电池顶盖的注塑铆接结构及电池顶盖组件的制作方法
1.本实用新型属于新能源汽车的动力电池配合技术领域,具体涉及一种动力电池顶盖的注塑铆接结构,以及具有该注塑铆接结构的电池顶盖组件。
背景技术:
2.动力电池是新能源车的重要组成部件,现有的新能源电池多采用锂离子电池作为其动力电池。对于动力锂电池而言,除电芯、bms等关键部件外,电池壳体结构也是其安全性的一个重要因素。其中,极柱是电池模组的组成部分,其除用于与模组内的电芯的正负极相边以用于导电外,也需要具有相应的结构强度和密封要求,以满足汽车的应用要求。
技术实现要素:
3.本实用新型的目的在于提供易于制造且极柱的结构强度佳的电池顶盖的注塑铆接结构,以及具有该注塑铆接结构的电池顶盖组件。
4.作为本实用新型的第一方面,提供了一种电池顶盖的注塑铆接结构,包括顶盖片、设置于顶盖片上方的极柱,以及设置于极柱与顶盖片之间的密封件;所述顶盖片上设有贯通地设置的顶盖极柱口,极柱包括极柱部和固定部;还包括第一塑件,第一塑件与密封件采用绝缘材料制成。
5.所述顶盖片上围绕顶盖极柱口设有若干个铆接件,极柱上设有与铆接件对应设置的铆接孔,铆接孔贯通地设置于固定部上;所述铆接件的顶端设有铆头,铆接孔内径大于铆接件外径以使铆接件与铆接孔之间间隔而不接触以形成为间隙。
6.所述第一塑件通过注塑形成于极柱上,第一塑件包括形成于间隙中以隔离铆接件与铆接孔的注塑连接部。
7.该注塑铆接结构可以通过自动化流水线完成从原料到成品的全部生产流程,并且注塑形成的第一塑件能快速包裹极柱,使极柱与顶盖片之间结构上紧密结构并通过铆接结构提升极柱的柱推力与扭力值,从而使得极柱的结构强度得以提升。
8.根据上述的电池顶盖的注塑铆接结构,所述铆头是在极柱装配后经铆压而形成的。
9.根据上述的电池顶盖的注塑铆接结构,所述铆头是预成型后与极柱装配的。
10.根据上述的电池顶盖的注塑铆接结构,所述固定部围绕极柱部地设置,且其厚度小于极柱部;所述第一塑件包覆固定部的上表面、下表面以及侧表面,第一塑件连续或间隔地设置。
11.根据上述的电池顶盖的注塑铆接结构,所述顶盖极柱口外围还设有第一凹台,其邻近顶盖极柱口且不贯通地设置。
12.根据上述的电池顶盖的注塑铆接结构,所述密封件包括第一密封部和第二密封部,第一密封部设置于固定部与第一凹台之间,第二密封部设置于极柱部外壁与顶盖极柱口内壁之间。
13.根据上述的电池顶盖的注塑铆接结构,所述顶盖片上还设有围绕顶盖极柱口设置的若干个第一凹腔,极柱上对应设有过料孔,过料孔贯通地设置于固定部上;第一塑件上形成有依次穿过过料孔和第一凹腔的第三铆接件,第三铆接件上设有铆头,铆头配合于第一凹腔内以使第一塑件与顶盖片相连接。
14.根据上述的电池顶盖的注塑铆接结构,还包括设置于顶盖片下方的第二塑件,第二塑件与顶盖片之间卡接配合或注塑成型地形成。
15.根据上述的电池顶盖的注塑铆接结构,所述顶盖片的下表面上设有第一铆接件,第二塑件的上表面上设有第二铆接件,第一铆接件与第二铆接件凹凸配合以卡接配合。
16.根据上述的电池顶盖的注塑铆接结构,所述顶盖片的下表面还设有第一定位件,第二塑件的上表面设有第二定位件,第一定位件与第二定位件凹凸配合以定位。
17.根据上述的电池顶盖的注塑铆接结构,所述极柱部包括上极柱部与下极柱部,两者相对于固定部分别向上和向下凸设地设置;第二密封部设置于下极柱部外壁与顶盖极柱口内壁之间;所述第一塑件包括将固定部完全包裹的包覆腔。
18.根据上述的电池顶盖的注塑铆接结构,所述铆接件与第一凹腔分别有四个,以各自成90
°
角、相邻成45
°
角沿圆周方向设置于顶盖极柱口外围。
19.根据上述的电池顶盖的注塑铆接结构,所述铆接件不贯穿顶盖片地设置。
20.根据上述的电池顶盖的注塑铆接结构,第一定位件设置于铆接件内。
21.根据上述的电池顶盖的注塑铆接结构,所述铆接孔的上口处具有倒角。
22.根据上述的电池顶盖的注塑铆接结构,所述第一塑件上设有贯通设置的上极柱口,上极柱口、顶盖极柱口和下极柱口上下对应贯通地设置。
23.根据上述的电池顶盖的注塑铆接结构,所述第二定位件为凸柱,第一定位件为凹腔;第二铆接件为铆柱,第一铆接件为铆腔。
24.一种电池顶盖组件,包括电池顶盖以及设置于其上的正极极柱和负极极柱,所述正极极柱或负极极柱包括上述的电池顶盖的注塑铆接结构。
25.其中,所述正极极柱与负极极柱可以设置于同一电池顶盖上以形成一体式铆接顶盖组件,也可以分别设于不同的电池顶盖上以形成分体式铆接顶盖组件。
26.本实用新型的电池顶盖的注塑铆接结构具有以下有益效果:
27.1.结构设置合理,可以采用流水线完成加工和装配过程,易于制造。
28.2.极柱与顶盖片之间、顶盖片与第二塑件之间,均设有定位结构,可以使得装配过程中各部件能快速、准确地定位。
29.3.顶盖片与极柱之间有双重铆接结构,即铆接件与注塑连接部的配合以及第一凹腔与第三铆接件的配合,配合沿圆周均匀设置的布局方式可使极柱的结构强度得以明显提升。
30.4.铆接后铆接柱不与极柱直接相连,而是被第一塑件的注塑连接部隔开而不导通,满足正常使用需求。
31.5.密封件在注塑时以及注塑完成后,均处于受压状态,可以确保对顶盖极柱口的密封效果。
32.6.极柱除极柱部因使用需要在顶部裸露外,其他部分的固定部在上、下及侧方均被第一塑件完全包裹,绝缘性得以提升。
33.7.对于正负极极柱的材质要求不同的实际情况,该注塑铆接结构也可以允许使用两种材质共同形成为负极柱。
附图说明
34.图1是本实用新型实施例一的动力电池的结构分解示意图;其中电芯未示出;
35.图2是图1实施例中的电池顶盖的结构分解示意图;
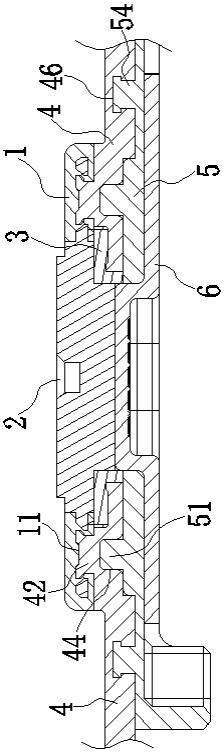
36.图3是图2中沿aa截面的局部剖视图,其是正极柱处的剖视图;
37.图4是图1实施例中的顶盖片的顶视结构示意图;
38.图5是顶盖片的底视结构示意图;
39.图6是图1实施例中第二塑件的结构示意图;
40.图7是图1实施例中正极柱处的极柱的结构示意图;
41.图8是图7的极柱的剖视图;
42.图9是图1实施例中的密封件的剖视图;
43.图10是图1实施例中的第一塑件的结构示意图;
44.图11是图10的第一塑件的剖视图及其局部放大示意图;
45.图12是图1实施例中第一塑件与正极柱的配合剖视图;
46.图13是图1实施例中顶盖片、密封件以及正极柱在配合后的局部剖视图;
47.图14是图1实施例中顶盖片、密封件以及负极柱在配合后的剖视图;
48.图15是本实用新型实施例二的动力电池的结构分解示意图;其中电芯未示出。
49.其中附图标记为:第一塑件1,极柱2,密封件3,顶盖片4,第二塑件5,极耳6,上极柱口11,包覆腔12,注塑连接部13,第三铆接件14,极柱部21,固定部22,铆接孔23,过料孔24,间隙25,第一密封部31,第二密封部32,顶盖极柱口41,铆接件42,第一凹腔43,第一定位件44,第一凹台45,第一铆接件46,第二定位件51,凸台52,下极柱口53,第二铆接件54,正极极柱101,负极极柱102,防爆阀103,电池壳体104,第一极柱件201、第二极柱件202、下极柱部211,上极柱部212。
具体实施方式
50.为了使本领域技术人员更好地理解本实用新型,从而对本实用新型要求保护的范围作出更清楚地限定,下面就本实用新型的某些具体实施例对本实用新型进行详细描述。需要说明的是,以下仅是本实用新型构思的某些具体实施方式仅是本实用新型的一部分实施例,其中对于相关结构的具体的直接的描述仅是为方便理解本实用新型,各具体特征并不当然、直接地限定本实用新型的实施范围。本领域技术人员在本实用新型构思的指导下所作的常规选择和替换,均应视为在本实用新型要求保护的范围内。
51.一种电池顶盖的铆接结构,包括顶盖片4、设置于顶盖片4上方的极柱2,以及设置于极柱2与顶盖片4之间的密封件3和注塑连接至极柱2上的第一塑件1;所述顶盖片4上设有贯通地设置的顶盖极柱口41,极柱2包括极柱部21和固定部22。其中,第一塑件1与密封件3采用绝缘材料制成。
52.所述顶盖片4上围绕顶盖极柱口41设有若干个铆接件42,极柱2上设有与铆接件42对应设置的铆接孔23,铆接孔23贯通地设置于固定部22上;所述铆接件42的顶端设有铆头,
铆接孔23内径大于铆接件42外径以使铆接件42与铆接孔23之间间隔而不接触。
53.所述第一塑件1通过注塑形成于极柱2上,其包括形成于铆接件42与铆接孔23之间的注塑连接部13。
54.作为优选,所述铆头可以是经铆压而形成的。
55.作为优选,所述铆头可以是直接预成型或加工形成的。
56.作为优选,所述固定部22围绕极柱部21地设置,且其厚度小于极柱部21;所述第一塑件1还包覆固定部22的上表面、下表面以及侧表面,第一塑件1连续或间隔地设置。
57.所述第一塑件1内还设有注塑连接部13,注塑连接部13连通包覆腔12与下表面,并供顶盖片4的铆接件42设置其中。
58.作为优选,所述顶盖极柱口41外围还设有第一凹台45,其邻近顶盖极柱口41且不贯通地设置。所述密封件3包括第一密封部31和第二密封部32,第一密封部31设置于固定部22与第一凹台45之间,第二密封部32设置于极柱部21外壁与顶盖极柱口41内壁之间。
59.作为优选,所述顶盖片4上还设有围绕顶盖极柱口41设置的若干个第一凹腔43,极柱2上对应设有过料孔24,过料孔24贯通地设置于固定部22上;第一塑件1上形成有依次穿过过料孔24和第一凹腔43的第三铆接件14,第三铆接件14上设有铆头,铆头配合于第一凹腔43内以使第一塑件1与顶盖片4相连接。
60.较佳地,该铆接结构还包括设置于顶盖片4下方的第二塑件5,第二塑件5与顶盖片4之间卡接配合或注塑成型地形成。所述顶盖片4的下表面上还设有第一铆接件46,第二塑件5的上表面上设有第二铆接件54,第一铆接件46与第二铆接件54凹凸配合以卡接。
61.其中,所述顶盖片4的下表面设有第一定位件44,第二塑件5的上表面设有第二定位件51,第一定位件44与第二定位件51凹凸配合以定位。
62.较佳地,所述极柱部21包括上极柱部212与下极柱部211,上极柱部212相对于固定部22向上凸地设置,下极柱部211相对于固定部22向下凸地设置;第二密封部32设置于下极柱部211外壁与顶盖极柱口41内壁之间;所述固定部22被包覆腔12完全包裹。
63.实施例一
64.如图1所示,一种铆接大圆结构极柱的动力电池,包括电池壳体104和配合于其上的电池顶盖。其中,电池的正负极位于同一电池顶盖上,以构成具有一体式铆接大圆结构极柱的电池。即,电池顶盖上设有正极极柱101、负极极柱102以及防爆阀103。
65.在本实施例中,正极极柱101与负极极柱102均经铆接结构设置于电池顶盖上。
66.如图2所示,本实施例的电池顶盖的铆接结构,包括顶盖片4、设置于顶盖片4上方的极柱2、设置于极柱2与顶盖片4之间的密封件3,以及设置于顶盖片4下方的第二塑件5和设置于极柱2上的第一塑件1。其中,第一塑件1、第二塑件5和密封件3均采用绝缘材料制成。在本实施例中,电池顶盖下方还设有与极柱2相接触的极耳6。
67.如图4所示,所述顶盖片4上设有贯通地设置的顶盖极柱口41,顶盖片4的上表面上围绕顶盖极柱口41设有若干个铆接件42,顶盖极柱口41外围还设有若干个第一凹腔43。
68.在本实施例中,铆接件42与第一凹腔43分别有四个,以各自成90
°
角、相邻成45
°
角沿圆周方向设置于顶盖极柱口41外围。其中,铆接件42与第一凹腔43均不贯穿顶盖片4地设置。
69.如图4所示,所述顶盖极柱口41外围还设有第一凹台45,其邻近顶盖极柱口41且不
贯通地设置。较佳地,所述第一凹台45的外边缘为圆形形状,而顶盖极柱口41为方形口。
70.如图5所示,所述顶盖片4的下表面上设有第一定位件44,其不贯通地设置。顶盖片4的下表面上还设有第一铆接件46。
71.如图6所示,所述第二塑件5的上表面上设有第二定位件51,第一定位件44与第二定位件51对应设置以将顶盖片4与第二塑件5定位地配合。
72.在本实施例中,第一定位件44为设置于顶盖片4底面上的凹孔,其不贯穿顶盖片地设置;第二定位件51为凸设于第二塑件5上表面上的凸柱,两者凹凸配合以定位。
73.如图6所示,所述第二塑件5的上表面上还设有第二铆接件54,其用于铆接至设置于第一定位件44下表面上的第一铆接件46内,从而实现第二塑件5与顶盖片4的可拆卸连接。
74.在本实施例中,用于定位的第一定位件44和第二定位件51与用于铆接的第二铆接件54和第一铆接件46是分别设置的,若将两者对调或结合也是可行的。
75.如图5、6所示,在本实施例中,所述第二塑件5的上表面形成有凸设的凸台52,凸台52内贯通地设有下极柱口53,第二定位件51凸设于凸台52上。而顶盖片4的下表面上对应设有凹腔,顶盖极柱口41设置于凹腔内并与下极柱口53对应设置。当第二塑件5从下方配合于顶盖片4时,凸台52配合于凹腔内、第二定位件51配合于第一定位件44内,以将第二塑件5与顶盖片4定位。
76.在本实施例中,正、负极极柱优选分设于电池顶盖的两端附近,以使得第二塑件5与顶盖片4定位准确。
77.在本实施例中,第二定位件51为凸柱,第一定位件44为凹腔;第二铆接件54为铆柱,第一铆接件46为铆腔。
78.在本实施例中,所述极柱2包括极柱部21和设置于极柱部21外围的固定部22,极柱部21配合于顶盖极柱口41中以用于导电,固定部22配合于顶盖片4上以将极柱2连接至顶盖片4上。
79.在本实施例中,所述固定部22上设有与铆接件42对应设置的铆接孔23,以及与第一凹腔43对应设置的过料孔24。其中,过料孔24贯穿地设置,铆接孔23贯穿地设置于固定部22上以供铆接件42穿过。在本实施例中,所述铆接孔23的上口处具有倒角。
80.如图8所示,所述极柱部21包括上极柱部212与下极柱部211,上极柱部212相对于固定部22向上凸地设置,下极柱部211相对于固定部22向下凸地设置。
81.其中,正极柱为如图7、8所示的整体一式结构,上极柱部212、下极柱部211及固定部22是一体的。负极柱为分体式结构,如图14所示,其由第一极柱件201和第二极柱件202相接触地形成,上极柱部212与固定部22形成于第一极柱件201上,下极柱部211形成于第二极柱件202上,这样的结构可以便于负极柱采用不同材质制成;例如第一极柱件201为铝合金,第二极柱件202为铜铝金。
82.如图2、9所述,密封件3为密封圈,其设置于极柱2与顶盖片4之间并围绕顶盖极柱口41设置以密封顶盖极柱口41。装配后,密封圈处于受压压缩状态。
83.在本实施例中,所述密封件3包括第一密封部31和第二密封部32,第一密封部31设置于固定部22与第一凹台45之间,第二密封部32设置于下极柱部211外壁与顶盖极柱口41内壁之间,以分别起到密封和绝缘的作用。
84.如图10、11所示,所述第一塑件1上设有贯通设置的上极柱口11,上极柱口11、顶盖极柱口41和下极柱口53上下对应贯通地设置,各口大小可以相同或不同。第一塑件1内还设有包覆腔12以将极柱2的固定部22包覆于其中,两者配合后极柱2的固定部22被其完全包裹,使得第一塑件1沿极柱的外边缘连续地包覆固定部22的上表面、下表面以及侧表面。
85.在本实施例中,所述第一塑件1内还设有注塑连接部13,其内侧形成有通孔连通包覆腔12与下表面,以供顶盖片4的铆接件42设置其中。
86.如图3、13所示,当铆接件42被铆压后在其端部形成为铆头,铆接件42与铆接孔23之间间隔不接触地设置,以在两者之间形成为间隙25;注塑第一塑件1时,对上极柱部212施压力以确保密封件3被压缩的情况下进行注塑,在第一塑件1被注塑至极柱2上以后,注塑连接部13形成于铆接件42和铆接孔23之间的间隙25内。
87.如图10、12所示,在注塑完成后,第一塑件1的下表面上还凸设有第三铆接件14,其穿过过料孔24后延伸至第一凹腔43内,从而也形成铆接的连接结构,使第一塑件1、极柱2、密封件3与顶盖片4连接在一起。
88.本实用新型的电池顶盖的铆接结构按以下方法被制造:
89.首先,将密封件3放置于极柱2与顶盖片4之间,使设于顶盖片4上的铆接件42穿过设于极柱2上的铆接孔23;然后,对铆接件42进行铆压处理,以使铆接件42的头部受压变形为铆头,铆压后具有铆头的铆接件42在各处的外径均小于铆接孔23的内径,从而使铆接件42与铆接孔23之间具有间隔而不接触地设置。当然,在其他实施例中,所述铆接件42的铆头也可以是先预成型,再将极柱2装配于其上,因两者之间形成有间隙25故这在技术上也可实现的。
90.其次,将上述步骤铆接处理后的顶盖片4、密封件3及极柱2一同转至注塑模具处,对极柱2施加一定压力以使得密封件3被压缩;在保持压力的情况下,进行注塑处理以在极柱2上方形成第一塑件1。其中,密封件3的压缩量一般应大于40%,以确保密封性合格,不影响注塑过程。
91.最后,将预先注塑成型好的第二塑件5从顶盖片4上方卡入顶盖片4的下表面上,以形成该电池顶盖的铆接结构。其中,第二塑件5是预先注塑成型地形成再扣合于顶盖片4下方以实现两者相连接的目的的。
92.当然,第二塑件5也可以是采用注塑工艺直接注塑成型于顶盖片4的下方。
93.实施例二
94.如图15所示,一种铆接大圆结构极柱的动力电池,包括电池壳体104和配合于其两侧的两个电池顶盖。其中,电池的正、负极分别位于一个电池顶盖上,以构成具有分体式铆接大圆结构极柱的动力电池。
95.在本实施例中,正、负极极柱的结构与实施例一相同,区别仅在于正、负极极柱在电池上的设置位置不同,因此不再赘述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1