一种复合极片卷绕设备的制作方法
1.本实用新型涉及锂电池生产的技术领域,具体涉及一种复合极片卷绕设备。
背景技术:
2.众所周知,在锂电池的生产过程中包括将负极片、正极片以及隔膜三者卷绕在一起的步骤。然而,现有的锂电池生产卷绕设备,一般包括负极片放卷装置、正极片放卷装置、隔膜放卷装置以及卷绕装置,在实际工作时,通过卷绕装置将负极片、隔膜以及正极片卷绕在一起。然而,现有的这种卷绕设备具有以下缺陷:将三种料带进行卷绕时,难以保证三种料带相互之间的对齐度;在卷绕装置完成卷绕后需要停机以进行下料,使得卷绕效率低下;还可能出现卷绕装置不能准确稳固地夹持住三种料带的情况。
3.因此,亟需一种复合极片卷绕设备来解决上述问题。
技术实现要素:
4.本项实用新型是针对现在的技术不足,提供一种复合极片卷绕设备。
5.本实用新型为实现上述目的所采用的技术方案是:
6.一种复合极片卷绕设备,包括机架、转动架、卷绕装置、下料贴胶装置、用于对两层隔膜和负极复合在一起后的复合片进行放卷的复合片放卷装置以及用于对正极进行放卷的正极片放卷装置,所述复合片放卷装置和所述正极片放卷装置均安装于所述机架上,所述转动架呈可转动地安装于所述机架上,所述转动架位于所述复合片放卷装置和所述正极片放卷装置之间,所述转动架上设置有卷绕工位和下料工位,所述转动架的卷绕工位和下料工位处各设置有一个所述卷绕装置,转动架可转动以实现将所述卷绕装置于卷绕工位和下料工位之间进行转移,所述下料贴胶装置安装于所述机架上并对下料工位处的所述卷绕装置上的卷状料带进行下料后将胶纸粘贴于该卷绕装置上。
7.作进一步改进,所述复合极片卷绕设备还包括安装于所述机架上的用于对复合片进行纠偏的复合片纠偏装置和用于对正极片进行纠偏的正极片纠偏装置,所述复合片纠偏装置沿复合片的输送方向位于所述复合片放卷装置和所述转动架之间,所述正极片纠偏装置沿正极片的输送方向位于所述正极片放卷装置和所述转动架之间。
8.作进一步改进,所述复合极片卷绕设备还包括用于对复合片进行换卷的换卷平台,所述换卷平台沿所述复合片的输送方向位于所述复合片放卷装置和所述复合片纠偏装置之间。
9.作进一步改进,所述复合极片卷绕设备还包括用于对卷绕工位处的所述卷绕装置上的料带进行裁切的裁切装置,所述裁切装置安装于所述机架上。
10.作进一步改进,所述转动架上还设置有收尾贴胶工位,所述转动架的卷绕工位、收尾贴胶工位以及下料工位处各设置有一个所述卷绕装置,所述转动架自身可转动以实现卷绕装置依次经过卷绕工位、收尾贴胶工位以及下料工位。
11.作进一步改进,所述复合极片卷绕设备还包括用于将料带压紧贴合于位于收尾贴
胶工位处的所述卷绕装置上的压合装置,所述压合装置安装于所述机架上。
12.作进一步改进,所述复合极片卷绕设备还包括与所述机架相接的下料输送装置、预压装置以及短路测试装置,所述下料贴胶装置将卷状料带放置于所述下料输送装置上,所述下料输送装置将卷状料带输送至所述预压装置处进行预压后再输送至所述短路测试装置处进行短路测试。
13.作进一步改进,所述复合片纠偏装置包括第一纠偏检测装置和第二纠偏检测装置,所述第一纠偏用于对复合片的正面进行纠偏检测,所述第二纠偏装置用于对复合片的背面进行纠偏检测。
14.作进一步改进,所述复合极片卷绕设备还包括用于对正极片进行送料的正极片送料装置,所述正极片送料装置沿所述正极片的输送方向位于所述正极片纠偏装置和所述转动架之间。
15.本实用新型的有益效果:本实用新型的复合极片卷绕设备,包括机架、转动架、卷绕装置、下料贴胶装置、用于对两层隔膜和负极复合在一起后的复合片进行放卷的复合片放卷装置以及用于对正极进行放卷的正极片放卷装置,复合片放卷装置和正极片放卷装置均安装于机架上,转动架呈可转动地安装于机架上,转动架位于复合片放卷装置和正极片放卷装置之间,转动架上设置有卷绕工位和下料工位,转动架的卷绕工位和下料工位处各设置有一个卷绕装置,转动架可转动以实现将卷绕装置于卷绕工位和下料工位之间进行转移,下料贴胶装置安装于机架上并对下料工位处的卷绕装置上的卷状料带进行下料后将胶纸粘贴于该卷绕装置上。故本实用新型在实际工作时,可以通过卷绕装置将复合片和正极片卷绕在一起,可以更好地保证复合片与正极片二者的对齐度;此外,由于转动架的卷绕工位和下料工位处均设置有卷绕装置,因此可以实现连续卷绕,有效提高了卷绕效率;最后,还通过下料贴胶装置将卷状料带取走及将胶纸粘贴在下料工位的卷绕装置上,故当该卷绕装置转动至卷绕工位处进行卷绕时,可以保证隔膜被吸附在卷针上。
16.下面结合附图与具体实施方式,对本实用新型进一步说明。
附图说明
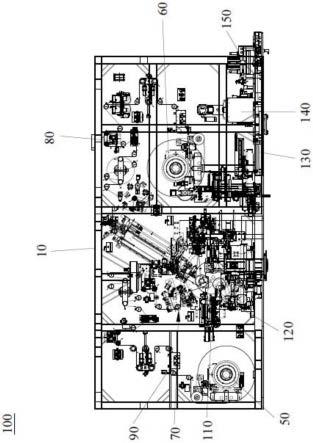
17.图1为本实用新型的复合极片卷绕设备的整体结构示意图;
18.图2为本实用新型的复合片放卷装置、复合片纠偏装置以及换卷平台安装于机架上的结构示意图;
19.图3为本实用新型的正极片放卷装置、正极片纠偏装置以及正极片送料装置安装于机架上的结构示意图;
20.图4为本实用新型的转动架、卷绕装置、裁切装置、压合装置、下料贴胶装置、下料输送装置、预压装置以及短路测试装置安装于机架上的结构示意图。
具体实施方式
21.以下所述仅为本实用新型的较佳实施例,并不因此而限定本发明的保护范围。
22.请参考图1至图4,本实用新型的复合极片卷绕设备100,包括机架10、转动架20、卷绕装置30、下料贴胶装置40、用于对两层隔膜和负极复合在一起后的复合片进行放卷的复合片放卷装置50以及用于对正极进行放卷的正极片放卷装置60,复合片放卷装置50和正极
片放卷装置60均安装于机架10上,转动架20呈可转动地安装于机架10上,转动架20位于复合片放卷装置50和正极片放卷装置60之间,转动架20上设置有卷绕工位20a和下料工位20b,转动架20的卷绕工位20a和下料工位20b处各设置有一个卷绕装置30,转动架20可转动以实现将卷绕装置30于卷绕工位20a和下料工位20b之间进行转移,下料贴胶装置40安装于机架10上并对下料工位20b处的卷绕装置30上的卷状料带进行下料后将胶纸粘贴于该卷绕装置30上。
23.请继续参考图1至图4,复合极片卷绕设备100还包括安装于机架10上的用于对复合片进行纠偏的复合片纠偏装置70和用于对正极片进行纠偏的正极片纠偏装置80,复合片纠偏装置70沿复合片的输送方向位于复合片放卷装置50和转动架20之间,正极片纠偏装置80沿正极片的输送方向位于正极片放卷装置60和转动架20之间。故在实际工作时,可以通过复合片纠偏装置70对所输送的复合片进行纠偏,还可以通过正极片纠偏装置80对正极片进行纠偏。
24.请参考图1和图2,复合极片卷绕设备100还包括用于对复合片进行换卷的换卷平台90,换卷平台90沿复合片的输送方向位于复合片放卷装置50和复合片纠偏装置70之间。故在实际使用时可以通过换卷平台90实现对复合片的对接换卷。
25.请参考图1和图4,复合极片卷绕设备100还包括用于对卷绕工位20a处的卷绕装置30上的料带进行裁切的裁切装置110,裁切装置110安装于机架10上。故在实际使用时,可以通过该裁切装置110和卷绕装置30的相互配合以实现连续不停机的卷绕。较优的是,转动架20上还设置有收尾贴胶工位20c,转动架20的卷绕工位20a、收尾贴胶工位20c以及下料工位20b处各设置有一个卷绕装置30,转动架20自身可转动以实现卷绕装置30依次经过卷绕工位20a、收尾贴胶工位20c以及下料工位20b。当然,在其它实施例中,本领域的技术人员还可以在转动架20上增设有其它工位,故不以此为限。
26.请继续参考图1和图4,复合极片卷绕设备100还包括用于将料带压紧贴合于位于收尾贴胶工位20c处的卷绕装置30上的压合装置120,压合装置120安装于机架10上。
27.请继续参考图1和图4,复合极片卷绕设备100还包括与机架10相接的下料输送装置130、预压装置140以及短路测试装置150,下料贴胶装置40将卷状料带放置于下料输送装置130上,下料输送装置130将卷状料带输送至预压装置140处进行预压后再输送至短路测试装置150处进行短路测试。故在卷绕完成之后还可以对卷状料带进行输送、预压以及短路测试。
28.请继续参考图1和图2,复合片纠偏装置70包括第一纠偏检测装置71和第二纠偏检测装置72,第一纠偏检测装置71用于对复合片的正面进行纠偏检测,第二纠偏检测装置72用于对复合片的背面进行纠偏检测;故通过该第一纠偏检测装置71和第二纠偏检测装置72的检测可以实现对复合片的正反两面的准确检测。
29.请参考图1和图3,复合极片卷绕设备100还包括用于对正极片进行送料的正极片送料装置160,正极片送料装置160沿正极片的输送方向位于正极片纠偏装置80和转动架20之间;该设置的目的是为了对正极片的输送提供一个额外的动力源,减少对正极片的拉扯。
30.值得注意的是,本实用新型的复合极片卷绕设备100还可以在机架10上安装有除尘装置、缓存装置或者张力调节装置等本领域技术人员所常用的装置,故在此并不一一赘述。
31.本实用新型的有益效果:本实用新型的复合极片卷绕设备100,包括机架10、转动架20、卷绕装置30、下料贴胶装置40、用于对两层隔膜和负极复合在一起后的复合片进行放卷的复合片放卷装置50以及用于对正极进行放卷的正极片放卷装置60,复合片放卷装置50和正极片放卷装置60均安装于机架10上,转动架20呈可转动地安装于机架10上,转动架20位于复合片放卷装置50和正极片放卷装置60之间,转动架20上设置有卷绕工位20a和下料工位20b,转动架20的卷绕工位20a和下料工位20b处各设置有一个卷绕装置30,转动架20可转动以实现将卷绕装置30于卷绕工位20a和下料工位20b之间进行转移,下料贴胶装置40安装于机架10上并对下料工位20b处的卷绕装置30上的卷状料带进行下料后将胶纸粘贴于该卷绕装置30上。故本实用新型在实际工作时,可以通过卷绕装置30将复合片和正极片卷绕在一起,可以更好地保证复合片与正极片二者的对齐度;此外,由于转动架20的卷绕工位20a和下料工位20b处均设置有卷绕装置30,因此可以实现连续卷绕,有效提高了卷绕效率;最后,还通过下料贴胶装置40将卷状料带取走及将胶纸粘贴在下料工位20b的卷绕装置30上,故当该卷绕装置30转动至卷绕工位20a处进行卷绕时,可以保证隔膜被吸附在卷针上。
32.本实用新型并不限于上述实施方式,采用与本实用新型上述实施例相同或近似结构或装置,而得到的其他的复合极片卷绕设备,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1