裸电芯及电池的制作方法
1.本实用新型涉及电池技术领域,尤其是涉及一种裸电芯及电池。
背景技术:
2.高能量密度电池是目前锂电池的发展方向之一。对于叠片电芯而言,叠片层数越多,电芯的容量越高。但随着叠片层数的增多,其铜箔和/或铝箔的空箔区也越厚,在焊接时容易造成虚焊。受制于当前的焊接工艺,电芯的叠片层数普遍在50层以下。如何改进空箔区的结构及焊接方法、增加电芯的叠片层数,是提升电池容量需要解决的重要问题。
技术实现要素:
3.本实用新型的目的是提供一种裸电芯,通过将极片的空箔区设置为不同长度,从而能够进行分级焊接,提高焊接效果,避免虚焊,并增加极片的叠片层数,提升电芯的容量。
4.本实用新型提供一种裸电芯,包括多个极片和隔膜,多个所述极片包括多个正极片和多个负极片,多个所述正极片和多个所述负极片依次交替设置,相邻的所述正极片和所述负极片之间通过所述隔膜隔开,所述正极片和所述负极片均设有空箔区,多个所述正极片的空箔区在叠加后通过焊接形成正极耳,多个所述负极片的空箔区在叠加后通过焊接形成负极耳;
5.多个所述正极片按其空箔区的长度分为多组,每组内所述正极片的数量为至少一个,同一组内的所述正极片上空箔区的长度相同,各组所述正极片的空箔区的长度不同,多组所述正极片按照其空箔区长度由短至长的顺序沿所述正极片的厚度方向依次叠加设置,所述正极耳由多组所述正极片的空箔区在叠加后通过分级焊接形成;
6.和/或,多个所述负极片按其空箔区的长度分为多组,每组内所述负极片的数量为至少一个,同一组内的所述负极片上空箔区的长度相同,各组所述负极片的空箔区的长度不同,多组所述负极片按照其空箔区长度由短至长的顺序沿所述负极片的厚度方向依次叠加设置,所述负极耳由多组所述负极片的空箔区在叠加后通过分级焊接形成。
7.在一种可实现的方式中,每组内所述正极片的数量均为多个。在一种可实现的方式中,每组内所述正极片的数量不超过50个,或10~50个,或者为15~40个,该数量的限制可以进一步保证分级焊接不出现虚焊。同一组的多个所述正极片上空箔区的长度相同。和/或,每组内所述负极片的数量均为多个。在一种可实现的方式中,每组内所述负极片的数量不超过50个,或10~50个,或者为15~40个,该数量的限制可以进一步保证分级焊接不出现虚焊。同一组的多个所述负极片上空箔区的长度相同。
8.在一种可实现的方式中,在通过分级焊接形成所述正极耳时,沿所述正极片的厚度方向上,上一组内所有的所述正极片上的空箔区与相邻下一组内部分所述正极片上的空箔区通过焊接固定;和/或,在通过分级焊接形成所述负极耳时,沿所述负极片的厚度方向上,上一组内所有的所述负极片上的空箔区与相邻下一组内部分所述负极片上的空箔区通过焊接固定。
9.在一种可实现的方式中,在通过分级焊接形成所述正极耳时,上一组内参与焊接的所述正极片的数量与相邻下一组内参与焊接的所述正极片的数量之比为(2:1)~(30:1);和/或,在通过分级焊接形成所述负极耳时,上一组内参与焊接的所述负极片的数量与相邻下一组内参与焊接的所述负极片的数量之比为(2:1)~(30:1)。
10.在一种可实现的方式中,上一组所述正极片的空箔区的长度与相邻下一组所述正极片的空箔区的长度的比值为1:(1.2-4);和/或,上一组所述负极片的空箔区的长度与相邻下一组所述负极片的空箔区的长度的比值为1:(1.2-4)。
11.在一种可实现的方式中,上一组所述正极片的空箔区与相邻下一组所述正极片的空箔区的长度相差1.5mm~5mm;和/或,上一组所述负极片的空箔区与相邻下一组所述负极片的空箔区的长度相差1.5mm~5mm。
12.在一种可实现的方式中,所述裸电芯还包括正极导电柄和负极导电柄,所述正极导电柄与所述正极耳通过焊接固定,所述负极导电柄与所述负极耳通过焊接固定。对导电柄的焊接位置不做特别限定,正/负极导电柄可以与最后一组正/负极片进行焊接,位于最后一组正/负极片靠近第一组正/负极片的一侧,或者位于最后一组正/负极片远离第一组正极片/负极片的一侧;正/负极导电柄还可以在分级焊接的过程中插在任一正/负极片空箔区之间,与相邻的正/负极片的空箔区进行焊接。
13.在一种可实现的方式中,所述正极耳和所述负极耳位于所述裸电芯的同一侧或不同侧。
14.本实用新型还提供一种裸电芯的制备方法,运用于如以上所述的裸电芯,所述裸电芯的制备方法包括:
15.s10:提供极片和隔膜,所述极片包括多个正极片和多个负极片;
16.s20:将多个所述正极片、多个所述负极片和所述隔膜按照“正极片-隔膜-负极片”或“负极片-隔膜-正极片”的顺序进行叠片,将多个所述正极片的空箔区在叠加后通过焊接形成正极耳,将多个所述负极片的空箔区在叠加后通过焊接形成负极耳;其中,所述正极耳和所述负极耳中的至少一者通过分级焊接形成。
17.在一种可实现的方式中,所述正极耳由多个所述正极片的空箔区通过分级焊接形成,多个所述正极片的空箔区通过分级焊接形成所述正极耳的步骤包括:
18.将多个所述正极片按其空箔区的长度分为多组,多组所述正极片的空箔区的长度依次递增,且每组内所述正极片的数量均为多个;
19.将多组所述正极片的空箔区叠加后通过分级焊接形成所述正极耳;其中,在通过分级焊接形成所述正极耳时,沿所述正极片的厚度方向上,上一组内所有的所述正极片上的空箔区与相邻下一组内部分所述正极片上的空箔区通过焊接固定。
20.在一种可实现的方式中,所述裸电芯还包括正极导电柄,所述裸电芯的制备方法还包括:
21.在对最后一组所述正极片的空箔区进行焊接时,将所述正极导电柄与最后一组所述正极片上的空箔区通过焊接固定;或者,在分级焊接的过程中,将所述正极导电柄插入任一所述正极片的空箔区之间,与相邻正极片的空箔区通过焊接固定。
22.在一种可实现的方式中,所述负极耳由多个所述负极片的空箔区通过分级焊接形成,多个所述负极片的空箔区通过分级焊接形成所述负极耳的步骤包括:
23.将多个所述负极片按其空箔区的长度分为多组,多组所述负极片的空箔区的长度依次递增,且每组内所述负极片的数量均为多个;
24.将多组所述负极片的空箔区叠加后通过分级焊接形成所述负极耳;其中,在通过分级焊接形成所述负极耳时,沿所述负极片的厚度方向上,上一组内所有的所述负极片上的空箔区与相邻下一组内部分所述负极片上的空箔区通过焊接固定。
25.在一种可实现的方式中,所述裸电芯还包括负极导电柄,所述裸电芯的制备方法还包括:
26.在对最后一组所述负极片的空箔区进行焊接时,将所述负极导电柄与最后一组所述负极片上的空箔区通过焊接固定;或者,在分级焊接的过程中,将所述负极导电柄插入任一所述负极片的空箔区之间,与相邻负极片的空箔区通过焊接固定。
27.本实用新型还提供一种电池,包括以上所述的裸电芯。
28.本实用新型提供的裸电芯,通过将正极片和/或负极片分别按空箔区的长度不同分为多组,将多组正极片按照其空箔区长度由短至长的顺序依次叠加设置并通过分级焊接形成正极耳,将多组负极片按照其空箔区长度由短至长的顺序依次叠加设置并通过分级焊接形成负极耳;在分级焊接时,通过长度较长的空箔区进行转接,从而实现多次焊接。本实用新型通过将极片的空箔区设置为不同长度,从而能够进行多次分级焊接,提高焊接效果,避免虚焊,并增加极片的叠片层数,提升电芯的容量。
附图说明
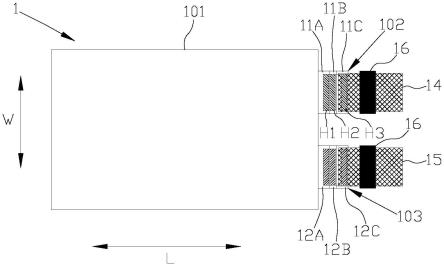
29.图1为本实用新型实施例中裸电芯的俯视图。
30.图2为图1的侧视图。
31.图3为本实用新型实施例中正极片、负极片和隔膜的结构示意图。
32.图4为本实用新型另一实施例中裸电芯的俯视图。
33.图5为本实用新型又一实施例中裸电芯的俯视图。
具体实施方式
34.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
35.本实用新型的说明书和权利要求书中的术语“第一”、“第二”、“第三”、“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
36.本实用新型的说明书和权利要求书中所涉及的上、下、左、右、前、后、顶、底等(如果存在)方位词是以附图中的结构位于图中的位置以及结构相互之间的位置来定义的,只是为了表达技术方案的清楚及方便。应当理解,所述方位词的使用不应限制本技术请求保护的范围。
37.如图1至图3所示,本实用新型实施例提供的裸电芯1,包括多个极片和多个隔膜13,多个极片包括多个正极片11和多个负极片12,多个正极片11和多个负极片12依次交替设置,相邻的正极片11和负极片12之间设有隔膜13并通过隔膜13隔开。正极片11和负极片12均设有空箔区111/121和涂覆区112/122,空箔区111/121位于涂覆区112/122的一侧。其中,涂覆区112/122涂覆有活性材料,空箔区111/121未涂覆活性材料,且正极片11上的空箔
区111和负极片12上的空箔区121均通过切割形成极耳的形状。裸电芯1由多个正极片11、多个负极片12和隔膜13在通过叠片、焊接后形成,多个正极片11的涂覆区112、多个负极片12的涂覆区122和隔膜13在叠加后形成裸电芯1的主体部101。多个正极片11的空箔区111在叠加后通过焊接形成裸电芯1的正极耳102,多个负极片12的空箔区121在叠加后通过焊接形成裸电芯1的负极耳103。
38.如图1至图3所示,作为一种实施方式,多个正极片11按其空箔区111的长度分为多组,每组内正极片11的数量为至少一个,同一组内的正极片11上空箔区111的长度相同,各组正极片11的空箔区111的长度不同,多组正极片11按照其空箔区111长度由短至长的顺序沿正极片11的厚度方向依次叠加设置(即沿裸电芯1的厚度方向进行叠加),多组正极片11的空箔区111在叠加后通过分级焊接形成裸电芯1的正极耳102(在分级焊接时,每级只焊接相邻两组正极片11的空箔区111,然后以长度较长的空箔区111进行转接,以进行下一级焊接)。
39.多个负极片12按其空箔区121的长度分为多组,每组内负极片12的数量为至少一个,同一组内的负极片12上空箔区121的长度相同,各组负极片12的空箔区121的长度不同,多组负极片12按照其空箔区121长度由短至长的顺序沿负极片12的厚度方向依次叠加设置(即沿裸电芯1的厚度方向进行叠加),多组负极片12的空箔区121在叠加后通过分级焊接形成裸电芯1的负极耳103(在分级焊接时,每级只焊接相邻两组负极片12的空箔区121,然后以长度较长的空箔区121进行转接,以进行下一级焊接)。
40.例如,将多个正极片11按其空箔区111的长度分为n组,即多组正极片11分别为第一组正极片11至第n组正极片11;将多个负极片12按其空箔区121的长度分为n组,即多组负极片12分别为第一组负极片12至第n组负极片12;其中,n为大于等于2的正整数。
41.上述分级焊接具体包括:在通过分级焊接形成正极耳102时,先将第m组正极片11上的空箔区111与部分第(m+1)组正极片11上的空箔区111通过焊接固定,再通过已焊接的第(m+1)组正极片11上的空箔区111进行转接,将第(m+1)组正极片11上的空箔区111与部分第(m+2)组正极片11上的空箔区111通过焊接固定,以此类推,直至将第(n-1)组正极片11上的空箔区111与全部第n组正极片11上的空箔区111通过焊接固定。在通过分级焊接形成负极耳103时,先将第m组负极片12上的空箔区121与部分第(m+1)组负极片12上的空箔区121通过焊接固定,再通过已焊接的第(m+1)组负极片12上的空箔区121进行转接,将第(m+1)组负极片12上的空箔区121与部分第(m+2)组负极片12上的空箔区121通过焊接固定,以此类推,直至将第(n-1)组负极片12上的空箔区121与全部第n组负极片12上的空箔区121通过焊接固定。其中,m为大于等于1且小于n的正整数。
42.需要说明的是,在实际运用时,可以是正极耳102和负极耳103中的其中一者通过分级焊接形成,另外一者通过常规方式焊接形成(例如通过一次焊接形成)。例如正极耳102通过分级焊接形成,负极耳103通过常规方式焊接形成,此时则多个正极片11按照上述方式进行分组,然后通过分级焊接形成正极耳102;而多个负极片12的空箔区121长度相同,多个负极片12的空箔区121在叠加后通过常规方式焊接(例如一次焊接)形成负极耳103。反之,也可以是负极耳103通过分级焊接形成,正极耳102通过常规方式焊接形成。优选地,正极耳102和负极耳103均通过分级焊接形成。
43.本实施例提供的裸电芯1,通过将正极片11和负极片12分别按空箔区111/121的长
度不同分为多组,将多组正极片11按照其空箔区111长度由短至长的顺序依次叠加设置并通过分级焊接形成正极耳102,将多组负极片12按照其空箔区121长度由短至长的顺序依次叠加设置并通过分级焊接形成负极耳103;在分级焊接时,通过长度较长的空箔区进行转接,从而实现多次焊接。本实施例通过将极片的空箔区设置为不同长度,从而能够进行多次分级焊接,每次焊接时极片的数量相对较少,每次焊接时空箔区叠加的厚度也相对较薄(即将现有的一次焊接分成多次焊接,每次焊接时的极片数量更少),从而避免虚焊,提高焊接效果,并增加极片的叠片层数,提升电芯的容量。同时分级焊接可以解决传统叠片电芯的空箔区收拢困难的问题,减小最外层的空箔区被扯断的概率。
44.如图1及图2所示,作为一种实施方式,裸电芯1还包括正极导电柄14和负极导电柄15,正极导电柄14与正极耳102通过焊接固定,负极导电柄15与负极耳103通过焊接固定。
45.如图2所示,作为一种实施方式,正极导电柄14与最后一组正极片11(即第n组正极片11)上的空箔区111通过焊接固定,负极导电柄15与最后一组负极片12(即第n组负极片12)上的空箔区121通过焊接固定。
46.如图2所示,作为一种实施方式,正极导电柄14位于最后一组正极片11靠近第一组正极片11的一侧,负极导电柄15位于最后一组负极片12靠近第一组负极片12的一侧。
47.如图1及图2所示,作为一种实施方式,正极导电柄14和负极导电柄15上均设有极耳胶16。
48.如图2所示,作为一种实施方式,每组内正极片11的数量均为多个,同一组的多个正极片11上空箔区111的长度相同。每组内负极片12的数量均为多个,同一组的多个负极片12上空箔区121的长度相同。
49.如图1及图2所示,作为一种实施方式,在通过分级焊接形成正极耳102时,沿正极片11的厚度方向上,上一组内所有的正极片11上的空箔区111与相邻下一组内部分正极片11上的空箔区111通过焊接固定;在通过分级焊接形成负极耳103时,沿负极片12的厚度方向上,上一组内所有的负极片12上的空箔区121与相邻下一组内部分负极片12上的空箔区121通过焊接固定。
50.如图1及图2所示,作为一种实施方式,多个正极片11按其空箔区111的长度分为三组,该三组正极片11的空箔区111的长度依次递增,第一组正极片11包括多个第一正极片11a,第二组正极片11包括多个第二正极片11b,第三组正极片11包括多个第三正极片11c。多个负极片12按其空箔区121的长度分为三组,该三组负极片12的空箔区121的长度依次递增,第一组负极片12包括多个第一负极片12a,第二组负极片12包括多个第二负极片12b,第三组负极片12包括多个第三负极片12c。
51.在通过分级焊接形成正极耳102时,第一组内所有的第一正极片11a上的空箔区111与第二组内部分第二正极片11b上的空箔区111通过焊接形成一级焊接(图中h1表示一级焊接的部位),第二组内所有的第二正极片11b(包括参与到一级焊接的部分第二正极片11b)上的空箔区111与第三组内部分第三正极片11c上的空箔区111通过焊接形成二级焊接(图中h2表示二级焊接的部位),第三组内所有的第三正极片11c(包括参与到二级焊接的部分第三正极片11c)上的空箔区111与正极导电柄14通过焊接形成三级焊接(图中h3表示三级焊接的部位)。
52.在通过分级焊接形成负极耳103时,第一组内所有的第一负极片12a上的空箔区
121与第二组内部分第二负极片12b上的空箔区121通过焊接形成一级焊接(图中h1表示一级焊接的部位),第二组内所有的第二负极片12b(包括参与到一级焊接的部分第二负极片12b)上的空箔区121与第三组内部分第三负极片12c上的空箔区121通过焊接形成二级焊接(图中h2表示二级焊接的部位),第三组内所有的第三负极片12c(包括参与到二级焊接的部分第三负极片12c)上的空箔区121与负极导电柄15通过焊接形成三级焊接(图中h3表示三级焊接的部位)。
53.作为一种实施方式,在通过分级焊接形成正极耳102时,上一组内参与焊接的正极片11的数量与相邻下一组内参与焊接的正极片11的数量之比为(2:1)~(30:1),或者为(3:1)~(20:1),或者为(5:1)~(10:1);例如第一正极片11a和第二正极片11b参与焊接的数量之比为(2:1)~(30:1)。
54.在通过分级焊接形成负极耳103时,上一组内参与焊接的负极片12的数量与相邻下一组内参与焊接的负极片12的数量之比为(2:1)~(30:1),或者为(3:1)~(20:1),或者为(5:1)~(10:1);例如第一负极片12a和第二负极片12b参与焊接的数量之比为(2:1)~(30:1)。
55.作为一种实施方式,最后一组正极片11(即第n组正极片11)的数量为10~50个,或者为15~40个。最后一组负极片12(即第n组负极片12)的数量为10~50个,或者为15~40个。
56.作为一种实施方式,每组内所述正极片11的数量不超过50个,或10~50个,或者为15~40个。作为一种实施方式,每组内所述负极片12的数量不超过50个,或10~50个,或者为15~40个。
57.作为一种实施方式,上一组正极片11的空箔区111的长度与相邻下一组正极片11的空箔区111的长度的比值为1:(1.2-4)或1:(1.5-4)。例如,第一正极片11a的空箔区111的长度:第二正极片11b的空箔区111的长度=1:(1.2-4)或1:(1.5-4)。
58.作为一种实施方式,上一组正极片11的空箔区111与相邻下一组正极片11的空箔区111的长度相差1.5mm~5mm,或者相差2.5mm~4mm,或者相差3mm~4mm;例如第一正极片11a的空箔区111和第二正极片11b的空箔区111的长度相差1.5mm~5mm。
59.作为一种实施方式,上一组负极片12的空箔区121的长度与相邻下一组负极片12的空箔区121的长度的比值为1:(1.2-4)。例如,第一负极片12a的空箔区121的长度:第二负极片12b的空箔区121的长度=1:(1.2-4)。
60.作为一种实施方式,上一组负极片12的空箔区121与相邻下一组负极片12的空箔区121的长度相差1.5mm~5mm,或者相差2.5mm~4mm,或者相差3mm~4mm;例如第一负极片12a的空箔区121和第二负极片12b的空箔区121的长度相差1.5mm~5mm。
61.如图1所示,作为一种实施方式,正极耳102和负极耳103位于裸电芯1的同一侧。
62.如图1所示,作为一种实施方式,正极耳102和负极耳103均位于裸电芯1沿裸电芯1的长度方向l上的同一侧。如图4所示,作为另一种实施方式,正极耳102和负极耳103均位于裸电芯1沿裸电芯1的宽度方向w上的同一侧。
63.如图5所示,作为一种实施方式,正极耳102和负极耳103位于裸电芯1不同侧,正极耳102和负极耳103分别位于裸电芯1沿裸电芯1的长度方向l上的相对两侧。
64.作为一种实施方式,裸电芯1在叠片时可以按照“正极片11-隔膜13-负极片12”或“负极片12-隔膜13-正极片11”的顺序进行叠片,且在叠片过程中正极片11和负极片12按照空箔区111/121长度由短至长的顺序进行叠片。
65.作为一种实施方式,裸电芯1可以通过铝塑膜进行封装,也可以通过金属壳体进行封装。
66.本实用新型实施例还提供一种裸电芯的制备方法,运用于如以上所述的裸电芯1,该裸电芯的制备方法包括:
67.s10:提供极片和隔膜13,极片包括多个正极片11和多个负极片12;
68.s20:将多个正极片11、多个负极片12和隔膜13按照“正极片11-隔膜13-负极片12”或“负极片12-隔膜13-正极片11”的顺序进行叠片,将多个正极片11的空箔区111在叠加后通过焊接形成正极耳102,将多个负极片12的空箔区121在叠加后通过焊接形成负极耳103;其中,正极耳102和负极耳103中的至少一者通过分级焊接形成。
69.作为一种实施方式,正极耳102由多个正极片11的空箔区111通过分级焊接形成,多个正极片11的空箔区111通过分级焊接形成正极耳102的步骤包括:
70.将多个正极片11按其空箔区111的长度分为多组,多组正极片11的空箔区111的长度依次递增,且每组内正极片11的数量均为多个;
71.将多组正极片11的空箔区111叠加后通过分级焊接形成正极耳102;其中,在通过分级焊接形成正极耳102时,沿正极片11的厚度方向上,上一组内所有的正极片11上的空箔区111与相邻下一组内部分正极片11上的空箔区111通过焊接固定。
72.作为一种实施方式,裸电芯1还包括正极导电柄14,裸电芯的制备方法还包括:
73.在对最后一组正极片11的空箔区111进行焊接时,将正极导电柄14与最后一组正极片11上的空箔区111通过焊接固定。
74.作为一种实施方式,负极耳103由多个负极片12的空箔区121通过分级焊接形成,多个负极片12的空箔区121通过分级焊接形成负极耳103的步骤包括:
75.将多个负极片12按其空箔区121的长度分为多组,多组负极片12的空箔区121的长度依次递增,且每组内负极片12的数量均为多个;
76.将多组负极片12的空箔区121叠加后通过分级焊接形成负极耳103;其中,在通过分级焊接形成负极耳103时,沿负极片12的厚度方向上,上一组内所有的负极片12上的空箔区121与相邻下一组内部分负极片12上的空箔区121通过焊接固定。
77.作为一种实施方式,裸电芯1还包括负极导电柄15,裸电芯的制备方法还包括:
78.在对最后一组负极片12的空箔区121进行焊接时,将负极导电柄15与最后一组负极片12上的空箔区121通过焊接固定。
79.作为一种实施方式,正极耳102和负极耳103均通过分级焊接形成,上述s20步骤具体包括:
80.将多个正极片11按其空箔区111的长度分为多组,多组正极片11的空箔区111的长度依次递增;将多个负极片12按其空箔区121的长度分为多组,多组负极片12的空箔区121的长度依次递增;
81.将多组正极片11、多组负极片12和隔膜13按照“正极片11-隔膜13-负极片12”或“负极片12-隔膜13-正极片11”的顺序分别进行叠片得到多个叠片组(即将相同组级的正极片11和负极片12叠在一起,例如,将第一组正极片11和第一组负极片12叠在一起得到第一
叠片组
……
将第n组正极片11和第n组负极片12叠在一起得到第n叠片组);多个叠片组分别为第一叠片组至第n叠片组,其中,n为大于等于2的正整数;每个叠片组内的正极片11的数量均为多个,每个叠片组内的负极片12的数量均为多个;
82.进行一级焊接:将第一叠片组内所有的正极片11上的空箔区111与第二叠片组内部分的正极片11上的空箔区111通过焊接固定,将第一叠片组内所有的负极片12上的空箔区121与第二叠片组内部分的负极片12上的空箔区121通过焊接固定;
83.进行二级焊接:将第二叠片组内所有的正极片11上的空箔区111与第三叠片组内部分的正极片11上的空箔区111通过焊接固定,将第二叠片组内所有的负极片12上的空箔区121与第三叠片组内部分的负极片12上的空箔区121通过焊接固定;
84.……
85.进行(n-1)级焊接:将第(n-1)叠片组内所有的正极片11上的空箔区111与第n叠片组内部分的正极片11上的空箔区111通过焊接固定,将第(n-1)叠片组内所有的负极片12上的空箔区121与第n叠片组内部分的负极片12上的空箔区121通过焊接固定;
86.进行n级焊接:将第n叠片组内所有的正极片11上的空箔区111通过焊接固定,从而使所有的正极片11上的空箔区111焊接在一起并形成正极耳102;将第n叠片组内所有的负极片12上的空箔区121通过焊接固定,从而使所有的负极片12上的空箔区121焊接在一起并形成负极耳103。
87.作为一种实施方式,裸电芯1还包括正极导电柄14和负极导电柄15,裸电芯的制备方法还包括:
88.在进行n级焊接时,将正极导电柄14与第n叠片组内的正极片11上的空箔区111通过焊接固定,将负极导电柄15与第n叠片组内的负极片12上的空箔区121通过焊接固定。
89.本实施例以三级焊接工艺举例说明该裸电芯的制备方法:
90.1、将多个正极片11按其空箔区111的长度分为三组,该三组正极片11的空箔区111的长度依次递增,第一组正极片11包括多个第一正极片11a,第二组正极片11包括多个第二正极片11b,第三组正极片11包括多个第三正极片11c。多个负极片12按其空箔区121的长度分为三组,该三组负极片12的空箔区121的长度依次递增,第一组负极片12包括多个第一负极片12a,第二组负极片12包括多个第二负极片12b,第三组负极片12包括多个第三负极片12c;
91.2、将全部的(20-30张)第一正极片11a和全部的(20-30张)第一负极片12a进行叠片(相邻的第一正极片11a和第一负极片12a之间通过隔膜13隔开),然后再叠3-10张第二正极片11b和3-10张第二负极片12b(相邻的第二正极片11b和第二负极片12b之间通过隔膜13隔开),分别对上述正负极片的空箔区进行一级焊接;
92.3、在一级焊接的半成品基础上继续叠20-30张第二正极片11b和20-30张第二负极片12b,然后再叠3-10张第三正极片11c和3-10张第三负极片12c,分别对上述正负极片的空箔区进行二级焊接;
93.4、在二级焊接的半成品基础上,继续叠剩余的第三正极片11c和第三负极片12c,并将正极导电柄14和负极导电柄15分别与第三正极片11c和第三负极片12c进行三级焊接。
94.本实用新型实施例还提供一种电池,尤其是叠片电池,包括以上所述的裸电芯1。
95.本实施例提供的裸电芯1,通过将极片的空箔区设置为不同长度,从而能够进行多
次分级焊接,每次焊接时极片的数量相对较少,每次焊接时空箔区叠加的厚度也相对较薄(即将现有的一次焊接分成多次焊接,每次焊接时的极片数量更少),从而避免虚焊,提高焊接效果,并增加极片的叠片层数,提升电芯的容量。同时分级焊接可以解决叠片电芯的空箔区收拢困难的问题,减小最外层的空箔区被扯断的概率。
96.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1