电池片背面和侧面硼硅玻璃去除装置及链式设备的制作方法
1.本实用新型属于光伏太阳能电池技术领域,具体涉及一种电池片背面和侧面硼硅玻璃去除装置及链式设备。
背景技术:
2.n型单晶硅太阳能电池因电池转化效率高,发电量稳定等优势,已经逐渐成为当前光伏行业的主流产品。n型太阳能电池的制备过程大致包括:制绒
‑ꢀ
硼扩散-刻蚀-lpcvd/pvd-ald-pecvd-印刷烧结等工艺。其中的硼扩散是制备pn结的关键步骤,受当前工艺的限制,硼扩散会在电池片的正表面和背表面及侧面形成一层硼硅玻璃,我们只需要保留正面的pn结即可,需要对背面和侧部的硼硅玻璃进行去除,第三道工序刻蚀的主要目的是去除硼硅玻璃。
3.一般采用链式设备去除电池片背面和侧部的硼硅玻璃,现有槽式刻蚀去硼硅玻璃的工艺步骤如下:电池片装载
→
水膜保护(水膜喷淋槽)
→
hf刻蚀 (若干个刻蚀槽)
→
水洗
→
烘干。其中:
4.(1)电池片装载,将硼扩散后电池片通过自动化卸载装置,依次摆放到链式刻蚀机的工作通道。
5.(2)水膜保护,是通过上部喷淋管在电池片正面喷淋一层水膜,以阻挡氢氟酸溅射腐蚀正面,是对正面pn结的一道保护层。
6.刻蚀所用到的主要化学试剂为氢氟酸,其采用的工艺原理如下:
7.sio2+4hf=sif4+h2o
8.然而,此刻蚀方式存在如下几个问题:
9.第一,硼在二氧化硅中的固溶度大于硅,因此在高温制备pn结的过程中,二氧化硅具有吸硼效应,使得其内存在大量的硼杂质,硼杂质以替位的方式与氧形成共价键,会加强二氧化硅的结构强度,使得氢氟酸与其反应的速度下降。
10.第二,氢氟酸本身的沸点比较低,仅为19.51℃,化学反应过程需要在常温下进行,如果通过加热氢氟酸去提升反应温度,那么氢氟酸会大量挥发,造成反应浓度下降和氢氟酸的浪费。
11.由于hf溶液与硼硅玻璃反应速率较慢,所以为了提高生产效率,通常使用浓度较高的hf溶液进行反应,化学品消耗高。然而,即使使用hf原液(49%浓度)仍不能满足产能需求,成为产能瓶颈。
12.基于现有链式刻蚀设备,一些设备厂家推出带加热功能的槽体,即给hf 槽加热,通过加热药液,来提高反应速率,然而hf沸点只有19.51℃,加热极易造成药液挥发,同样造成耗量增加。
13.基于上述两点,对硼硅玻璃的刻蚀工序已经成为整个n型太阳能电池制备的瓶颈工序,制约着产能的发挥。
技术实现要素:
14.本实用新型实施例提供一种电池片背面和侧面硼硅玻璃去除装置及链式设备,旨在解决提高氢氟酸浓度和加热氢氟酸都存在资源浪费的问题。
15.为实现上述目的,本实用新型采用的技术方案是:提供一种太阳能电池背面和侧面硼硅玻璃加热去除装置,基于太阳能电池刻蚀的链式设备,包括:
16.热风喷淋单元,所述热风喷淋单元包括热风管及多个与所述热风管并联连通的喷淋头,其中,所述热风管设置于水膜喷淋槽和刻蚀槽的上方,且长度方向与所述水膜喷淋槽和所述刻蚀槽的长度方向一致,所述喷淋头一一对应于所述水膜喷淋槽和各所述刻蚀槽的上方;和/或
17.加热单元,设置于所述水膜喷淋槽和刻蚀槽之间,且位于传输的电池片的下方。
18.第一方面,在一种可能的实现方式中,所述热风喷淋单元包括多个并联于所述热风管的喷淋管,所述喷淋头设置在所述喷淋管的下端。
19.第一方面,在一种可能的实现方式中,所述喷淋头的下表面距离下方电池片上表面的距离大于等于10mm。
20.第一方面,在一种可能的实现方式中,所述喷淋头下表面的喷淋面积完全覆盖下方的电池片。
21.第一方面,在一种可能的实现方式中,所述喷淋头下表面的喷淋面的形状与下方的电池片形状一致。
22.第一方面,在一种可能的实现方式中,所述喷淋头上均匀分布有若干出风孔。
23.第一方面,在一种可能的实现方式中,所述热风管为圆管或方管。
24.第一方面,在一种可能的实现方式中,所述加热单元包括加热槽及设置于所述加热槽内的加热丝。
25.第一方面,在一种可能的实现方式中,所述加热槽的外形与上方的电池片外形一致,且至少包覆一块电池片。
26.第二方面,本实用新型还提供一种链式设备,包括所述的电池片背面和侧面硼硅玻璃去除装置。
27.本实用新型提供的电池片背面和侧面硼硅玻璃去除装置及链式设备,与现有技术相比,有益效果在于:通过提升电池片反应温度以加快反应速率的原理,针对不能加热氢氟酸的制约,采用逆向思维设计发明了对电池片进行加热的方式,受热后的电池片与氢氟酸接触,在电池片表面形成了快速的化学反应过程,刻蚀速率大幅提升,也大大提升了电池片的传输速度,提升了电池片的刻蚀速度。
28.本发明的主要创新方案在于采用热风替代冷水膜,在保护电池片正面的同时提高电池片温度;采用高温气体膜代替水膜,在保护电池片正面的同时快速提升电池片温度;或者在电池片的下方设置加热单元,在电池片进入刻蚀工序之前对电池片进行加热,提升电池片的温度,受热后的电池片背面和侧面与氢氟酸接触,在电池片表面形成了快速的化学反应过程,进而提升刻蚀速度,进而提升电池片背面和侧面硼硅玻璃的去除速度,也缩短了刻蚀时间,提升了生产效率。
29.采用热风喷淋单元和加热单元的方式对电池片直接进行加热,而不是采用对药液加热或提升药液的浓度的方式达到温升的目的,大大降低了氢氟酸药液的消耗,在提升电
池片背面和侧面硼硅玻璃去除、提升刻蚀速率、提升生产效率的同时,大大降低了资源的消耗,降低了企业的生产成本。
30.本实施例提供的热风喷淋单元在使用热风喷淋加热电池片的同时,取代了常规的水膜喷淋保护电池片正表面的方式,来自上方的具有一定压力和速度的热风,垂直吹到电池片表面,然后向四周散开,可以同时起到阻挡周围的氢氟酸溅射到电池片正面的作用,从而保护电池片正面不被腐蚀。
附图说明
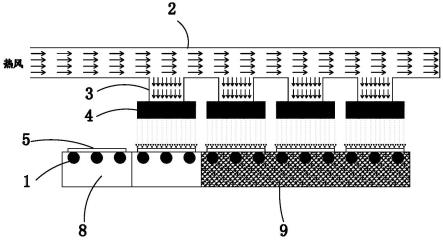
31.图1为本实用新型实施例提供的电池片背面和侧面硼硅玻璃去除装置的结构示意图一;
32.图2为本实用新型实施例提供的电池片背面和侧面硼硅玻璃去除装置的结构示意图二;
33.附图标记说明:
34.1、滚轮;2、热风管;3、喷淋管;4、喷淋头;5、电池片;6、加热槽;7、加热丝;8、上料槽;9、刻蚀槽;10、水膜;11、水管;12、喷水嘴;13、水膜喷淋槽。
具体实施方式
35.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
36.请一并参阅图1及图2,现对本实用新型提供的电池片背面和侧面硼硅玻璃去除装置进行说明。所述电池片背面和侧面硼硅玻璃去除装置,基于太阳能电池刻蚀的链式设备,包括:热风喷淋单元,热风喷淋单元包括热风管2及多个与热风管2并联连通的喷淋头4,其中,热风管2设置于刻蚀槽9的上方,且长度方向与刻蚀槽9的长度方向一致,喷淋头4一一对应于各9刻蚀槽9的上方;和/或
37.加热单元,设置于所述水膜喷淋槽13和刻蚀槽9之间,且位于传输的电池片的下方。
38.上述实施例中和/或的意思是,本实施例提供的去除装置,可以单独的使用热风喷淋单元(如图1所示),也可以仅仅使用加热单元,还可以在电池片上设置热风喷淋单元,电池片5下方设置加热单元,两个单元结合使用(如图2 所示)。
39.需要说明的是,图中所示的电池片为硼扩后的硅片,也即在电池片的背面和侧面有硼硅玻璃,需要去除。
40.还需要解释的是,当链式设备上方采用热风喷淋单元时,热风喷淋单元代替现有设备的水膜喷淋,并可以保留水膜喷淋需要的水膜喷淋槽13(此时水膜喷淋槽为空槽),同时,热风管可以延伸至水膜喷淋槽上,这样的改动可减少改动的工作量,保持链式设备之前的基本样貌,减少对原有设备的改动;当在链式设备上增设加热单元时,加热槽设置在水膜喷淋槽和刻蚀槽之间,水膜喷淋后对电池片进行加热。
41.链式设备采用滚轮1传送电池片,电池片经不同功能的槽体,实现最终的目的。
42.针对现有技术主要采用提高氢氟酸的浓度和对氢氟酸槽体进行加热的方式提升
反应速度。本实用新型提供的电池片背面和侧面硼硅玻璃去除装置,与现有技术相比,有益效果在于:通过提升电池片反应温度以加快反应速率的原理,针对不能加热氢氟酸的制约,采用逆向思维设计发明了对电池片进行加热的方式,受热后的电池片与氢氟酸接触,在电池片表面形成了快速的化学反应过程,刻蚀速率大幅提升,也大大提升了电池片的传输速度,提升了电池片的刻蚀速度。
43.本装置的主要创新方案在于采用热风替代冷水膜,在保护电池片正面的同时提高电池片温度;采用高温气体膜代替水膜,在保护电池片正面的同时快速提升电池片温度;或者在电池片的下方设置加热单元,在电池片进入刻蚀工序之前对电池片进行加热,提升电池片的温度,受热后的电池片与氢氟酸接触,在电池片表面形成了快速的化学反应过程,进而提升刻蚀速度。
44.采用热风喷淋单元和加热单元的方式对电池片直接进行加热,而不是采用对药液加热或提升药液的浓度的方式达到温升的目的,大大降低了氢氟酸药液的消耗,在提升电池片背面和侧面硼硅玻璃去除、提升刻蚀速率、提升生产效率的同时,大大降低了资源的消耗,降低了企业的生产成本。
45.本实用新型在使用热风喷淋加热电池片的同时,取代了常规的水膜喷淋保护电池片正表面的方式,来自上方的具有一定压力和速度的热风,垂直吹到电池片表面,然后向四周散开,在加热电池片的同时,可以同时起到阻挡周围的氢氟酸溅射到电池片正面的作用,从而保护正面不被腐蚀。
46.在一些实施例中,参阅图1所示,热风喷淋单元包括多个并联于热风管2 的喷淋管3,喷淋头4设置在喷淋管3的下端。
47.在一些实施例中,喷淋头4的下表面距离下方电池片5上表面的距离大于等于10mm。当喷淋头4至电池片5的距离短时,送风的压力小些;当喷淋头4 至电池片的距离长时,送风的压力大些,根据喷淋头4至电池片的距离长短,调整送风的压力,保持对电池片的风压恒定,避免吹至电池片上的风压过大或过小对电池片造成损坏的问题。
48.在一些实施例中,喷淋头4下表面的喷淋面积完全覆盖下方的电池片5。
49.在一些实施例中,喷淋头4下表面的喷淋面的形状与下方的电池片形状一致。例如,长方形的电池片对应上面的喷淋头4的下表面(或横断面)形状也为长方形;当电池片为圆形时,则喷淋头4的下表面形状也为圆形。
50.在一些实施例中,喷淋头4上均匀分布有若干出风孔。保证吹在电池片上的热风均匀的分布。
51.在一些实施例中,热风管2为圆管或方管。
52.下面一并对热风喷淋单元的各技术特征进行详细的解释如下:
53.(1)热风喷淋单元的热风送风系统:该系统的目的是可以产生热风,并通过产生压力差的设备,将热风送入热风管2,其设备包括但不限于如下可能的方案:
54.方案一,利用加热电阻丝与空气换热的方式,产生热风。
55.方案二,利用换能器、换热器等方式与空气换热,产生热风。
56.方案三,利用兰克-赫尔胥效应的涡流管产生热风。
57.方案四,其他物理、化学过程的产生热风装置。
58.方案五,利用压差原理输送气体的设备,如气泵等设备。
59.(2)热风管2:热风管2为具有一定直径和长度的管状。
60.①
其材质可用采用金属、pvc等制成。
61.②
其材质应具备耐受50-200摄氏度左右的高温,耐受3-20个大气压,耐受酸雾腐蚀等属性。
62.③
热风管2的直径根据设备安装空间可适当选择50-200mm左右。
63.④
热风管2长度根据链式设备的总长度或氢氟酸刻蚀槽的长度进行选择。
64.(3)喷淋管3:具有一定直径和长度的管状结构,上端与热风管2相连。
65.①
其材质可用采用金属、pvc等制成。
66.②
其材质应具备耐受50-200摄氏度左右的高温,耐受3-20个大气压,耐受酸雾腐蚀等属性。
67.③
喷淋管3的直径根据热风管2的直径进行选择,与热风管2等径或略小于热风管2。
68.④
其长度根据热风管2距离电池片的高度进行选择,保证喷淋头4在电池片的上方。
69.(4)喷淋头4:为正方形的管状结构,其上端与喷淋管3相连。
70.①
其材质可用采用金属、pvc等制成。
71.②
其材质应具备耐受50-200摄氏度左右的高温,耐受3-20个大气压,耐受酸雾腐蚀等属性。
72.③
喷淋头4的喷淋面的长宽与其与下方所使用的电池片边长等长,即开口面积与电池片面积等大。
73.④
其喷淋面的中垂线与电池片对中设置,其与喷淋管3连接后,其下端应距离电池片有10mm以上的安全距离。
74.⑤
喷淋头4内部填塞一个具有毛细多孔隔板,其目的是将送来的不均匀的风穿过毛细多孔隔板后,能够均匀的吹拂在电池片正表面上。
75.⑥
该毛细多孔隔板的材质应具备耐受50-200摄氏度左右的高温,耐受3-20 个大气压,耐受酸雾腐蚀等属性。
76.(5)热风喷淋单元参数配置
77.①
送风的压力、送风的温度应根据热风管2直径、喷淋高度等参数进行匹配设置。
78.②
热风管2直径越大,送风需要的压力越高。例如热风管2的直径在100mm 左右时,所需的送风压力约4-5个大气压。
79.③
喷淋高度越高,送风需要的压力和送风需要的温度越高。例如喷淋高度在50mm左右时,送风温度120℃下,其电池片表面的温度可以达到100℃左右。
80.可选地,设置一个可移动的喷淋管3及一个与喷淋管3连接的喷淋头4,喷淋管3通过滑轨滑动连接于热风管2的下方,并可通过软管与热风管2连通,喷淋管3的移动速度与传送带传输电池片的速度保持一致,即喷淋的热风始终正对电池片正表面,直至刻蚀结束。其中设置的闭合的环形滑轨(为椭圆形滑轨),喷淋管3可沿环形滑轨返回到初始的位置,在从右至左返回时,不喷淋,以节约热风。
81.在一些实施例中,参阅图2,加热单元包括加热槽6及设置于加热槽6内的加热丝7。
82.在一些实施例中,加热槽6的外形与上方的电池片外形一致,且至少包覆一块电池
片。具体是,加热槽6在长度方向可以覆盖多个电池片,也即同时对传送带传送至其上方的多个电池片进行同时加热。
83.加热槽6主要采用电热丝加热的方式对电池片进行烘烤,预热电池片;加热丝7可采用间断式的脉冲加热模式。预热后的电池片继续进入刻蚀槽、水洗槽和烘干槽,完成整个工序操作。
84.其中,上部热风喷淋单元和下方的热风槽可以选择一个使用,或二者同时使用。
85.送风温度或加热温度应控制在50-200℃左右。
86.利用本实施例提供的加热方式,在不改变氢氟酸浓度的情况下,通过热风喷淋提升电池片的温度,可提升电池片的刻蚀速度,进而可提高电池片的传送速度,提高生产效率;在不改变电池片传送速度的情况下,通过对电池片的加热,可降低氢氟酸浓度,减少药液耗量。
87.基于同一发明构思,本技术实施例还提供一种链式设备,包括所述的电池片背面和侧面硼硅玻璃去除装置。
88.链式设备包括上料槽8、水膜喷淋槽13、刻蚀槽9、水洗槽和烘干槽,电池片经过水膜喷淋槽,水膜喷淋槽13通过喷水嘴12向电池片喷水,并在电池片上形成水膜10保护,再经加热都那样预热,预热后的电池片继续进入刻蚀槽、水洗槽和烘干槽,完成整个工序操作。水膜喷淋槽可根据情况选用,喷水嘴12 上连接水管11。
89.本实用新型提供的硼硅玻璃去除装置解决了刻蚀硼硅玻璃使用高浓度氢氟酸和氢氟酸不能加热的难题,通过采用加热电池片的方式提高了反应的温度,加快了反应速率,设备产能提升1倍以上。
90.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1