一种辊压分条一体化装置的制作方法
本技术涉及锂电池,具体为一种辊压分条一体化装置。
背景技术:
1、对于现有的锂电池生产技术,通过在箔材作为基底并在其表面涂覆正负极材料形成敷料区,同时为将多个敷料区进行连接,需预留留白区(即未敷料区),为提高生产效率一般涂布采取多敷料区的方法进行生产;再对涂料后的极片进行辊压;而在辊压过程中,极片上留白区与和敷料区交界处或留白区极易打皱。
技术实现思路
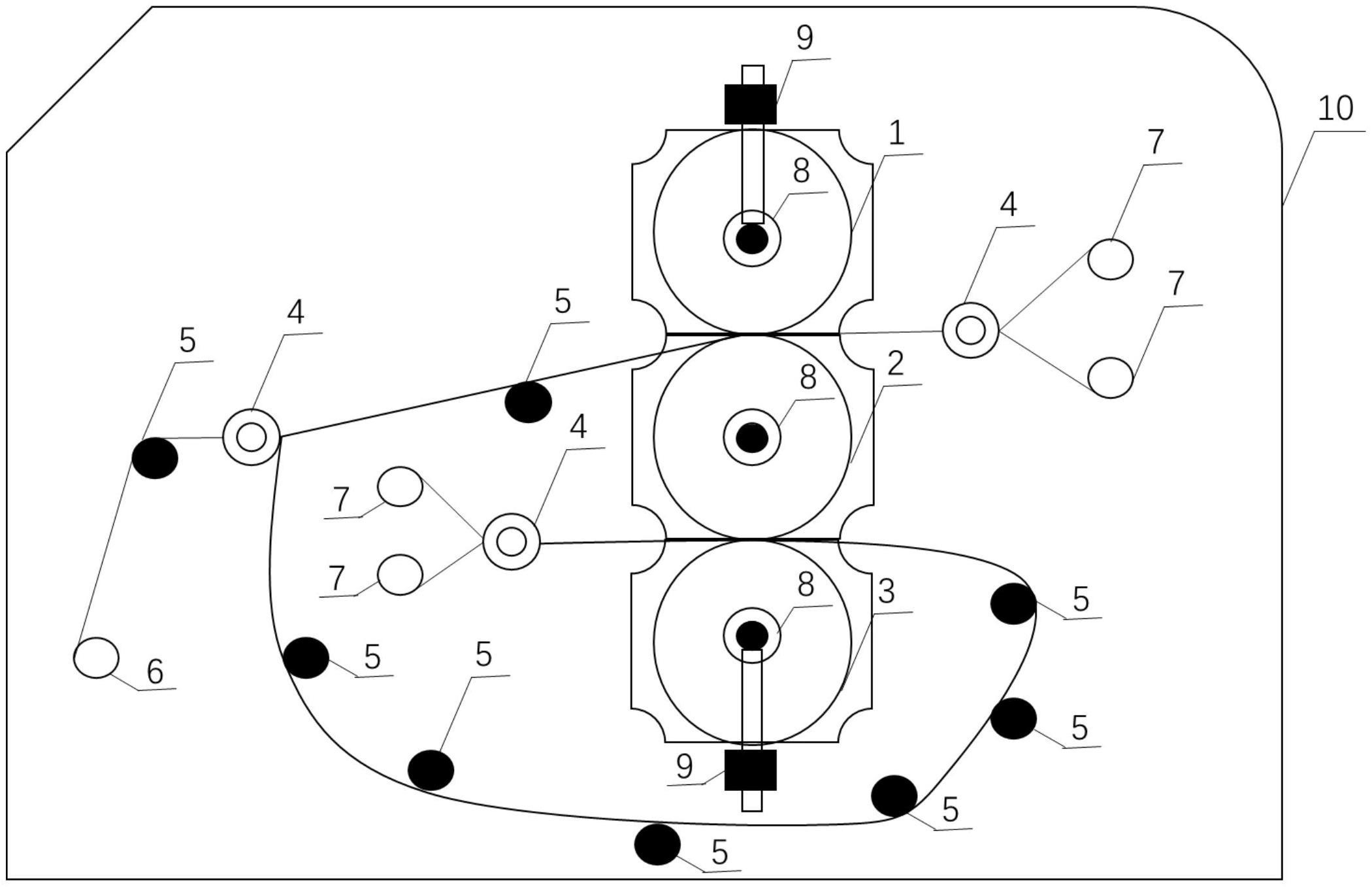
1、基于背景技术存在的技术问题,本实用新型提出了一种辊压分条一体化装置,所述极片包括并列交替分布的n+1个敷料区和n个留白区,以及分布极片边缘的两个半留白区,所述装置包括机架、压辊组件、分条刀组;所述分条刀组安装在机架上以在留白区对极片分切,所述压辊组件安装在机架上以对分切后得到的极片分别辊压。
2、优选地,所述分条刀组还用于对辊压后的极片中敷料区进行分切。
3、优选地,所述压辊组件至少为三组,所述每组压辊组件包括压辊、驱动件,所述驱动件安装在机架上且与压辊一一对应连接以驱动压辊转动。
4、优选地,所述两两相邻的压辊之间间隙形成压料口以对分切后的极片进行分别压辊。
5、优选地,还包括调节组件,所述调节组件安装在机架上以调节压料口大小。
6、优选地,所述调节组件包括滑动件、推动件,所述滑动件安装在机架上且与压辊组件连接,所述推动件安装机架上且驱动端与滑动件固定连接。
7、优选地,所述多个压辊呈竖直分布或呈l型分布。
8、优选地,还包括收卷辊、放卷辊、托辊,所述收卷辊安装在机架上以对分切后的极片进行收料,所述收卷辊数量与分切后的极片总数量相等;所述放卷辊安装在机架上以对极片进行放料,所述托辊安装在机架上以对极片提供支撑。
9、优选地,所述留白区面积为半留白区面积的两倍。
10、本实用新型通过设置分条刀组对在极片上留白区进行分切,进而实现将位于中部的留白区经切分处于极片边缘,致使分切后的极片进行辊压时较厚的敷料区可向边缘留白区进行自由延展,避免留白区打皱。
11、通过设置调节组件可实现对各压辊间距进行调节,便于调节对极片的辊压力度。
技术特征:
1.一种辊压分条一体化装置,其特征在于,极片包括并列交替分布的n+1个敷料区(11)和n个留白区(12),以及分布极片边缘的两个半留白区(13),所述装置包括机架(10)、压辊组件、分条刀组(4);所述分条刀组(4)安装在机架(10)上以在留白区(12)对极片分切,所述压辊组件安装在机架(10)上以对分切后得到的极片分别辊压。
2.如权利要求1所述的一种辊压分条一体化装置,其特征在于,所述分条刀组(4)还用于对辊压后的极片中敷料区(11)进行分切。
3.如权利要求1所述的一种辊压分条一体化装置,其特征在于,所述压辊组件至少为三组,所述每组压辊组件包括压辊、驱动件(8),所述驱动件(8)安装在机架(10)上且与压辊一一对应连接以驱动压辊转动。
4.如权利要求3所述的一种辊压分条一体化装置,其特征在于,两两相邻的压辊之间间隙形成压料口以对分切后的极片进行分别辊压。
5.如权利要求4所述的一种辊压分条一体化装置,其特征在于,还包括调节组件,所述调节组件安装在机架(10)上以调节压料口大小。
6.如权利要求5所述的一种辊压分条一体化装置,其特征在于,所述调节组件包括滑动件、推动件(9),所述滑动件安装在机架(10)上且与压辊组件连接,所述推动件(9)安装机架(10)上且驱动端与滑动件固定连接。
7.如权利要求3所述的一种辊压分条一体化装置,其特征在于,所述多个压辊呈竖直分布或呈l型分布。
8.如权利要求1所述的一种辊压分条一体化装置,其特征在于,还包括收卷辊(7)、放卷辊(6)、托辊(5),所述收卷辊(7)安装在机架(10)上以对分切后的极片进行收料,所述收卷辊(7)数量与分切后的极片总数量相等;所述放卷辊(6)安装在机架(10)上以对极片进行放料,所述托辊(5)安装在机架(10)上以对极片提供支撑。
9.如权利要求1-8任一项所述的一种辊压分条一体化装置,其特征在于,所述留白区(12)面积为半留白区(13)面积的两倍。
技术总结
本技术提出了一种辊压分条一体化装置,所述极片包括并列交替分布的N+1个敷料区和N个留白区,以及分布极片边缘的两个半留白区,所述装置包括机架、压辊组件、分条刀组;所述分条刀组安装在机架上以在留白区对极片分切,所述压辊组件安装在机架上以对分切后得到的极片分别辊压;通过分条刀组在极片上位于两个敷料区中间的留白区进行分切,将极片分为两部分且两部分中留白区均位于极片边缘,进而后续在分切后的极片进行辊压时较厚的敷料区可向边缘留白区进行自由延展,进一步避免两个敷料区因辊压而均向中部留白区延展,进而造成中部的留白区或留白区与敷料区交界处打皱。
技术研发人员:唐爱菊,赵宇飞,林少雄,蔡桂凡,陈晨,梁栋栋
受保护的技术使用者:合肥国轩高科动力能源有限公司
技术研发日:20220721
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!