磁悬浮轴承用磁环的加工设备、磁环及磁悬浮轴承的制作方法
1.本公开涉及一种磁悬浮轴承用磁环的加工设备、磁环及磁悬浮轴承。
背景技术:
2.目前磁悬浮技术已经用于电机领域来制造磁悬浮电机,但是磁悬浮电机没有大规模的应用,其中一个原因在于磁悬浮电机中的磁悬浮轴承技术。
3.在磁悬浮轴承中,通常采用环状的内磁环和外磁环,通过二者之间的斥力或吸力来实现轴承的作用。通常磁环由烧结汝铁硼材料整体制成。但是整体磁环没有办法预取向,无法进行充磁或者充磁成本和要求非常高。
4.因此需要一种制备磁环的设备来使得磁悬浮轴承和磁悬浮电机产业化。
技术实现要素:
5.为了解决上述技术问题之一,本公开提供了一种磁悬浮轴承用磁环的加工设备、磁环及磁悬浮轴承。根据本公开的技术方案,通过将磁块拼接成整个磁环,使得方案简单,而且通过方便的而磁块预取向来实现所形成磁环的预取向。
6.根据本公开的一个方面,提供了一种磁悬浮轴承用磁环的加工设备,包括:基座,所述基座用于承载所述磁环,其中所述磁环由两个以上磁块形成;磁块定位套,所述磁块定位套固定至所述基座上,并且所述磁块定位套具有套孔,所述套孔的内径尺寸设置成与由两个以上磁块所构成的磁环的外径尺寸相符,以便当所述两个以上磁块放置至所述套孔中时对所述两个以上磁块进行定位以形成所述磁环;以及充磁装置,所述充磁装置用于对由所述两个以上磁块形成的磁环进行充磁,以便使得所述磁环的内侧的磁性为n极和s极中的一个磁极且所述磁环的外侧的磁性为n极和s极中的另一磁极。
7.根据本公开至少一个实施方式的加工设备,所述磁块定位套中的两个以上磁块被粘接以形成所述磁环。
8.根据本公开至少一个实施方式的加工设备,还包括表面处理装置,在通过所述磁块定位套由所述两个以上磁块形成所述磁环之后,所述表面处理装置对所述磁环的外表面和/或内表面进行处理。
9.根据本公开至少一个实施方式的加工设备,在所述磁环为所述磁悬浮轴承的外磁环的情况下,所述表面处理装置至少对所述外磁环的内表面进行加工,以便形成内锥面;和/或在所述磁环为所述磁悬浮轴承的内磁环的情况下,所述表面处理装置至少对所述内磁环的外表面进行加工,以便形成外锥面。
10.根据本公开的另一方面,一种通过如所述的加工设备所制造的磁环,所述磁环包括两个以上磁块,所述两个以上磁块所构成的磁环为环状,并且每个磁块的内侧的磁性为所述一个磁极,每个磁块的外侧的磁性为所述另一磁极,从而通过所述两个以上磁块构成的磁环的内侧的磁性为所述一个磁极,所述磁环的外侧的磁性为所述另一磁极。
11.根据本公开至少一个实施方式的磁环,所述磁环包括构成所述磁悬浮轴承的内磁
环和外磁环,其中所述内磁环的外表面被加工为外锥面,所述外磁环的内表面被加工成内锥面,所述外锥面与内柱面的形状相符。
12.根据本公开至少一个实施方式的磁环,所述内锥面和所述外锥面的锥角为5
°
~80
°
。
13.根据本公开至少一个实施方式的磁环,构成所述磁环的磁块的数量为2~12。
14.根据本公开至少一个实施方式的磁环,所述外磁环的外侧设置有第一护套,所述内磁环的内侧设置有第二护套,其中所述第一护套和所述第二护套设置成不对磁场进行传导。
15.根据本公开的再一方面,一种磁悬浮轴承,包括如上所述的磁环。
附图说明
16.附图示出了本公开的示例性实施方式,并与其说明一起用于解释本公开的原理,其中包括了这些附图以提供对本公开的进一步理解,并且附图包括在本说明书中并构成本说明书的一部分。
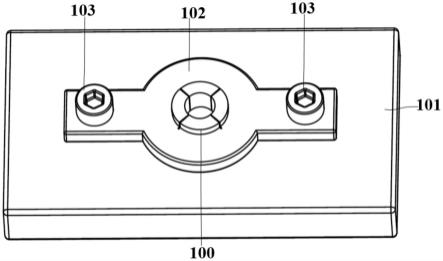
17.图1是根据本公开实施方式的加工设备的局部示意图。
18.图2是根据本公开实施方式的加工设备的局部示意图。
19.图3是根据本公开实施方式的加工设备的局部示意图。
20.图4是根据本公开实施方式的内磁环的示意图。
21.图5是根据本公开实施方式的内磁环的示意图。
22.图6是根据本公开实施方式的内磁环的示意图。
23.图7是根据本公开实施方式的内磁环的示意图。
24.图8是根据本公开实施方式的外磁环的示意图。
25.图9是根据本公开实施方式的外磁环的示意图。
26.图10是根据本公开实施方式的磁悬浮电机的示意图。
具体实施方式
27.下面结合附图和实施方式对本公开作进一步的详细说明。可以理解的是,此处所描述的具体实施方式仅用于解释相关内容,而非对本公开的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本公开相关的部分。
28.需要说明的是,在不冲突的情况下,本公开中的实施方式及实施方式中的特征可以相互组合。下面将参考附图并结合实施方式来详细说明本公开的技术方案。
29.除非另有说明,否则示出的示例性实施方式/实施例将被理解为提供可以在实践中实施本公开的技术构思的一些方式的各种细节的示例性特征。因此,除非另有说明,否则在不脱离本公开的技术构思的情况下,各种实施方式/实施例的特征可以另外地组合、分离、互换和/或重新布置。
30.在附图中使用交叉影线和/或阴影通常用于使相邻部件之间的边界变得清晰。如此,除非说明,否则交叉影线或阴影的存在与否均不传达或表示对部件的具体材料、材料性质、尺寸、比例、示出的部件之间的共性和/或部件的任何其它特性、属性、性质等的任何偏好或者要求。此外,在附图中,为了清楚和/或描述性的目的,可以夸大部件的尺寸和相对尺
寸。当可以不同地实施示例性实施例时,可以以不同于所描述的顺序来执行具体的工艺顺序。例如,可以基本同时执行或者以与所描述的顺序相反的顺序执行两个连续描述的工艺。此外,同样的附图标记表示同样的部件。
31.当一个部件被称作“在”另一部件“上”或“之上”、“连接到”或“结合到”另一部件时,该部件可以直接在所述另一部件上、直接连接到或直接结合到所述另一部件,或者可以存在中间部件。然而,当部件被称作“直接在”另一部件“上”、“直接连接到”或“直接结合到”另一部件时,不存在中间部件。为此,术语“连接”可以指物理连接、电气连接等,并且具有或不具有中间部件。
32.为了描述性目的,本公开可使用诸如“在
……
之下”、“在
……
下方”、“在
……
下”、“下”、“在
……
上方”、“上”、“在
……
之上”、“较高的”和“侧(例如,如在“侧壁”中)”等的空间相对术语,从而来描述如附图中示出的一个部件与另一(其它)部件的关系。除了附图中描绘的方位之外,空间相对术语还意图包含设备在使用、操作和/或制造中的不同方位。例如,如果附图中的设备被翻转,则被描述为“在”其它部件或特征“下方”或“之下”的部件将随后被定位为“在”所述其它部件或特征“上方”。因此,示例性术语“在
……
下方”可以包含“上方”和“下方”两种方位。此外,设备可被另外定位(例如,旋转90度或者在其它方位处),如此,相应地解释这里使用的空间相对描述语。
33.这里使用的术语是为了描述具体实施例的目的,而不意图是限制性的。如这里所使用的,除非上下文另外清楚地指出,否则单数形式“一个(种、者)”和“所述(该)”也意图包括复数形式。此外,当在本说明书中使用术语“包含”和/或“包括”以及它们的变型时,说明存在所陈述的特征、整体、步骤、操作、部件、组件和/或它们的组,但不排除存在或附加一个或更多个其它特征、整体、步骤、操作、部件、组件和/或它们的组。还要注意的是,如这里使用的,术语“基本上”、“大约”和其它类似的术语被用作近似术语而不用作程度术语,如此,它们被用来解释本领域普通技术人员将认识到的测量值、计算值和/或提供的值的固有偏差。
34.根据本公开的一个实施方式,提供了一种表面清洁装置用磁悬浮轴承的磁环的加工设备。其中根据该加工设备所制造的磁环可以作为磁悬浮电机的磁悬浮轴承的一部分。所得到的磁悬浮电机可以用作表面清洁设备的电机,该表面清洁设备可以是吸尘器、扫地机、洗地机等各种表面清洁设备。
35.图1示出了根据本公开的一个实施方式的磁悬浮轴承的磁环的加工设备的示意图。如图1所示,该加工设备可以包括基座101和磁块定位套102。其中磁块定位套102可以通过诸如螺栓等固定件103固定至基座101。磁块定位套102可以设置有套孔1021,其中该套孔用于放置各磁块以形成磁环。套孔的内径可以与磁环的外径大致相同。
36.在通过该加工设备制造磁环的过程中,首先对两个以上磁块进行磁场取向。由于烧结汝铁硼整体磁环无法进行预取向,因此可以采用磁块来形成磁环的方式,这样将各个磁块拼接成整个磁环。而且对于磁块而言,预取向比较方便。因此在本公开中采用磁块来构成磁环的方式,可以使得工艺简单且取向方向方便,适用于批量生产。根据本公开的加工设备,可以对磁悬浮轴承中所使用的内磁环和外磁环进行加工。
37.在本公开中,每个磁块可以由烧结汝铁硼材料制成,并且每个磁块的形状可以相同,也可以形状相互匹配以便能够形成磁环。在本公开中优选地构成每个磁环的磁块的数
量为2~12,更优选地,该数量可以为偶数。例如可以通过4个磁块来形成一个磁环。
38.将磁场取向后的两个以上磁块进行装配以形成环状的磁环。图2示出了各个磁块放置至套孔后的示意图,这样可以形成环状的磁环100。其中在磁块放置至套孔1021的过程中,相邻的磁块的侧面可以通过粘接剂进行粘合。例如图2所示,四个磁块相邻设置来形成内磁环100。其中相邻磁块可以通过粘合剂进行粘合。例如在装配磁块来形成磁环的过程中,可以在磁块的侧面涂覆磁钢粘接剂,这样可以将相邻的磁块粘合在一起。在形成磁环之后,可以对形成的整个组件进行高温烘烤固化。需要注意的是,在烘烤之前,可以将多余溢出的胶液清理干净。
39.根据本公开的加工设备,还可以包括表面处理装置,在通过磁块定位套由两个以上磁块形成磁环之后,表面处理装置对磁环的外表面和/或内表面进行处理。在磁环为磁悬浮轴承的外磁环的情况下,表面处理装置至少对外磁环的内表面进行加工,以便形成内锥面。在磁环为磁悬浮轴承的内磁环的情况下,表面处理装置至少对内磁环的外表面进行加工,以便形成外锥面。
40.在对形成的内磁环的外表面进行加工之前,还包括将芯棒插入内磁环的内表面所形成的内孔中,以便于对内磁环的外表面进行加工。如图3所示,在形成磁环之后,可以将用于定位的芯棒104插入内磁环的内表面所形成的内孔中。之后可以通过芯棒104将套孔中的内磁环取出来加工外锥面,如图4所示。在外锥面加工完成之后可以将芯棒去除。其中,芯棒的材质可以为尼龙,但不限于这种材质,其也可以为其他材质,只要能够方便脱模即可。在图5中示出了通过四个磁块形成的内磁环的示意图。如图5所示,内磁环100可以包括四个磁块110、120、130、140。图6示出了根据本公开的一个实施例的内磁环的剖面示意图。如图6所示,内磁环的外表面的一边的长度大于另外一边的长度,这样可以形成梯形形状。在本公开中,梯形锥面的锥角θ为5
°
~80
°
。
41.根据本公开的加工设备,还可以包括充磁装置,可以对上述加工完成的磁环进行充磁,以使得每个磁块的内表面的磁性为n极和s极中的一个磁极,而每个磁块的外侧的磁性为n极和s极中的另一磁极。如图5所示,每个磁块的外侧可以为充磁形成s极,而每个磁块的内表面可以被充磁形成n极。这样组装而成的内磁环的外侧则形成为s极,而内表面则形成为n极。根据本公开的进一步的实施方式,在对形成的内磁环的外表面加工之后且在对m个磁块进行充磁之前,将内磁环安装至护套150中,并且的内磁环的外表面与护套150粘合,如图5所示。将外表面加工完成的内磁环可以安装在护套中,其中可以在护套的内表面和/或内磁环的外表面涂覆诸如磁钢粘接剂的粘接剂,然后可以进行高温烘烤固化等的固化方式。其中在该固化之后,可以对内磁环的内表面进行加工,并且将加工废屑清理干净,然后放置到专用的充磁工装上通过充磁装置进行充磁。根据本公开的内磁环的制造方法,可以解决现有技术中磁轴承工艺制作难度大、成本高、不适用于批量生产等问题。采用梯形锥面的内磁环结构,从而进行辐射充磁,实现轴承组件的批量生产,工艺难度小且成本低。在本公开中,两端对称的锥梯形磁环组件等距分布,简化了工装夹具制作。分片的磁块粘接成一体,可以方便进行预磁场取向,降低了成本,适用于大批量生产。护套同时起到高速运行下保护磁环及加工时定位工装的作用。护套采用无磁不锈钢或其他经过处理的高强度不导磁材料。
42.本公开中,磁块和所形成的内磁环也可以为其他合适的形状,例如可以是具有不
同形状的四边锥形等。此外,磁块的厚度可以为调节,以便设计成通过不同的内磁环的厚度来调节悬浮磁力的大小。每个磁块均可以由烧结汝铁硼材料制成。并且每个磁块的形状可以相同,也可以不相同。
43.在上面的描述中,在内磁环的轴向(图7所述的左右方向)仅设置有一个磁块。但是根据本公开的进一步实施例,在内磁环的轴向上可以设置有m个磁块(每个磁块的边界由虚线标示),其中m≥2。也就是说,周向相邻设置的m个磁块中的至少一个磁块可以由沿轴向分段设置的m个磁块构成,其中m≥2。其中m的取值优选为2~3。这样可以形成轴向分段的内磁环,可以提高磁感应强度分布的一致性。
44.如上所示,根据本公开的加工设备还可以对磁悬浮轴承所使用的外磁环进行加工,其中外磁环的内表面被加工成内锥面。
45.图8和图9示出了根据本公开的一个实施例的外磁环的示意图。如图9所示,同样地,外磁环也可以由多个磁块构成,并且该多个磁块的数量可以与构成内磁环的磁块的数量相同也可以不同。在图9中示出了,外磁环200可以由4个磁块210、220、230、240粘接而成的情况。
46.在通过充磁装置对外磁环磁化的过程中,外磁环的每个磁块的内表面被磁化成上述一个磁极(图中示出s极),外侧被磁化成上述另一磁极(图中示出n极)。如图9所示,外磁环的外侧可以被磁化成n极,内表面可以被磁化成s极。外磁环与内磁环的区别在于,外磁环的内表面为锥面,并且该锥面(如图8的虚线所示)与内磁环的外表面的锥面相符,而且外磁环的内表面形成内腔,以便将内磁环插入该内腔中,从而形成磁悬浮轴承。
47.通过本公开的加工装置在加工外磁环的过程中,同样地,进行了磁场取向的各个磁块拼接成整个外磁环。每个磁块可以由烧结汝铁硼材料制成,并且每个磁块的形状可以相同,也可以形状相互匹配以便能够形成磁环。形成外磁环之后,可以将外磁环取出,并且对外磁环的内表面进行加工,以便使得外磁环的内表面形成梯形锥面。如图8所示,外磁环的内表面的一边的长度大于另外一边的长度,这样可以形成梯形形状。在本公开中,梯形锥面的锥角θ为5
°
~80
°
。根据进一步的实施例,在对形成的外磁环的内表面进行加工之前,还包括在外磁环的外表面设置护套250,以便于对外磁环的内表面进行加工。各护套采用无磁不锈钢或其他经过处理的高强度不导磁材料。最后,可以对磁块进行充磁,以使得每个磁块的外侧的磁性为n极和s极中的一个磁极,而每个磁块的内表面的磁性为n极和s极中的另一磁极。如图9所示,每个磁块的内表面可以为充磁形成s极,而每个磁块的外侧可以被充磁形成n极。这样组装而成的外磁环的内表面则形成为s极,而外侧则形成为n极。同样地,在外磁环中,周向相邻设置的多个磁块中的至少一个磁块可以由沿轴向分段设置的m个磁块构成,其中m≥2,从而构成外磁环。
48.根据本公开的另一实施方式,还可以提供一种表面清洁装置用磁悬浮轴承。该磁悬浮轴承可以包括上述的内磁环及外磁环,并且内磁环可以套设在外磁环中以形成磁悬浮轴承。其中外磁环的内表面设置成与内磁环的外表面相符。
49.根据本公开的再一实施方式,提供了一种表面清洁装置用磁悬浮电机。该电极可以包括上述的磁悬浮轴承,其中内磁环套设在磁悬浮电极的转轴上。
50.图10是根据本公开的一个实施方式的表面清洁装置用磁悬浮电机的结构示意图。如图10所示,提供一种磁悬浮电机10,其可以包括:定子部300、转子部400、第一轴承和第二
轴承。
51.定子部300可以包括绕组,并通过向绕组施加电能以使得定子部300产生旋转磁场。另一方面,定子部300也可以为永磁体,例如钕铁硼永磁体等。定子部300可以被设置于壳体组件500,在一个实施例中,壳体组件500包括第一壳体510和第二壳体520。在图10所示的方向中,第一壳体510位于左侧,第二壳体520位于右侧,但是本领域技术人员应当知晓,本公开的磁悬浮电机10在使用时,一般处于竖直状态或者与竖直状态呈一定角度的倾斜状态,左侧和右侧仅仅是参照图10所示的方向。
52.第一壳体510和第二壳体520的内表面形成凹槽,以通过凹槽形成容置定子部300的容纳空间,定子部300的至少部分被设置于容纳空间内。在一个实施例中,当第一壳体510和第二壳体520被固定在一起时,第一壳体510的凹槽的侧壁以及第二壳体的凹槽的侧壁能够夹紧定子部300。另外,还可以通过粘合等方式,将定子部300固定于壳体组件500。第一壳体510靠近第二壳体520的一端形成有第一固定部530,相应地,第二壳体520靠近第一壳体510的一端形成有第二固定部540,并且通过第一固定部530和第二固定部540的连接,使得第一壳体510和第二壳体520形成为上述的壳体组件500。在一个实施例中,第一固定部530和第二固定部540可以通过螺钉紧固件连接。第一固定部530和第二固定部540的数量相同,例如可以为两个以上,并且两个以上的第一固定部530和第二固定部540可以沿第一壳体510和第二壳体520的周向分布,例如,沿第一壳体510和第二壳体520的周向均匀分布。当然,第一固定部530和第二固定部540也可以形成为连续的形状,即形成为外法兰形状。
53.转子部400与定子部300配合,以形成磁悬浮电机10的动力系统。在一个优选的实施例中,转子部400整体上形成为轴结构,并包括细长的中心部分;在细长的中心部分上,可以设置永磁体410,以通过定子部300所产生的旋转磁场使得永磁体410转动。另一方面,当定子部300包括永磁体时,转子部400的细长的中心部分上设置有绕组,从而通过该绕组产生转子的旋转磁场。
54.第一轴承和第二轴承可以分别包括如上所述的外磁环和内磁环。第一轴承和第二轴承相对于彼此轴向定位在细长的中心部分的相对端部处,以便通过第一轴承和第二轴承共同支撑转子部400的转动;更优选地,第一轴承和第二轴承沿垂直于转子部400的平面对称设置。
55.考虑到现有技术中的滚子轴承以及角接触球轴承等均无法有效支撑转子部400的高速转动,因此,本公开中第一轴承和第二轴承形成为磁轴承;此时,每个轴承组件包括外磁环200和内磁环100,外磁环200和内磁环100彼此之间形成沿细长的中心部分的轴向和径向的斥力,内磁环100和细长的中心部分之间设置有导磁环600,其中导磁环600包括朝向内磁环100的侧壁的环形槽610。
56.在一个更优选的实施例中,环形槽610的基本位于第一轴承和第二轴承的纵向中心线位置,由此,如使得外磁环200和内磁环100之间具有最大的磁感应强度。在一个实施例中,导磁环600与永磁体410之间可以设置有导套700,从而通过导套700能够使得转子部400的外部所套设的各部件能够被准确地定位。
57.本公开中,通过导磁环600的设置,能够显著地增加外磁环200和内磁环100之间的磁感应强度;从而提高第一轴承和第二轴承支撑转子部400转动时的稳定性;在一个实施例中,导磁环可以通过碳钢或者合金钢制备,其能够提供磁场传输通道即可。
58.在一个优选的实施例中,导磁环600的两端中的至少一端延伸超过第一轴承或者第二轴承;更优选地,导磁环600的两端均延伸超过第一轴承或者第二轴承,从而能够优化外磁环200和内磁环100之间的磁路,增加外磁环200和内磁环100之间的磁感应强度。在一个具体的实施例中,导磁环600延伸超过第一轴承或第二轴承的长度大于等于2mm。
59.同时,通过在导磁环600的外周面形成环形槽610,一方面能够优化外磁环200和内磁环100之间的磁路,另一方面,也能够在该环形槽610中注入胶水,使得内磁环100与导磁环600之间能够被固定连接。
60.在一个优选的实施例中,第一轴承和第二轴承被安装到细长的中心部分,并位于永磁体410的两侧。
61.外磁环200和内磁环100的截面呈锥形,两者之间形成磁斥配合面;具体地,轴向和径向的斥力由外磁环200和内磁环100的磁斥配合面形成,磁斥配合面沿细长中心部分的轴线向内倾斜或向外倾斜。
62.在一个优选的实施例中,外磁环200的内壁面形成为锥面,内磁环100的外壁面形成为锥面;在实际使用时,内磁环100的锥面的顶点朝向磁悬浮电机10的内部;当然,内磁环100也能够被反向安装,即内磁环100的锥面的顶点朝上磁悬浮电机10的外部。
63.本公开中,外磁环200和内磁环100之间沿转子部400的轴线方向具有大致相同的间隙,从而使得磁斥配合面的周圈所形成的斥力更均匀。
64.在一个实施例中,外磁环200的内表面的锥角为10~30
°
;优选16~20
°
;和/或,内磁环100的外表面的锥角为10~30
°
;优选16~20
°
。
65.外磁环200被安装于第一轴承座,内磁环100被安装到第二轴承座,其中,第一轴承座形成于壳体组件500,例如用于安装第一轴承的外磁环200的第一轴承座形成于壳体组件500的第一壳体510;用于安装第二轴承的外磁环200的第一轴承座形成于壳体组件500的第二壳体520。第二轴承座形成于导磁环600。
66.本公开中,考虑到内磁环的磁块和外磁环的磁块的磁场分布,尤其是磁块的轴线方向的两端磁场较强,中间部分磁场较弱,因此,可以将外磁环和内磁环的轴向长度设置为6mm以内,一方面能够使得轴承组件具有较佳的支撑效果,另一方面,也减少了轴承组件的体积和用料。
67.细长的中心部分在第一轴承和第二轴承的位置处的内径小于或等于其中心部分处的内径。本公开中,磁悬浮电机10还包括压盖800,压盖设置于导磁环600,并用于限制内磁环100的轴向位置。更优选地,的磁悬浮电机10还包括制动件,制动件可操作地连接在细长的中心部分的至少一端,用于对转子部400进行制动。一方面,当磁悬浮电机处于非工作状态,例如在电机刚组装完成后,转子部400无法静态平衡,由此需要将转子部400与制动件连接,并且制动件处于常闭状态,使得转子部400保持静止。
68.另一方面,当磁悬浮电机处于工作状态,此致制动件打开,转子部400将处于不稳定状态,由此,需要在制动件打开的同时,向磁悬浮电机提供电能,启动磁悬浮电机;当转子部400处于转动状态时,磁悬浮电机处于动平衡状态,并能够高速旋转。
69.当磁悬浮电机需要关闭时,先关闭磁悬浮电机的电源供应,转子部400减速;当转子部400的速度降低至指定速度时,制动件关闭,制动件将转子部400锁住,磁悬浮电机停止工作。
70.本公开的磁悬浮电机,通过锥形的外磁环200和内磁环100的配合,在一定的配合角度下,给外磁环200和内磁环100进行辐射充磁,使得外磁环200和内磁环100同时具有轴向及径向的斥力,达到电机转子的动态悬浮,实现电机转子无接触式运行,降低高速电机噪音。
71.在本说明书的描述中,参考术语“一个实施例/方式”、“一些实施例/方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例/方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例/方式或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例/方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例/方式或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例/方式或示例以及不同实施例/方式或示例的特征进行结合和组合。
72.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
73.本领域的技术人员应当理解,上述实施方式仅仅是为了清楚地说明本公开,而并非是对本公开的范围进行限定。对于所属领域的技术人员而言,在上述公开的基础上还可以做出其它变化或变型,并且这些变化或变型仍处于本公开的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1