汽车用时钟弹簧的制作方法
1.本实用新型涉及汽车制造技术领域,尤其涉及一种汽车用时钟弹簧。
背景技术:
2.汽车时钟弹簧安装在方向盘和转向柱组合开关之间的空间内,为了随时保持与气囊起爆器、汽车ecu之间点火电信通道的畅通,在汽车正常运行时,时钟弹簧随着方向盘作同步旋转,在方向盘、转向柱组合开关这两个相对转动部件之间保持可靠的电气联接。从这个角度来看,在驾驶员气囊系统中,时钟弹簧是一个关键部件。随着汽车消费多样化需求增加以及汽车工业的不断发展,方向盘操控面板上集成了越来越多的功能按键开关,比如音响功能开关、巡航开关、车载电话开关等。而所有的这些功能都可以通过时钟弹簧将电信号从汽车仪表面板上传输到方向盘操控面板上,从而方便汽车的驾驶操控,间接提高了操控的安全性。
3.如图1和图2所示,传统时钟弹簧主要由气囊接插件1、锁紧件2、线圈芯3、壳体4、方向盘端接插件5、扁平电缆6、管柱端接插件7、滚轮8、滚轮架9、端盖10、拨动件11构成,线圈芯3设于壳体4顶面,壳体4扣合于端盖10,扁平电缆6、滚轮8和滚轮架9位于壳体4与端盖10之间的空腔内,拨动件11设于端盖10底面,锁紧件2插入壳体4用于锁定线圈芯3与端盖10的相对转动,气囊接插件1连接方向盘端接插件5;其内部结构如图3和图4所示,由方向盘端接插件5、扁平电缆6、管柱端接插件7构成电信号连接回路,滚轮8设于滚轮架9上用于引导扁平电缆6的转动。
4.该时钟弹簧结构普遍存在异响,其中的扁平电缆易发生错圈乱圈及拉断现象,扁平电缆的错圈乱圈及拉断导致相应功能失效,严重影响汽车驾驶操控的可靠性。
技术实现要素:
5.本实用新型所要解决的技术问题是提供一种汽车用时钟弹簧,本时钟弹簧克服传统汽车时钟弹簧的缺点,其结构简单,安装方便,杜绝扁平电缆的错圈乱圈及拉断现象,有效降低时钟弹簧转动过程的异响,提高汽车驾驶操控的可靠性。
6.为解决上述技术问题,本实用新型汽车用时钟弹簧包括气囊接插件、线圈芯、壳体、端盖、拨动件、锁紧件、方向盘端接插件和管柱端接插件,所述壳体与端盖扣合,所述线圈芯设于所述壳体顶面并且线圈芯的凸台伸入所述壳体与端盖之间的空腔,所述拨动件位于所述端盖底面并且通过搭扣连接所述线圈芯的凸台,所述锁紧件插入所述壳体锁定线圈芯与壳体的相对转动,所述方向盘端接插件设于所述线圈芯顶面,所述管柱端接插件设于所述端盖侧面,所述气囊接插件插入所述方向盘端接插件;还包括方向盘端pcb板、管柱端pcb板和若干导电柱,所述方向盘端pcb板和管柱端pcb板表面沿圆周方向间隔设有位置对应的若干导电环,所述方向盘端pcb板的若干导电环与所述方向盘端接插件电连接,所述管柱端pcb板的若干导电环与所述管柱端接插件电连接,所述方向盘端pcb板嵌入所述线圈芯的凸台设于线圈芯底面,所述管柱端pcb板设于所述端盖顶面,所述壳体顶面沿径向间隔设
有若干通孔,所述若干通孔与若干导电环的位置对应,所述若干导电柱分别设于所述若干通孔,并且若干导电柱底端接触所述管柱端pcb板的若干导电环、顶端穿出通孔后接触所述方向盘端pcb板的若干导电环。
7.进一步,所述若干导电柱在所述方向盘端pcb板和管柱端pcb板的圆周面呈十字布置,并且每个导电环均有四个导电柱与其接触。
8.进一步,所述导电柱包括上端帽、下端帽和弹簧,所述上端帽和下端帽分别套入所述弹簧的两端,并且所述上端帽和下端帽的端部为球形面,上端帽穿入所述壳体顶面的通孔后与方向盘端pcb板的导电环电连接,下端帽与管柱端pcb板的导电环电连接。
9.进一步,所述壳体和端盖的侧面间隔设有凸台和搭扣,所述壳体与端盖扣合时,所述搭扣卡入所述凸台。
10.进一步,所述壳体和线圈芯在所述锁紧件插入位置分别错位设有方槽,所述锁紧件下部正面设有突出方台、背面设有弹性挂扣,所述锁紧件插入后突出方台卡入所述线圈芯的方槽、弹性挂扣卡入所述壳体的方槽。
11.由于本实用新型汽车用时钟弹簧采用了上述技术方案,即本时钟弹簧的述壳体与端盖扣合,线圈芯设于壳体顶面,拨动件位于端盖底面并且连接线圈芯的凸台,锁紧件插入壳体锁定线圈芯与壳体的相对转动,方向盘端接插件设于线圈芯顶面,管柱端接插件设于端盖侧面,气囊接插件插入方向盘端接插件;方向盘端pcb板和管柱端pcb板表面设有若干导电环,方向盘端pcb板的若干导电环与方向盘端接插件电连接,管柱端pcb板的若干导电环与管柱端接插件电连接,方向盘端pcb板嵌入线圈芯的凸台设于线圈芯底面,管柱端pcb板设于端盖顶面,壳体顶面沿径向间隔设有若干通孔,若干通孔与若干导电环的位置对应,若干导电柱设于若干通孔并且底端接触管柱端pcb板的若干导电环、顶端穿出通孔后接触方向盘端pcb板的若干导电环。本时钟弹簧克服传统汽车时钟弹簧的缺点,其结构简单,安装方便,杜绝扁平电缆的错圈乱圈及拉断现象,有效降低时钟弹簧转动过程的异响,提高汽车驾驶操控的可靠性。
附图说明
12.下面结合附图和实施方式对本实用新型作进一步的详细说明:
13.图1为传统时钟弹簧零件爆炸示意图;
14.图2为传统时钟弹簧组装后结构示意图;
15.图3为传统时钟弹簧内部结构示意图;
16.图4为传统时钟弹簧电信号回路示意图;
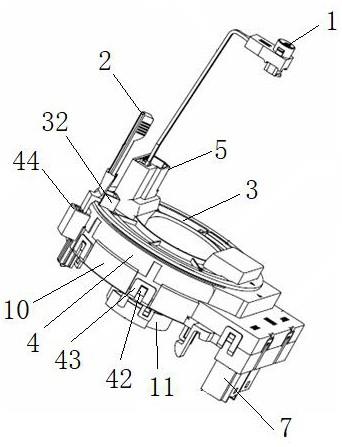
17.图5为本实用新型汽车用时钟弹簧结构示意图;
18.图6为本时钟弹簧中方向盘端pcb板、管柱端pcb板导电柱连接示意图;
19.图7为本时钟弹簧中壳体内部示意图;
20.图8为本时钟弹簧中管柱端pcb板设于端盖示意图;
21.图9为本时钟弹簧中方向盘端pcb板设于线圈芯示意图;
22.图10为本时钟弹簧中导电柱示意图;
23.图11为本时钟弹簧中锁紧件示意图。
具体实施方式
24.实施例如图5至图9所示,本实用新型汽车用时钟弹簧包括气囊接插件1、线圈芯3、壳体4、端盖10、拨动件11、锁紧件2、方向盘端接插件5和管柱端接插件7,所述壳体4与端盖10扣合,所述线圈芯3设于所述壳体4顶面并且线圈芯3的凸台31伸入所述壳体4与端盖10之间的空腔,所述拨动件11位于所述端盖10底面并且通过搭扣连接所述线圈芯3的凸台31,所述锁紧件2插入所述壳体4锁定线圈芯3与壳体4的相对转动,所述方向盘端接插件5设于所述线圈芯3顶面,所述管柱端接插件7设于所述端盖10侧面,所述气囊接插件1插入所述方向盘端接插件5;还包括方向盘端pcb板21、管柱端pcb板22和若干导电柱23,所述方向盘端pcb板21和管柱端pcb板22表面沿圆周方向间隔设有位置对应的若干导电环211、221,所述方向盘端pcb板21的若干导电环211与所述方向盘端接插件5电连接,所述管柱端pcb板22的若干导电环221与所述管柱端接插件7电连接,所述方向盘端pcb板21嵌入所述线圈芯3的凸台31设于线圈芯3底面,所述管柱端pcb板22设于所述端盖10顶面,所述壳体4顶面沿径向间隔设有若干通孔41,所述若干通孔41与若干导电环211、221的位置对应,所述若干导电柱23分别设于所述若干通孔41,并且若干导电柱23底端接触所述管柱端pcb板22的若干导电环221、顶端穿出通孔41后接触所述方向盘端pcb板21的若干导电环211。
25.如图6所示,优选的,所述若干导电柱23在所述方向盘端pcb板21和管柱端pcb板22的圆周面呈十字布置,并且每个导电环211、221均有四个导电柱23与其接触。
26.如图10所示,优选的,所述导电柱23包括上端帽231、下端帽232和弹簧233,所述上端帽231和下端帽232分别套入所述弹簧233的两端,并且所述上端帽231和下端帽232的端部为球形面,上端帽231穿入所述壳体4顶面的通孔41后与方向盘端pcb板21的导电环211电连接,下端帽232与管柱端pcb板22的导电环221电连接。
27.如图1所示,优选的,所述壳体4和端盖10的侧面间隔设有凸台42和搭扣43,所述壳体4与端盖10扣合时,所述搭扣43卡入所述凸台42。
28.如图1和图11所示,优选的,所述壳体4和线圈芯3在所述锁紧件2插入位置分别错位设有方槽44、32,所述锁紧件2下部正面设有突出方台201、背面设有弹性挂扣202,所述锁紧件2插入后突出方台201卡入所述线圈芯的方槽32、弹性挂扣202卡入所述壳体4的方槽44。
29.本时钟弹簧采用方向盘端pcb板21、管柱端pcb板22和若干导电柱23替代传统时钟弹簧的偏平电缆,实现方向盘端接插件5与管柱端接插件7之间的电气连接。通过拨动件11驱动线圈芯3转动,线圈芯3带动方向盘端pcb板21同步旋转,若干导电柱23作为滑触点连通方向盘端pcb板21与管柱端pcb板22的导电环211、221,使得方向盘端接插件5与管柱端接插件7之间构成电气回路。
30.本时钟弹簧与传统时钟弹簧比较具有如下特点:
31.本时钟弹簧内部采用pcb板及金属导电柱接触构成电气回路,取消传统时钟弹簧内部的扁平电缆,避免由于扁平电缆转动带来的异响;
32.本时钟弹簧内部无扁平电缆,不受扁平电缆长度来决定圈数的约束,可以不计圈数的旋转,解决错圈乱圈带来的扁平电缆拉断导致失效的问题;
33.本时钟弹簧不受零位或对中位置的约束,可以在方向盘自身对正后的任意可装配位置安装,解决了装车及维修过程中由于错圈导致的问题;
34.本时钟弹簧内部无滚轮和滚轮架结构,避免了滚轮与滚轮架之间传动带来的异响及功能失效。
35.传统时钟弹簧的扁平电缆在整个制造及装配过程中不能受到碰伤、挤压等外力作用,整个过程需要非常小心,一般处于自由状态,流转及保护过程比较困难,本时钟弹簧完全克服传统时钟弹簧的上述缺陷。
36.本时钟弹簧不存在扁平电缆的错圈乱圈现象,避免由此现象导致的安装维修不便及扁平电缆拉断导致的失效问题。
37.本时钟弹簧结构相对简单,工艺性比较容易实现,其主要涉及注塑、冲压、装配及焊接等工艺;主要的接触部位运用pcb板及导电柱,导电柱部件中的上下端帽为金属件,可采用冲压件制成,也可采用机加工件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1