板,第二承载板与第一承载板相邻设置,且第二承载板高出于第一承载板。
13.根据本实用新型的一实施方式,第二承载板为一体式结构或分体式结构。
14.根据本实用新型的一实施方式,导热件由可变形材料制成。
15.根据本实用新型的一实施方式,导热件为耐热软胶材质。
16.本实用新型的有益效果在于,驱动件驱动热压件运动,热压件与裸电芯的电芯本体接触,其中,热压件上的热压面仅仅是与电芯本体的承压部接触,热压件对承压部施加作用力并将自身热量导向电芯本体,实现热压塑形。在整个热压塑形过程,热压件并不与电芯本体的弯曲部接触,进而不对弯曲部造成压力,弯曲部不会形成受压部及压痕,避免出现粉尘颗粒掉落的现象,最终防止了短路现象的发生。
附图说明
17.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
18.图1为裸电芯的结构示意图;
19.图2为裸电芯热压塑形时的状态图;
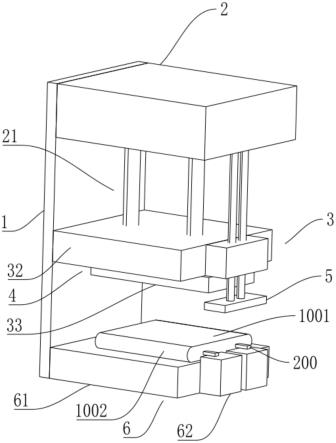
20.图3为实施中电芯热压塑形装置的立体结构示意图;
21.图4为实施例中电芯热压塑形装置的另一立体结构示意图;
22.图5为实施例中电芯热压塑形装置的剖视图;
23.图6为实施例中裸电芯的另一示意图;
24.图7为实施例中承压部的面积示意图;
25.图8为实施例中承压部的另一面积示意图;
26.图9为实施例中承压部的又一面积示意图;
27.图10为实施例中热压件的状态图;
28.图11为实施例中热压件的另一状态图;
29.图12为实施例中热压件的又一状态图。
30.附图标记说明:
31.100-电芯本体;1001-承压部;1002-弯曲部;10021-第一边界线;1003-受压部;1004-压痕;
32.200-极耳;2001-第二边界线;
33.300-热压板;
34.1-支撑件;
35.2-驱动件;21-输出端;
36.3-热压件;31-热压面;32-热源件;33-导热件;
37.4-避空位;
38.5-极耳压力件;
39.6-承载件;61-第一承载板;62-第二承载板。
具体实施方式
40.以下将以图式揭露本实用新型的多个实施方式,为明确说明起见,许多实务上的细节将在以下叙述中一并说明。然而,应了解到,这些实务上的细节不应用以限制本实用新型。也就是说,在本实用新型的部分实施方式中,这些实务上的细节是非必要的。此外,为简化图式起见,一些习知惯用的结构与组件在图式中将以简单的示意的方式绘示之。
41.另外,在本实用新型中如涉及“第一”、“第二”等的描述仅用于描述目的,并非特别指称次序或顺位的意思,亦非用以限定本实用新型,其仅仅是为了区别以相同技术用语描述的组件或操作而已,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
42.如图3-图5所示,图3为实施中电芯热压塑形装置的立体结构示意图;
43.图4为实施例中电芯热压塑形装置的另一立体结构示意图;图5为实施例中电芯热压塑形装置的剖视图。本技术的电芯热压塑形装置包括支撑件1、驱动件2及热压件3,驱动件2与支撑件1连接进行固定,通过支撑件1设置,便于驱动件2的固定。驱动件2的输出端21连接热压件3,热压件3具有热压面31,热压面31位于热压件3远离驱动件2的一侧,热压面31的面积与裸电芯的承压部1001面向驱动件2的一面的面积相当。热压件3与裸电芯接触前先提高自身温度,驱动件2工作并驱使热压件3朝靠近裸电芯的方向运动,热压件3的热压面31在驱动件2的推动下与裸电芯接触,热压面31接触的区域为电芯本体100的承压部1001,并在驱动件2的作用下持续对承压部1001产生一定的压力和导热,实现裸电芯的热压塑形。
44.在另一实施例中,热压件3还可以与支撑件1之间通过滑轨与滑块的结构实现滑动连接,提升热压件3运动时的稳定性与精准性。
45.如图6所示,图6为实施例中裸电芯的另一示意图。裸电芯的一个弯曲部1002具有第一边界线10021,与弯曲部1002最为接近的极耳200具有第二边界线2001,承压部1001的边缘位于第一边界与第二边界之间,也就是说,在横向方向上,承压部1001的边缘到裸电芯中心的距离为l1,第一边界线10021到裸电芯中心的距离为l2,第二边界线2001到距离裸电芯中心的距离为l3,其中,l1的取值范围为大于等于l3,且小于等于l2。
46.进一步对“热压面31的面积与裸电芯的承压部1001面向驱动件2的一面的面积相当”进行解释:
47.(1)如图7所示,图7为实施例中承压部1001的面积示意图。热压面31与承压部1001面向驱动件2的一面面积相同,当热压面31与承压部1001接触时,热压面31与承压部1001面向驱动件2一面的面积重合。
48.(2)如图8所示,图8为实施例中承压部1001的另一面积示意图。热压面31与承压部1001面向驱动件2的一面面积不完全相同,当热压面31与承压部1001接触时,热压面31仅仅是与承压部1001面向驱动件2一面的部分面积重合。
49.(3)如图9所示,图9为实施例中承压部1001的又一面积示意图。热压面31与承压部
1001面向驱动件2的一面面积不完全相同,当热压面31与承压部1001接触时,热压面31与极耳200延伸至电芯本体100内部区域所对应的承压部1001局部重合。
50.如图10-图11所示,图10为实施例中热压件3的状态图;图11为实施例中热压件3的另一状态图。更进一步的,热压件3相对的一侧均设有避空位4,两个避空位4与两个弯曲部1002相对设置,防止弯曲部1002直接受到热压件3的压力。具体应用时,热压件3的横截面可以是梯形,也可以是不规则多边形,只需要其热压面31与承压部1001相对应,且存有避空位4即可,不对热压件3形状作具体限制。
51.如图3、图4、图5及图12所示,图12为实施例中热压件3的又一状态图。在另一实施例中,热压件3包括热源件32及导热件33,热源件32与驱动件2的输出端21连接,热源件32远离驱动件2的一端与导热件33连接,导热件33具有热压面31。通过热源件32将热量传递至导热件33,进而使得导热件33升温。其中,热源件32的横截面面积大于导热件33,如此不仅可以提高导热件33受热升温的速度,而且当导热件33与承压部1001接触时,驱动件2所产生的推力经过热源件32后可以更为均匀的传递至导热件33,避免导热件33局部受力集中,影响了对承压部1001的施压。此外,热源件32不与导热件33接触的部分,也同样可以将少量的热量传递至电芯本体100的弯曲部1002,使得弯曲部1002的温度也提升,进而提高热压塑形的效果。
52.具体应用时,导热件33选用的是可变形材质,通过该种材质的变形性能,当导热件33与承压部1001接触时,不会产生瞬间的撞击力,为二者的接触提供缓冲,避免对电芯本体100造成损伤。具体的,可变形材质除了选用变形量较大的材质外,还可以选取变形量较小的材质。本实施例中的导热件33为耐热软胶材质。
53.电芯热压塑形装置还包括承载件6,承载件6与热压面31相对设置,通过承载件6进行裸电芯的承载。承载件6包括第一承载板61,第一承载板61与热压面31正对设置,裸电芯放置于第一承载板61上。进一步的,承载件6还包括第二承载板62,第二承载板62与第一承载板61相邻设置,且第二承载板62的高度高于第一承载板61,当裸电芯上料后,电芯本体100位于第一承载板61上,极耳200则位于第二承载板62上。具体应用时,第二承载板62可以采用一体式结构,即第二承载板62的宽度大于裸电芯上两个极耳200的间距,使得两个极耳200可以同时放置于同一个第二承载板62上。此外,第二承载板62还可以采用分体式结构,即有两个结构相同的子承载板,裸电芯上的两个极耳200分别位于两个子承载板上。本实施例中第二承载板62采用的是分体式结构,不仅便于调整两个子承载板的位置,以适应不同规格尺寸的裸电芯,还具有节约材料的优势,降低了制造成本。
54.电芯热压塑形装置还包括极耳压力件5,极耳压力件5与导热件33相邻设置,极耳压力件5连接驱动件2的输出端21,且极耳压力件5与第二承载板62正对设置,通过极耳压力件5对两个极耳200进行施压,对电芯本体100起到固定效果,防止导热件33与电芯本体100接触时发生位置偏移。导热件33与驱动件2之间存有第一间距h1,极耳压力件5与驱动件2之间存有第二间距h2,第一间距h1小于第二间距,驱动件2驱动导热件33与极耳压力件5同时向裸电芯运动时,极耳压力件5先与极耳200接触对电芯本体100进行固定,而后导热件33再与承压部1001接触。
55.电芯热压塑形装置工作时,先将裸电芯放置于承载件6上,电芯本体100位于第一承载板61,极耳200则位于第二承载板62,同时,热源件32工作产生热量并将热量导向导热
件33,使其升温,而后,驱动件2工作驱动导热件33及极耳压力件5朝靠近裸电芯的方向运动,极耳压力件5与导热件33先后与极耳200和电芯本体100接触,导热件33将热量传递至电芯本体100的承压部1001,并同步对其进行施压,实现热压塑形,最后驱动件2带动导热件33和极耳压力件5复位,即可取出热压塑形后的裸电芯。
56.综上所述,驱动件2驱动热压件3运动,热压件3与裸电芯的电芯本体100接触,其中,热压件3上的热压面31仅仅是与电芯本体100的承压部1001接触,热压件3对承压部1001施加作用力并将自身热量导向电芯本体100,实现热压塑形。在整个热压塑形过程,热压件3并不与电芯本体100的弯曲部1002接触,进而不对弯曲部1002造成压力,弯曲部1002不会形成受压部1003及压痕1004,避免出现粉尘颗粒掉落的现象,最终防止了短路现象的发生。
57.以上所述仅为本实用新型的实施方式而已,并不用于限制本实用新型。对于本领域技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原理内所作的任何修改、等同替换、改进等,均应包括在本实用新型的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1