一种线圈扭线夹持旋转机构的制作方法
1.本实用新型涉及线圈制作设备,特别涉及一种线圈扭线夹持旋转机构。
背景技术:
2.线圈在未成型前是零散的多股丝线,需要将这些丝线扭成一股线束,现有的线圈扭线时,因为扭线机构不能同时对产品两端的线束扭线,需要将产品旋转后才能对另一端的线束扭线成型。而目前对产品旋转的操作是人工完成,而且需要人工装夹产品两次,才能完成产品上的线束扭线成型。
技术实现要素:
3.为了克服现有技术中存在的缺点和不足,本实用新型的目的在于提供一种线圈扭线夹持旋转机构。
4.本实用新型的目的通过下述技术方案实现:一种线圈扭线夹持旋转机构,包括旋转装夹机构、控制该旋转装夹机构旋转的旋转驱动机构,所述旋转驱动机构通过齿轮和齿条啮合传动所述旋转装夹机构。本实用新型的旋转装夹机构可以并排设置多个,多个旋转装夹机构同时夹持产品,产品两端的线束轮流扭线,扭完一端的线束后、旋转装夹机构旋转180度,使产品旋转,扭线机构对产品另一端的线束扭线。
5.作为本实用新型线圈扭线夹持旋转机构的一种改进,所述旋转驱动机构包括齿条安装板,所述齿条安装在所述齿条安装板上,所述齿条安装板的一侧设有驱动连接板,所述驱动连接板的一端设有横移驱动气缸,所述横移驱动气缸控制所述齿条安装板横向移动时、所述齿条带动所述齿轮转动,所述齿轮转动带动所述旋转装夹机构旋转。齿条可以是一整条的设置齿条安装板上,也可以是多条的间隔设置在齿条安装板上,每条齿条均与旋转装夹机构对应位置设置,旋转驱动机构通过齿条能够同时驱动多个旋转装夹机构旋转。
6.作为本实用新型线圈扭线夹持旋转机构的一种改进,所述旋转装夹机构包括装夹套筒,所述装夹套筒的一端设有产品夹,所述装夹套筒内穿设有一开夹顶轴,所述开夹顶轴由一开夹驱动控制,所述开夹驱动按压所述开夹顶轴能够使所述产品夹打开,所述齿轮安装在所述装夹套筒的另一端。
7.作为本实用新型线圈扭线夹持旋转机构的一种改进,所述开夹驱动包括开夹板,所述开夹板上设有开夹顶针,所述开夹顶针与所述开夹顶轴对应设置,所述开夹板的中部设有开夹气缸,所述开夹板的底部通过滑块连接在滑轨上。开夹顶针的个数可以根据旋转装夹机构的个数进行设置,每个开夹顶针均与开夹顶轴一一对应。
8.作为本实用新型线圈扭线夹持旋转机构的一种改进,所述产品夹包括夹爪座,所述夹爪座的两侧分别通过轴销安装有夹爪,所述夹爪座的前端设有产品定位座,两个所述夹爪通过弹簧连接,所述开夹顶轴的一端伸入在所述夹爪座内、并与两个所述夹爪连接,所述开夹驱动推动所述开夹顶轴移动时、两个所述夹爪呈打开状态。
9.作为本实用新型线圈扭线夹持旋转机构的一种改进,还包括产品定位机构,所述
产品定位机构能够定位放置在所述旋转装夹机构上的产品。产品定位机构先对产品进行定位,旋转装夹机构再动作夹持产品。
10.作为本实用新型线圈扭线夹持旋转机构的一种改进,所述产品定位机构包括定位安装板,所述定位安装板由一前移定位气缸控制前后移动,所述定位安装板上设有左右移动控制气缸和腰形孔,所述左右移动控制气缸的活塞杆端设有连接块,所述连接块从所述腰形孔穿出、并连接一横移板,所述横移板上设有升降气缸和固定板,所述升降气缸控制活动板升降运动,所述活动板和所述固定板上均设有l形定位板。
11.本实用新型的有益效果在于:本实用新型能够实现自动的产品固定,产品放置在旋转装夹机构的产品夹持位置,启动产品定位机构定位产品,产品定位后、旋转装夹机构上的产品夹动作夹持产品。本实用新型能够同时对多个产品进行夹持固定,旋转装夹机构能够对产品进行旋转,使产品一端上的线束完成扭线后、旋转至另一端,不需要重新对产品进行装夹,提高产品的扭线效率。
附图说明
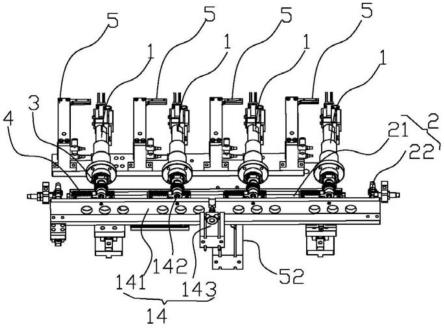
12.图1是本实用新型的正面立体图;
13.图2是本实用新型的反面立体图;
14.图3是本实用新型旋转装夹机构的立体图;
15.附图标记为:
16.1、旋转装夹机构;11、装夹套筒12、产品夹13、开夹顶轴14、开夹驱动141、开夹板142、开夹顶针143、开夹气缸121、夹爪座122、夹爪123、产品定位座141、开夹板142、开夹顶针143、开夹气缸;
17.2、旋转驱动机构;21、齿条安装板22、驱动连接板;
18.3、齿轮;
19.4、齿条;
20.5、产品定位机构;51、定位安装板52、前移定位气缸53、左右移动控制气缸54、腰形孔55、连接块56、横移板57、升降气缸58、固定板59、活动板50、l形定位板。
具体实施方式
21.下面将结合本实用新型实施例中的附图对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
23.另外,在本实用新型中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合
出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围内。
24.如图1-图3所示,一种线圈扭线夹持旋转机构,包括旋转装夹机构1、控制该旋转装夹机构1旋转的旋转驱动机构2,旋转驱动机构2通过齿轮3和齿条4啮合传动旋转装夹机构1。本实用新型的旋转装夹机构1可以并排设置多个,多个旋转装夹机构1同时夹持产品,产品两端的线束轮流扭线,扭完一端的线束后、旋转装夹机构1旋转180度,使产品旋转,扭线机构对产品另一端的线束扭线。本实用新型能够同时对多个产品进行扭线,提高扭线效率。
25.优选的,旋转驱动机构2包括齿条安装板21,齿条4安装在齿条安装板21上,齿条安装板21的一侧设有驱动连接板22,驱动连接板22的一端设有横移驱动气缸(图未示),横移驱动气缸控制齿条安装板21横向移动时、齿条4带动齿轮3转动,齿轮3转动带动旋转装夹机构1旋转。齿条4可以是一整条的设置齿条安装板21上,也可以是多条的间隔设置在齿条安装板21上,每条齿条4均与旋转装夹机构1对应位置设置,旋转驱动机构2通过齿条4能够同时驱动多个旋转装夹机构1旋转。
26.优选的,旋转装夹机构1包括装夹套筒11,装夹套筒11的一端设有产品夹12,装夹套筒11内穿设有一开夹顶轴13,开夹顶轴13由一开夹驱动14控制,开夹驱动14按压开夹顶轴13能够使产品夹12打开,齿轮3安装在装夹套筒11的另一端。
27.优选的,开夹驱动14包括开夹板141,开夹板141上设有开夹顶针142,开夹顶针142与开夹顶轴13对应设置,开夹板141的中部设有开夹气缸143,开夹板141的底部通过滑块连接在滑轨上。开夹顶针142的个数可以根据旋转装夹机构1的个数进行设置,每个开夹顶针142均与开夹顶轴13一一对应。
28.优选的,产品夹12包括夹爪座121,夹爪座121的两侧分别通过轴销安装有夹爪122,夹爪座121的前端设有产品定位座123,两个夹爪122通过弹簧连接,开夹顶轴13的一端伸入在夹爪座121内、并与两个夹爪122连接,开夹驱动14推动开夹顶轴13移动时、两个夹爪122呈打开状态。
29.优选的,还包括产品定位机构5,产品定位机构5能够定位放置在旋转装夹机构1上的产品。产品定位机构5先对产品进行定位,旋转装夹机构1再动作夹持产品。
30.优选的,产品定位机构5包括定位安装板51,定位安装板51由一前移定位气缸52控制前后移动,定位安装板51上设有左右移动控制气缸53和腰形孔54,左右移动控制气缸53的活塞杆端设有连接块55,连接块55从腰形孔54穿出、并连接一横移板56,横移板56上设有升降气缸57和固定板58,升降气缸57控制活动板59升降运动,活动板59和固定板58上均设有l形定位板50。
31.本实用新型能够实现自动的产品固定,产品放置在旋转装夹机构1的产品夹持位置,启动产品定位机构5定位产品,产品定位后、旋转装夹机构1上的产品夹动作夹持产品。本实用新型能够同时对多个产品进行夹持固定,旋转装夹机构1能够对产品进行旋转,使产品一端上的线束完成扭线后、旋转至另一端,不需要重新对产品进行装夹,提高产品的扭线效率。
32.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和结构的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同范围限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1